一种新能源刀片电池铝壳体、制备方法及应用
本申请涉及新能源,尤其是涉及一种新能源刀片电池铝壳体、制备方法及应用。
背景技术:
1、电动汽车作为低排放的绿色环保汽车近年来得到迅速发展,但其续航里程、安全性等问题一直存在,而将复合材料及其轻量化技术应用于电池包上,可以有效的降低核心部件的重量、提高能量密度、增加续航里程、降低换电技术难度,同时复合材料的一体成型优势便于集成功能化要求,以解决电池失控的安全问题,提高汽车企业产品的核心竞争力。
2、目前,现有为防止电池穿刺发生自燃现象,市场上已经设计出刀片电池,能有效防止汽车运行时的穿刺,其自燃性大大降低,刀片电池主要依靠铝壳体起到防穿刺作用,因此需要一种质轻、防穿刺性能强的铝合金及铝壳体;防穿刺能力主要跟铝壳体的抗拉强度与屈服强度相关,因此,我们需要研究一种抗拉强度与屈服强度高的铝合金及一种铝壳体。
技术实现思路
1、为了解决上述至少一种技术问题,开发一种抗拉强度与屈服强度高的铝合金及一种铝壳体,本申请提供一种新能源刀片电池铝壳体、制备方法及应用。
2、一方面,本申请提供的一种新能源刀片电池铝壳体,由以下组分制备得到:
3、硅0.27~0.35wt%;
4、铁0.15~0.2wt%;
5、铜0.02~0.1wt%;
6、锰0.18~0.24wt%;
7、镁0.3~0.42wt%;
8、锌0.015~0.02wt%;
9、以及铝余量。
10、可选的,本申请的铝壳体由以下组分制备得到:
11、硅0.29~0.32wt%;
12、铁0.15~0.2wt%;
13、铜0.05~0.08wt%;
14、锰0.18~0.23wt%;
15、镁0.32~0.4wt%;
16、锌0.015~0.019wt%;
17、以及铝余量。
18、第二方面,本申请提供上述铝壳体的制备方法,包括以下步骤:
19、s1、准备及升温
20、检查挤压模具、挤压筒及铸棒温度,挤压模具温度控制在490±10℃;挤压筒温度控制在450±10℃;铸棒温度控制在520±10℃;
21、s2、挤压
22、挤压过程中,主缸速度为4~6mm/s,挤压出的方壳型材厚度为目标厚度的1.5倍;
23、s3、淬火
24、出料正常后,根据材料壁厚或断面选择风冷淬火方式,控制冷却速度,确保淬火质量;
25、s4、冷拉拔
26、利用冷拔机对淬火后的产品进行冷拉拔,降低壁厚;
27、s5、矫直
28、经过冷拔加工的型材在冷态下矫直,矫直时,接伸率控制在2%以内。
29、可选的,所述s1、准备及升温中,所述挤压模具包括上模、下模和导流板,导流板、上模和下模依次叠加组装成一体;导流板固定在上模的进料端,导流板上有四个分流孔,上模的进料端设有八个分流通道,上模的分流通道数量是导流板的分流孔的两倍,当导流板固定在上模时,导流板的每个分流孔分别与上模的每两个或两个以上的分流通道对应;通过利用导流板的分流,使金属经过一次预变形和预分配,金属经过导流板的四个分流孔预变形,分成四股金属,通过分流孔将金属液化体均匀分配;上模中每两个分流通道连接导流板的个分流孔进入的金属;导流板的分流孔的入口与出口采用倒角设计,使得分流孔的入口和出口处形成倾斜的导向结构;导流板的分流孔之间也形成导流板的分流桥,上模的分流桥与导流板的分流桥的进料端和出料端均采倒角设计,可使分流桥断面中性层基本维持不变或向下偏移。
30、可选的,所述s4、冷拉拔中,包括无芯头冷拉拔与短芯头拉拔。
