一种固溶热处理工装的制作方法
本技术涉及铝合金热处理,尤其涉及一种固溶热处理工装。
背景技术:
1、可热处理强化的铝合金在时效前需要进行固溶热处理。固溶热处理是将铝合金加热到一定温度并保温一定时间,使合金中的相溶解,形成固溶体,然后在冷却介质(如淬火水、空气等)中快速冷却至室温,使得高温状态下的固溶体迅速固定下来,得到过饱和状态的固溶体,为时效工序作好准备。固溶热处理是一种较为严格的铝合金热处理操作,固溶热处理的效果影响后续时效强化的效果,进而影响到产品的性能。
2、对于铝合金薄板(厚度<5 mm),保温结束后将板材(工件)转移至淬火水中时,由于板材较薄,各部位冷却不均匀时容易造成板材变形,从而影响板材的力学性能和金相组织,甚至由于板材过度弯曲变形而无法取样检测。
3、铝合金薄板的传统处理方式主要为将待固溶热处理的铝合金薄板平放在固溶炉内,保温结束后转移至淬火水中。该方式缺点明显,一般一次只能处理1个板材,效率低;且由于大多数铝合金固溶炉循环风方向为纵向,板材水平放置影响固溶炉内热风循环效果,并且在接触淬火水瞬间板材表面受到的阻力较大,板材上下表面冷却速度不均匀,造成板材变形严重。
4、另一种方式是借助工装悬挂板材固溶处理,将待固溶处理的铝合金薄板固定悬挂在工装的预置凹槽内或夹持件上,保温结束后采用强风冷。如cn 205188375 u公开的一种金属薄板固溶热处理工装等,但是现有的铝合金用固溶热处理工装也是往往只能处理1个板材,效率依然较低;板材尺寸要和工装的预置凹槽或者夹持件配套,因此需要将板材加工至合适尺寸,通用性有待提升。
技术实现思路
1、针对以上不足,本实用新型提供一种固溶热处理工装,能够解决现有的铝合金薄板固溶热处理时效率低、变形严重等问题。
2、为达到上述目的,本实用新型采用如下技术方案:
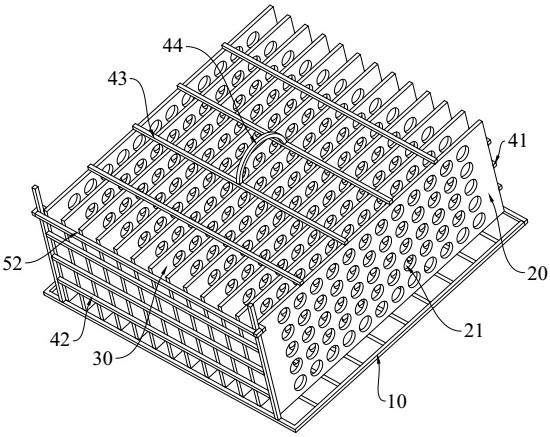
3、一种固溶热处理工装,包括有底座,所述底座镂空设置,所述底座的顶部设置有多块互相平行设置的限位隔板,多块所述限位隔板竖立设置且相邻的两块所述限位隔板之间的间隙形成用于放置工件的工件放置部;所述限位隔板镂空设置,多块所述限位隔板的后部侧边处共同固定设置有用于防止工件掉出的后侧限位件,多块所述限位隔板的前部侧边处设置有用于防止工件掉出的前侧限位件。
4、进一步地,多块所述限位隔板的顶部侧边处共同固定设置有顶部限位件。
5、进一步地,所述顶部限位件上设置有吊杆。
6、进一步地,位于两侧的两块所述限位隔板上共同固定设置有插框,所述插框与多块所述限位隔板的前部侧边之间形成一个插口,所述前侧限位件插设在所述插口内。
7、进一步地,所述底座整体为横放设置的方形框架结构。
8、进一步地,所述底座的前侧和后侧分别固定设置有立框,两侧的所述立框之间固定设置有长杆。
9、进一步地,所述长杆上设置有吊杆。
10、进一步地,所述底座的前侧的立框的两侧分别设置有相对设置的多个插孔,所述前侧限位件为横向插在所述插孔内的杆状结构。
11、进一步地,所述限位隔板上开设有多排纵横分布的通孔以形成镂空结构。
12、进一步地,所述通孔为圆形或三角形或方形中的一种或多种。
13、与现有技术相比,本实用新型的有益效果是:
14、1、工装整体为镂空结构,板材工件固溶热处理时为竖直放置,利于板材保温和冷却的均匀性,减少板材变形;
