一种型壳模组转运车的制作方法
本发明属于精密铸造型壳模组转运,具体地说是一种型壳模组转运车。
背景技术:
1、高温合金精密铸件通常采用熔模铸造的工艺方式制备,其型壳主要由粘结剂、耐火材料以及撒砂材料等组成,经过沾浆、淋砂及干燥处理,如此反复多次后制备而成,具有良好的成型性、透气性以及高温稳定性。但经烧结得到的陶瓷型壳脆性较大,运输过程中往往轻微的磕碰就会造成型壳产生裂纹,若裂纹位置为零件或型壳中柱部位,极易导致浇注期间发生漏钢现象,不仅造成原材料浪费,严重时漏出的高温合金液可能造成设备损坏,因此在实际生产中要求模组转移过程尽量平稳。
2、为提高生产效率,高温合金熔模精密铸造往往采用模组进行铸件浇注,但由于模组预热及浇注后出炉时温度较高(通常在1100℃以上),目前常用的方法是将模组装入适当体积的砂箱中,并采用镁砂进行填充固定,通过吊装砂箱进行模组的转移,但这种方法不利于调控合金浇注后的冷却速率,无法精密控制合金的凝固组织,经常出现铸态组织不满足技术指标要求的情况。
3、综上所述,目前亟需一种能够平稳、安全、高效转移型壳模组的方法,在保证型壳模组平稳转移、避免出现磕碰损伤的前提下,能够应用于型壳模组的转运安全作业。
技术实现思路
1、针对上述问题,本发明的目的在于提供一种型壳模组转运车。
2、本发明的目的是通过以下技术方案来实现的:
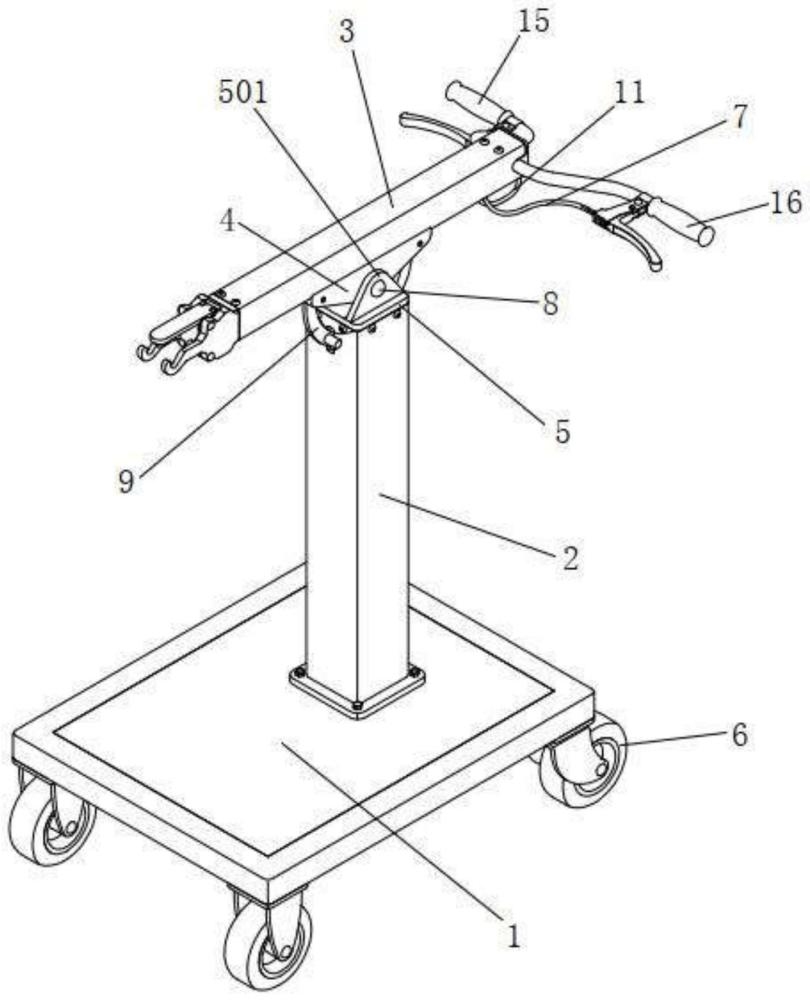
3、一种型壳模组转运车,包括底座、主支撑柱、连接横管、支撑架、固定架;
4、所述底座的底部设有若干个万向轮,所述主支撑柱的底端安装于所述底座上,所述固定架安装于所述主支撑柱的顶端,所述支撑架安装于所述连接横管的下侧、并与所述固定架连接,所述连接横管的一端设有活动夹板组件,所述活动夹板组件连接有钢丝绳a的一端;通过拉动或放松所述钢丝绳a的另一端,从而实现活动夹板组件的开闭,所述活动夹板组件直接用于夹持固定型壳模组本身架体。
5、所述固定架的顶部设有铰接耳,所述支撑架通过定位转轴与所述铰接耳转动连接。
6、所述支撑架上连接有u形定位环的两端,所述定位转轴位于所述u形定位环的u形开口内侧,所述u形定位环的u形底部部分穿过所述主支撑柱,所述u形定位环的u形底部部分的内侧面上开设有若干个定位卡槽;
7、所述固定架的下端中部开设有定位卡钉安装槽,所述定位卡钉安装槽中设有定位卡钉,所述定位卡钉的上端与钢丝绳b的一端连接,所述定位卡钉的中部向外周凸设有限位凸沿,所述定位卡钉的外周面上套设有回复弹簧,所述回复弹簧的下端抵接于所述限位凸沿上,所述回复弹簧的上端抵接于所述定位卡钉安装槽中设置的止口处,所述定位卡钉的下端形成卡钉头部,各所述定位卡槽的形状均与所述卡钉头部的形状相契合;通过放松或拉动所述钢丝绳b的另一端,使所述定位卡钉在所述定位卡钉安装槽中进行升降,进而使所述定位卡钉的卡钉头部卡入其中一个所述定位卡槽或脱离原来所卡入的定位卡槽。
8、所述u形定位环上位于所述主支撑柱外侧的部分安装有限位挡销。
9、所述定位转轴上设有定位轴套,所述定位轴套的端面与所述固定架的内侧面之间形成钢丝绳限位间隙,所述钢丝绳b的另一端从所述钢丝绳限位间隙绕过所述定位转轴后穿入所述连接横管。
