高速铣齿加工用滚铣刀及其制备方法和应用与流程
本申请涉及滚铣刀,特别是涉及一种高速铣齿加工用滚铣刀及其制备方法和应用。
背景技术:
1、带锯条被誉为“工匠之手”,广泛应用于制造业的原材料切断下料工序。随着先进切削加工技术的不断发展,带锯条锯切下料也从粗放式的加工向高速高效的方向转变,这对带锯条的齿形加工精度提出了更高的标准。长期以来,带锯条齿形加工依靠滚铣刀的低速铣齿(主轴转速为60r/min~80r/min)来减少切削力、保证齿形精度,但是低速铣齿存在加工毛刺多、积削瘤堆积等固有缺陷,严重限制了齿形加工精度的进一步提升。随着铣齿设备的性能提升,高速铣齿加工(主轴转速为90r/min~120r/min)表现出显著的齿形加工精度与成本优势。
2、带锯条的铣齿加工过程中,滚铣刀需要同时切削高速钢(带锯条的齿部材料)、焊缝以及弹簧钢(带锯条的背体材料)三种不同的材料,多个刃口同时切入与切出,是典型的断续切削难加工材料的工况,致使滚铣刀易发生快速磨损,需要定期下机进行刃口修磨。频繁换刀会在带锯条上形成接刀口,直接影响齿形的加工精度。滚铣刀主轴转速提升会进一步加速滚铣刀的失效,因此亟需开发适用于带锯条高速铣齿加工用的涂层滚铣刀,实现铣齿加工精度与效率的协同改善。
技术实现思路
1、本发明提供了一种高速铣齿加工用滚铣刀及其制备方法和应用,以解决现有技术中滚铣刀易磨损导致带锯条加工过程中频繁换刀影响齿形加工精度的技术问题。
2、为达到上述目的,本发明提供的技术方案如下:
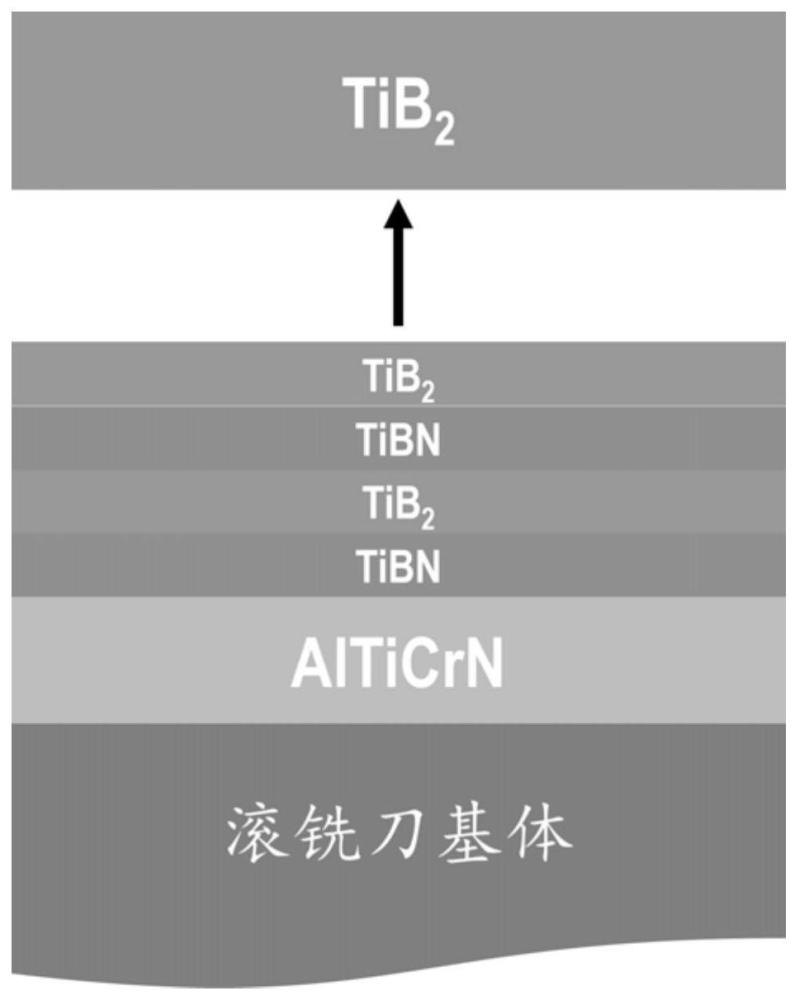
3、本发明的第一方面,提供了一种高速铣齿加工用滚铣刀,包括基体及设置于所述基体表面的复合涂层,所述复合涂层包括自所述基体由内至外依次设置的基层和功能层,所述基层包括alticrn层,所述功能层包括交替设置的tibn层和tib2层;所述功能层的最内层为所述tibn层,最外层为所述tib2层。
4、进一步地,所述alticrn层的厚度为1.0μm~3.0μm;所述交替设置的tibn层和tib2层总厚度为2.0μm~6.0μm。
5、进一步地,所述功能层包括多个交替设置的tibn层和tib2层,每一交替单元中,所述tibn层的厚度为100nm~500nm,所述tib2层的厚度为200nm~1000nm。
6、进一步地,所述tibn层与所述tib2层的厚度比为2.5∶1~25。
7、进一步地,所述alticrn层中各元素的原子百分含量为:al为20%~40%,ti为5%~15%,cr为5%~25%,n为45%~55%。
8、进一步地,所述tibn层中各元素的原子百分含量为:ti为20%~40%,b为30%~70%,n为1%~30%。
9、进一步地,所述tibn层中n元素的原子百分含量自所述基体由内至外递减。
10、进一步地,所述tib2层中各元素的原子百分含量为:ti为20%~50%,b为50%~80%。
11、进一步地,所述基体包括刀体和刃口,所述刀体的材质为粉末冶金高速钢,所述刃口的材质为粉末冶金高速钢或者硬质合金。
12、本发明的第二方面,提供了上述高速铣齿加工用滚铣刀的制备方法,包括以下步骤:将所述基体进行预处理,在预处理后的所述基体表面先后沉积所述基层、所述功能层,即得到所述高速铣齿加工用滚铣刀。
13、进一步地,所述步骤中沉积所述功能层包括在所述基层的表面先后沉积tibn层和tib2层作为一个交替单元,然后沉积多个所述交替单元,直至所述功能层达到预设厚度。
14、本发明的第三方面,提供了上述高速铣齿加工用滚铣刀在带锯条铣齿加工中的应用。