31、可选的,所述s4、冷拉拔中,将产品在冷拉拔机上装配夹持,夹持段采用支撑芯模保护,进行2~5mm空拉,实现0.02~0.04mm的壁厚矫正量。
32、可选的,所述s4、冷拉拔中,采用3~4道次冷拔实现壁厚0.15mm~0.2mm的减薄,每道次减薄率为10%,芯头单侧间隙为0.07mm。
33、第三方面,本申请提供了铝壳体在新能源领域的应用。
34、综上所述,本发明包括以下至少一种有益技术效果:
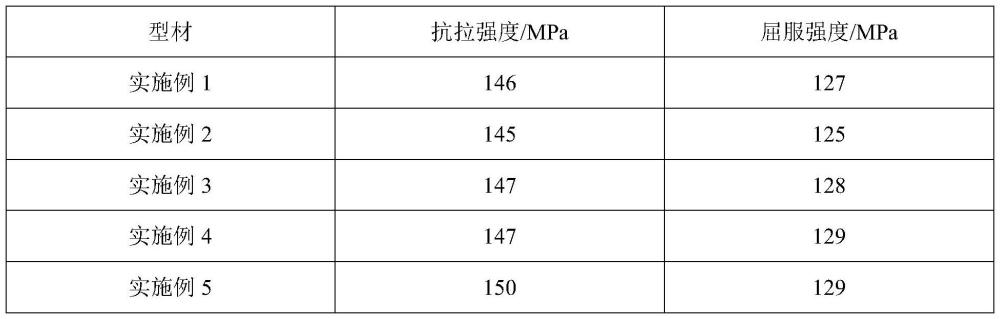
35、本申请通过控制材料的配方,采用连续挤压成形技术与多道次冷拉拔控形控性技术,从而使材料性能达到h14状态,抗拉强度达到145mpa以上,屈服强度达到125mpa以上。
36、具体实施方式
37、以下结合实施例对本申请作进一步详细说明。
38、本申请实施例中主要组分若无特殊说明,均购自市售产品。
技术特征:
1.一种新能源刀片电池铝壳体,其特征在于,由以下组分制备得到:
2.根据权利要求1所述的铝壳体,其特征在于,由以下组分制备得到:
3.一种权利要求1所述的铝壳体的制备方法,其特征在于,包括以下步骤:
4.根据权利要求3所述的制备方法,其特征在于,所述s1、准备及升温中,所述挤压模具包括上模、下模和导流板,导流板、上模和下模依次叠加组装成一体;导流板固定在上模的进料端,导流板上有四个分流孔,上模的进料端设有八个分流通道,上模的分流通道数量是导流板的分流孔的两倍,当导流板固定在上模时,导流板的每个分流孔分别与上模的每两个或两个以上的分流通道对应;通过利用导流板的分流,使金属经过一次预变形和预分配,金属经过导流板的四个分流孔预变形,分成四股金属,通过分流孔将金属液化体均匀分配;上模中每两个分流通道连接导流板的个分流孔进入的金属;导流板的分流孔的入口与出口采用倒角设计,使得分流孔的入口和出口处形成倾斜的导向结构;导流板的分流孔之间也形成导流板的分流桥,上模的分流桥与导流板的分流桥的进料端和出料端均采倒角设计,可使分流桥断面中性层基本维持不变或向下偏移。
5.根据权利要求3所述的制备方法,其特征在于,所述s4、冷拉拔中,包括无芯头冷拉拔与短芯头拉拔。
6.根据权利要求5所述的制备方法,其特征在于,所述s4、冷拉拔中,将产品在冷拉拔机上装配夹持,夹持段采用支撑芯模保护,进行2~5mm空拉,实现0.02~0.04mm的壁厚矫正量。
7.根据权利要求6所述的制备方法,其特征在于,所述s4、冷拉拔中,采用3~4道次冷拔实现壁厚0.15mm~0.2mm的减薄,每道次减薄率为10%,芯头单侧间隙为0.07mm。
8.一种权利要求1所述的铝壳体在新能源领域的应用。
技术总结
本申请公开了一种新能源刀片电池铝壳体,涉及新能源技术领域,铝壳体由以下组分制备得到:硅0.27~0.35wt%;铁0.15~0.2wt%;铜0.02~0.1wt%;锰0.18~0.24wt%;镁0.3~0.42wt%;锌0.015~0.02wt%;以及铝余量。铝壳体的制备方法,包括以下步骤:S1、准备及升温;S2、挤压;S3、淬火;S4、冷拉拔;S5、矫直;本申请通过控制材料的配方,采用连续挤压成形技术与多道次冷拉拔控形控性技术,从而使材料性能达到H14状态,抗拉强度达到145MPa以上,屈服强度达到125MPa以上。
技术研发人员:尤伟,薛克敏,严思梁
受保护的技术使用者:合肥工业大学
技术研发日:
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!