10、所述连接横管的另一端设有操作手闸b,所述操作手闸b分为连接在一起的固定手柄b及夹线闸柄b,所述夹线闸柄b与从所述连接横管再穿出的钢丝绳b的另一端连接。
11、所述连接横管的另一端设有操作手闸a,所述操作手闸a分为连接在一起的固定手柄a及夹线闸柄a,所述钢丝绳a的另一端从连接横管穿过、并与夹线闸柄a连接。
12、所述活动夹板组件包括活动夹板安装基座、主驱动杆、螺纹轴套、限位弹簧、连杆连接件、上定位轴、下定位轴、联动杆a、联动杆b、联动杆c及转动夹板;
13、所述活动夹板安装基座安装于所述连接横管的一端上,所述活动夹板安装基座上向远离所述主支撑柱的一侧延伸设有两个对称设置的固定夹持勾部,所述螺纹轴套通过螺纹安装于所述活动夹板安装基座上,所述螺纹轴套的内部开设有主驱动杆通过孔,所述主驱动杆的一端与所述钢丝绳a的一端连接,所述主驱动杆的另一端穿过所述螺纹轴套的主驱动杆通过孔、并通过螺纹与所述连杆连接件连接,所述主驱动杆的另一端上还设有用于挡住所述连杆连接件的一端的限位头部,所述主驱动杆通过孔中形成有阶梯面,所述限位弹簧套设于所述主驱动杆上,所述限位弹簧的一端与所述连杆连接件的另一端抵接,所述限位弹簧的另一端抵接于所述主驱动杆通过孔中的阶梯面上,所述连杆连接件的下部与联动杆a的一端铰接,所述联动杆a的另一端与联动杆c的一端铰接,所述联动杆c的另一端通过下定位轴与所述活动夹板安装基座铰接,所述连杆连接件的上部与联动杆b的一端铰接,所述联动杆b的另一端与所述转动夹板的靠近所述主支撑柱的一端铰接,所述转动夹板的中部通过所述上定位轴与所述活动夹板安装基座铰接,所述转动夹板的远离所述主支撑柱的一端设有定位凸块、并与各所述固定夹持勾部配合使用以夹持型壳模组本身架体。
14、所述上定位轴的设置位置与下定位轴的设置位置上下相互对称,所述上定位轴的轴向中心线及下定位轴的轴向中心线均平行于水平面,所述联动杆a与所述联动杆b的尺寸相同且上下相互对称。
15、所述主驱动杆的轴向中心线及所述螺纹轴套的主驱动杆通过孔的轴向中心线共线且均平行于所述连接横管的长度方向。
16、本发明的优点与积极效果为:
17、1.本发明可以实现灵活平稳转移型壳模组的作用,无需使用吊装砂箱进行模组转移的方式,能够保证制备的型壳的质量,避免型壳模组出现磕碰损伤,且人工可操作性强,大量减少劳动成本,提高生产效率。
18、2.本发明可以根据需要在连接横管的另一端处操作将连接横管的一端进行抬高或者降低,并保持住连接横管的转动角度,从而达到升降所夹持的型壳模组本身架体的效果,适用性强。
技术特征:
1.一种型壳模组转运车,其特征在于:包括底座(1)、主支撑柱(2)、连接横管(3)、支撑架(4)、固定架(5);
2.根据权利要求1所述的一种型壳模组转运车,其特征在于:所述固定架(5)的顶部设有铰接耳(501),所述支撑架(4)通过定位转轴(8)与所述铰接耳(501)转动连接。
