一种利用脉冲电流实现轴承钢碳化物球化的方法及产品
本发明属于轴承钢处理,涉及一种利用脉冲电流实现轴承钢碳化物球化方法。
背景技术:
1、轴承是机械工业中使用广泛、要求严格的配套基础件。轴承钢中碳含量较高时,热加工后会基体会形成大量的片层渗碳体,此时硬度较大、韧性低,加工易发生开裂。通过使碳化物球化是提升碳化物加工性能的一种有效方法,同时碳化物球化有利于调整组织结构,使钢中珠光体得到细化和均匀分布,消除轴承钢内部应力集中现象,增强轴承钢的耐腐蚀性,延长轴承钢的使用寿命。
2、实现轴承钢碳化物球化的方法有以下几种:(1)缓冷处理,将钢材加热到acm以上处理,而后随炉缓冷至650℃~680℃范围内,随后空冷至室温出炉;但是普通缓冷工艺存在处理流程长、处理效率低等问题;此外冷却速度过快会导致贝氏体、马氏体形成,而冷却速度过慢会导致网状碳化物重新沿晶界析出;因此该方法既增加了额外的工序,又容易带来碳化物粒度不均匀问题,因此现场很少采用这种工艺。(2)预淬火处理,这种方法在球化处理前进行淬火处理,在预淬火后可以加快随后的球化过程,同时细化退火后的渗碳体颗粒;但在轧制后的材料进行淬火,易于在表面产生微裂纹。(3)等温球化退火,等温球化退火以起较短的处理时间和稳定的处理效果被广泛应用;如专利cn115612802a公开的一种小规模轴承钢球化退火热处理工艺方法,将轴承钢置于退火炉中,先将热处理炉加热到800±10℃,然后在790~810℃温度范围内进行均温,均温3~5h,然后再保温4~5h,保温完成后,进行第一次降温,降温至700~720℃,第一次降温后保温3~4h,然后第二次降温至640~650℃时,出炉空冷;尽管等温球化退火的处理时间相较于其他方式大幅缩短,但仍然需要约10小时的处理时间,且需要多步不同温度的热处理工艺。(4)多阶段球化退火工艺;将钢材放入连续炉内进行球化退火;如专利cn115261569b公开的一种60cr3圆钢放入连续炉中球化退火,设置升温区、保温区、快冷区、等温区和缓冷区进行球化退火,该方法组织球化率在80%以上,但总流程时间在二十小时左右,这严重限制了轴承钢的工业生产效率,提高的生产成本。
3、因此,亟需一种适用于轴承钢工业化生产的新型的球化处理工艺。
技术实现思路
1、针对上述现有技术中存在的技术问题,本发明目的旨在提供一种利用脉冲电流实现轴承钢碳化物球化的方法,能够在短时间内通过一步处理实现对轴承钢中碳化物的高效球化,克服了传统球化退火工艺处理时间长、工艺冗杂的弊端。
2、为达到上述目的,本发明采取以下技术方案来实现。
3、本发明提供的利用脉冲电流实现轴承钢碳化物球化的方法,其包括以下步骤:
4、(1)对待处理轴承钢进行打磨清洗;
5、(2)对轴承钢进行脉冲电流处理;脉冲电流参数为:脉宽200μs~2000μs,占空比为4%~40%,峰值电流为1a~30000a。
6、上述步骤(1)中,对待处理轴承钢表面用400~800目、1000~1400目、1800~2500目砂纸依次打磨至无肉眼可见缺陷,以确保待处理轴承钢样品与脉冲电极接触良好。
7、上述步骤(2)中,脉冲电流球化处理前根据样品处理所需温度设定电流、频率大小和处理时间。