15、2、一次可同时处理多个板材,有效提高固溶热处理工作效率,降低固溶热处理成本;
16、3、适用于不同规格尺寸的板材,工装适用性较高;
17、4、结构简单,质量轻,便于转移操作,造价低,强度高,操作简单便捷,可重复使用。
技术特征:
1.一种固溶热处理工装,包括有底座(10),其特征在于:所述底座(10)镂空设置,所述底座(10)的顶部设置有多块互相平行设置的限位隔板(20),多块所述限位隔板(20)竖立设置且相邻的两块所述限位隔板(20)之间的间隙形成用于放置工件的工件放置部(30);所述限位隔板(20)镂空设置,多块所述限位隔板(20)的后部侧边处共同固定设置有用于防止工件掉出的后侧限位件(41),多块所述限位隔板(20)的前部侧边处设置有用于防止工件掉出的前侧限位件(42)。
2.根据权利要求1所述的固溶热处理工装,其特征在于:多块所述限位隔板(20)的顶部侧边处共同固定设置有顶部限位件(43)。
3.根据权利要求2所述的固溶热处理工装,其特征在于:所述顶部限位件(43)上设置有吊杆(44)。
4.根据权利要求1所述的固溶热处理工装,其特征在于:位于两侧的两块所述限位隔板(20)上共同固定设置有插框(52),所述插框(52)与多块所述限位隔板(20)的前部侧边之间形成一个插口,所述前侧限位件(42)插设在所述插口内。
5.根据权利要求1所述的固溶热处理工装,其特征在于:所述底座(10)整体为横放设置的方形框架结构。
6.根据权利要求1所述的固溶热处理工装,其特征在于:所述底座(10)的前侧和后侧分别固定设置有立框(50),两侧的所述立框(50)之间固定设置有长杆(51)。
7.根据权利要求6所述的固溶热处理工装,其特征在于:所述长杆(51)上设置有吊杆(44)。
8.根据权利要求6所述的固溶热处理工装,其特征在于:所述底座(10)的前侧的立框(50)的两侧分别设置有相对设置的多个插孔(53),所述前侧限位件(42)为横向插在所述插孔(53)内的杆状结构。
9.根据权利要求1所述的固溶热处理工装,其特征在于:所述限位隔板(20)上开设有多排纵横分布的通孔(21)以形成镂空结构。
10.根据权利要求9所述的固溶热处理工装,其特征在于:所述通孔(21)为圆形或三角形或方形中的一种或多种。
技术总结
本技术公开一种固溶热处理工装,包括有底座,底座镂空设置,底座的顶部设置有多块互相平行设置的限位隔板,多块限位隔板竖立设置且相邻的两块限位隔板之间的间隙形成用于放置工件的工件放置部;限位隔板镂空设置,多块限位隔板的后部侧边处共同固定设置有用于防止工件掉出的后侧限位件,多块限位隔板的前部侧边处设置有用于防止工件掉出的前侧限位件。工装整体为镂空结构,板材工件固溶热处理时为竖直放置,利于板材保温和冷却的均匀性,减少板材变形;可同时处理多个板材,有效提高工作效率,降低固溶热处理成本;适用于不同规格尺寸的板材,工装适用性较高;结构简单,质量轻,便于转移操作,造价低,强度高,操作简单便捷,可重复使用。
技术研发人员:陆科呈,杨振阳,赵华龙,顾沛沛,卢贤业,雷荣杰
受保护的技术使用者:广西南南铝加工有限公司
技术研发日:20230223
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!