3.根据权利要求2所述的一种型壳模组转运车,其特征在于:所述支撑架(4)上连接有u形定位环(9)的两端,所述定位转轴(8)位于所述u形定位环(9)的u形开口内侧,所述u形定位环(9)的u形底部部分穿过所述主支撑柱(2),所述u形定位环(9)的u形底部部分的内侧面上开设有若干个定位卡槽(901);
4.根据权利要求3所述的一种型壳模组转运车,其特征在于:所述u形定位环(9)上位于所述主支撑柱(2)外侧的部分安装有限位挡销(13)。
5.根据权利要求3所述的一种型壳模组转运车,其特征在于:所述定位转轴(8)上设有定位轴套(14),所述定位轴套(14)的端面与所述固定架(5)的内侧面之间形成钢丝绳限位间隙,所述钢丝绳b(11)的另一端从所述钢丝绳限位间隙绕过所述定位转轴(8)后穿入所述连接横管(3)。
6.根据权利要求5所述的一种型壳模组转运车,其特征在于:所述连接横管(3)的另一端设有操作手闸b(15),所述操作手闸b(15)分为连接在一起的固定手柄b及夹线闸柄b,所述夹线闸柄b与从所述连接横管(3)再穿出的钢丝绳b(11)的另一端连接。
7.根据权利要求1所述的一种型壳模组转运车,其特征在于:所述连接横管(3)的另一端设有操作手闸a(16),所述操作手闸a(16)分为连接在一起的固定手柄a及夹线闸柄a,所述钢丝绳a(7)的另一端从连接横管(3)穿过、并与夹线闸柄a连接。
8.根据权利要求1所述的一种型壳模组转运车,其特征在于:所述活动夹板组件包括活动夹板安装基座(17)、主驱动杆(18)、螺纹轴套(19)、限位弹簧(20)、连杆连接件(21)、上定位轴(22)、下定位轴(23)、联动杆a(24)、联动杆b(25)、联动杆c(26)及转动夹板(27);
9.根据权利要求8所述的一种型壳模组转运车,其特征在于:所述上定位轴(22)的设置位置与下定位轴(23)的设置位置上下相互对称,所述上定位轴(22)的轴向中心线及下定位轴(23)的轴向中心线均平行于水平面,所述联动杆a(24)与所述联动杆b(25)的尺寸相同且上下相互对称。
10.根据权利要求8所述的一种型壳模组转运车,其特征在于:所述主驱动杆(18)的轴向中心线及所述螺纹轴套(19)的主驱动杆通过孔的轴向中心线共线且均平行于所述连接横管(3)的长度方向。
技术总结
本发明属于精密铸造型壳模组转运技术领域,具体地说是一种型壳模组转运车,包括底座、主支撑柱、连接横管、支撑架、固定架;底座的底部设有万向轮,主支撑柱的底端安装于底座上,固定架安装于主支撑柱的顶端,支撑架安装于连接横管的下侧、并与固定架连接,连接横管的一端设有活动夹板组件,活动夹板组件连接有钢丝绳A的一端;通过拉动或放松钢丝绳A的另一端,从而实现活动夹板组件的开闭,活动夹板组件直接用于夹持固定型壳模组本身架体。本发明可以实现灵活平稳转移型壳模组的作用,无需使用吊装砂箱进行模组转移的方式,能够保证制备的型壳的质量,避免型壳模组出现磕碰损伤,且人工可操作性强,大量减少劳动成本,提高生产效率。
技术研发人员:李欢,舒德龙,郑钰洁,张璐,杨欢,张典
受保护的技术使用者:辽宁红银金属有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!