15、本发明提供的高速铣齿加工用滚铣刀,在基体的表面设置alticrn层,并在alticrn层上沉积交替单元,每一交替单元包括tibn层和tib2层,即在alticrn层表面形成周期性的多层结构,在带锯条高速铣齿加工的工况下,能够有效缓解单一成分、结构的涂层韧性不足的缺陷,抑制前刀面的月牙洼磨损,得益于优异的膜基结合强度与高温力学性能,更加适合铣齿加工中三种不同材料的高速断续切削工况,减少滚铣刀下机修磨次数,实现铣齿加工精度与效率的协同改善。
技术特征:
1.一种高速铣齿加工用滚铣刀,其特征在于:包括基体及设置于所述基体表面的复合涂层,所述复合涂层包括自所述基体由内至外依次设置的基层和功能层,所述基层包括alticrn层,所述功能层包括交替设置的tibn层和tib2层;所述功能层的最内层为所述tibn层,最外层为所述tib2层。
2.根据权利要求1所述的高速铣齿加工用滚铣刀,其特征在于,所述alticrn层的厚度为1.0μm~3.0μm;所述交替设置的tibn层和tib2层总厚度为2.0μm~6.0μm。
3.根据权利要求2所述的高速铣齿加工用滚铣刀,其特征在于,所述功能层包括多个交替设置的tibn层和tib2层,每一交替单元中,所述tibn层的厚度为100nm~500nm,所述tib2层的厚度为200nm~1000nm。
4.根据权利要求3所述的高速铣齿加工用滚铣刀,其特征在于,所述tibn层与所述tib2层的厚度比为2.5∶1~25。
5.根据权利要求1至4任意一项所述的高速铣齿加工用滚铣刀,其特征在于,所述alticrn层中各元素的原子百分含量为:al为20%~40%,ti为5%~15%,cr为5%~25%,n为45%~55%。
6.根据权利要求1至4任意一项所述的高速铣齿加工用滚铣刀,其特征在于,所述tibn层中各元素的原子百分含量为:ti为20%~40%,b为30%~70%,n为1%~30%。
7.根据权利要求6所述的高速铣齿加工用滚铣刀,其特征在于,所述tibn层中n元素的原子百分含量自所述基体由内至外递减。
8.根据权利要求1至4任意一项所述的高速铣齿加工用滚铣刀,其特征在于,所述tib2层中各元素的原子百分含量为:ti为20%~50%,b为50%~80%。
9.根据权利要求1至4任意一项所述的高速铣齿加工用滚铣刀,其特征在于,所述基体包括刀体和刃口,所述刀体的材质为粉末冶金高速钢,所述刃口的材质为粉末冶金高速钢或者硬质合金。
10.权利要求1至9任意一项所述的高速铣齿加工用滚铣刀的制备方法,其特征在于,包括以下步骤:将所述基体进行预处理,在预处理后的所述基体表面先后沉积所述基层、所述功能层,即得到所述高速铣齿加工用滚铣刀。
11.根据权利要求10所述的高速铣齿加工用滚铣刀的制备方法,其特征在于,所述步骤中沉积所述功能层包括在所述基层的表面先后沉积tibn层和tib2层作为一个交替单元,然后沉积多个所述交替单元,直至所述功能层达到预设厚度。
12.权利要求1至9任意一项所述的高速铣齿加工用滚铣刀在带锯条铣齿加工中的应用。
技术总结
本申请公开了一种高速铣齿加工用滚铣刀及其制备方法和应用,高速铣齿加工用滚铣刀包括基体及设置于基体表面的复合涂层,复合涂层包括自基体由内至外依次设置的基层和功能层,基层包括AlTiCrN层,功能层包括交替设置的TiBN层和TiB<subgt;2</subgt;层;功能层的最内层为TiBN层,最外层为TiB<subgt;2</subgt;层。上述滚铣刀在AlTiCrN层表面形成周期性的多层结构,在带锯条高速铣齿加工的工况下,能够有效缓解单一成分、结构的涂层韧性不足的缺陷,抑制前刀面的月牙洼磨损,得益于优异的膜基结合强度与高温力学性能,更加适合铣齿加工中三种不同材料的高速断续切削工况,减少滚铣刀下机修磨次数,实现铣齿加工精度与效率的协同改善。
技术研发人员:张权,薛寒,欧阳志勇,喻浩然,李栋梁
受保护的技术使用者:湖南泰嘉新材料科技股份有限公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!