8、上述步骤(2)中,对于片状样品40×5×1.5mm,脉冲电流参数为:脉宽200μs~2000μs,占空比为4%~40%,峰值电流为150a~300a,处理时间为20~40min。在优选实现方式中,脉宽为1000μs~2000μs,占空比为20%~40%。
9、上述步骤(2)中,在脉冲电流处理过程中使用氩气保护,防止表面氧化。
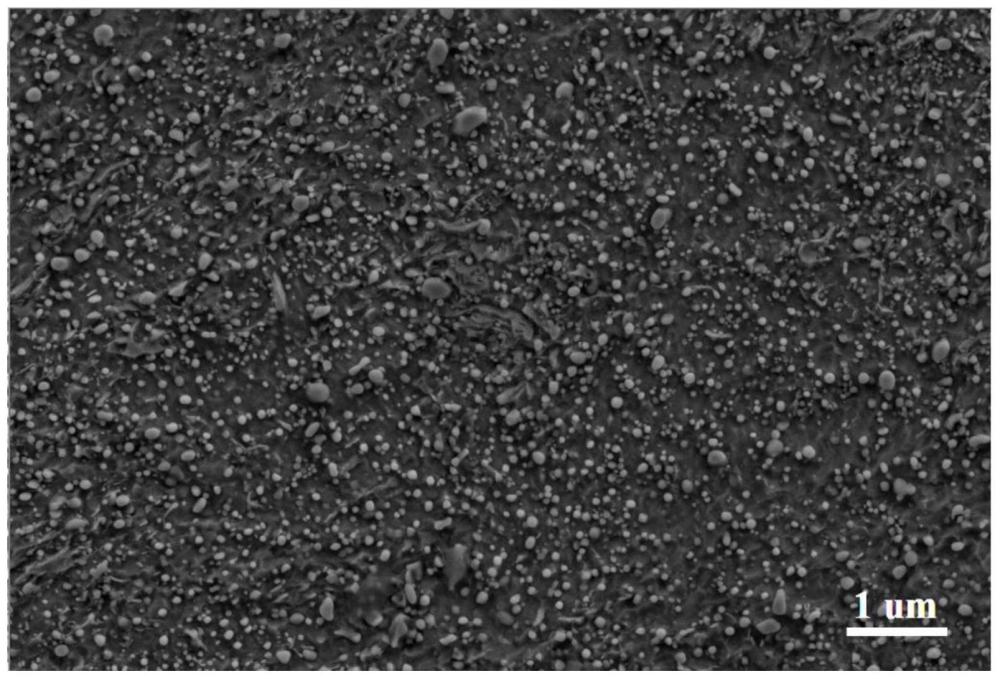
10、本发明还提供了一种上述方法处理得到的轴承钢。轴承钢中,碳化物粒径分布范围为0.05μm~0.15μm;且0.075μm~0.125μm的粒径占比超过70%。
11、因此,与现有技术相比,本发明提供的利用脉冲电流实现轴承钢碳化物球化方法具有以下有益效果:
12、(1)本发明通过脉冲电流处理实现轴承钢中碳化物的高效球化,这将有助于进一步提升轴承钢的品质;
13、(2)本发明研究中发现,当脉冲电流的脉宽200μs左右时,轴承钢中碳化物溶解严重,表明较大的电流密度能够促进轴承钢中碳化物的溶解;而当脉宽大于500μs时,能够促进碳化物球化,且球化更为均匀,球形度更好,粒径主要分布在0.05μm~0.15μm。
技术特征:
1.一种利用脉冲电流实现轴承钢碳化物球化的方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的利用脉冲电流实现轴承钢碳化物球化的方法,其特征在于,步骤(1)中,对待处理轴承钢表面用400~800目、1000~1400目、1800~2500目砂纸依次打磨。
3.根据权利要求1所述的利用脉冲电流实现轴承钢碳化物球化的方法,其特征在于,步骤(2)中,对于片状样品40×5×1.5mm,脉冲电流参数为:脉宽200μs~2000μs,占空比为4%~40%,峰值电流为150a~300a,处理时间为20~40min。
4.根据权利要求3所述的利用脉冲电流实现轴承钢碳化物球化的方法,其特征在于,脉宽为1000μs~2000μs,占空比为20%~40%。
5.根据权利要求1至4任一项所述的利用脉冲电流实现轴承钢碳化物球化的方法,其特征在于,步骤(2)中,在脉冲电流处理过程中使用氩气保护,防止表面氧化。
6.一种权利要求1至5任一项所述方法处理得到的轴承钢。
7.根据权利要求6所述的轴承钢,其特征在于轴承钢中,碳化物粒径分布范围为0.05μm~0.15μm。
技术总结
本发明属于轴承钢处理技术领域,公开了一种利用脉冲电流实现轴承钢碳化物球化方法及产品,对待处理轴承钢进行打磨清洗;对轴承钢进行脉冲电流处理;脉冲电流参数为:脉宽200μs~2000μs,占空比为4%~40%,峰值电流为1A~30000A。通过该方法处理得到的轴承钢中,碳化物粒径分布范围为0.05μm~0.15μm。本发明通过脉冲电流处理实现轴承钢中碳化物的高效球化,这将有助于进一步提升轴承钢的品质。
技术研发人员:张新房,张明逵,王中学,郝剑桥,任乐,张宝雨
受保护的技术使用者:北京科技大学
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!