高压涡轮六联叶片蜡件定型装置的制作方法
本技术涉及熔模精密铸造,尤其涉及高压涡轮六联叶片蜡件定型装置。
背景技术:
1、熔模铸造又叫失蜡铸造,其中蜡件是最重要的环节之一。
2、蜡件的尺寸精度直接关系到零件的尺寸精度。飞机发动机高压涡轮工作时,气流会通过叶片,而叶片变形与否会对通过的气流产生直接影响,因此,工业上对多联叶片的尺寸要求异常严格。射蜡后,蜡件在冷却过程中,在重力、放置方式等因素的影响下,蜡件叶片会发生变形,进而影响零件尺寸。因此,在射蜡后需要对蜡件进行定型,避免因蜡件变形而导致的尺寸超差风险。
技术实现思路
1、本实用新型的目的是为了解决背景技术中的问题,而提出的高压涡轮六联叶片蜡件定型装置。
2、为了实现上述目的,本实用新型采用了如下技术方案:
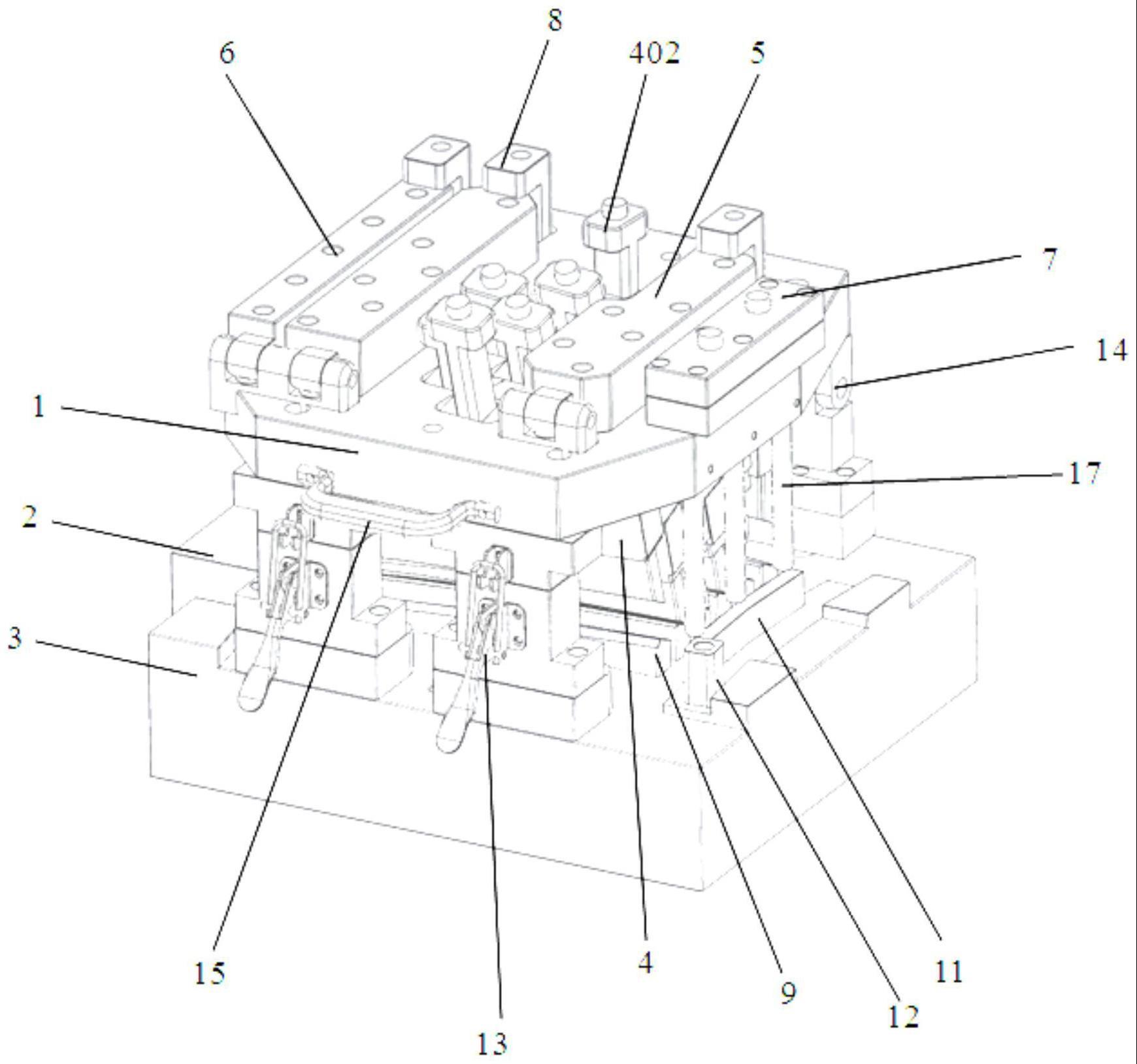
3、高压涡轮六联叶片蜡件定型装置,包括上模、下模和外径支撑活块,所述上模上设有叶身定型活块,所述叶身定型活块上设有导向杆和限位块一,所述上模上设有导向孔,所述导向杆可沿导向孔移动;所述上模上设有叶身区域压块,所述上模上设有外径区域压块及外径区域压杆,所述上模上设有内径区域压块及内径区域压杆,所述上模上设有用于压紧外径区域压块和内径区域压块的压块锁紧机构,所述下模设有叶身支撑块,所述下模设有位于叶身支撑块外侧的外径支撑块和内径支撑块,所述下模设有限位块二,所述下模与上模之间连接有锁紧卡扣。
4、优选地,所述上模和下模通过铰链进行,所述锁紧卡扣包括下模外壁上的锁口和安装上模上与扣环相匹配的搭扣,所述上模设有把手。
5、优选地,所述叶身区域压块上设有弹性凸起一。
6、优选地,所述外径区域压块上设有弹性凸起二。
7、优选地,所述外径区域压杆内部设有弹簧一。
8、优选地,所述内径区域压杆内部设有弹簧二。
9、与现有的技术相比,本高压涡轮六联叶片蜡件定型装置的优点在于:
10、综上所述,本实用新型可同时对多联叶片的叶身、内径和外径整体进行有效的支撑,并借助其他关联结构对蜡件施加一个均匀的压力,进而避免射蜡后蜡件在冷却过程中因重力或放置方式导致的变形。通过对蜡件尺寸的控制,进而达到控制零件尺寸精度的目的,提高了产品的合格率和尺寸稳定性。
技术特征:
1.高压涡轮六联叶片蜡件定型装置,包括上模(1)、下模(3)和外径支撑活块(2),其特征在于:所述上模(1)上设有叶身定型活块(4),所述叶身定型活块(4)上设有导向杆(401)和限位块一(402),所述上模(1)上设有导向孔(18),所述导向杆(401)可沿导向孔(18)移动;所述上模(1)上设有叶身区域压块(5),所述上模(1)上设有外径区域压块(6)及外径区域压杆(16),所述上模(1)上设有内径区域压块(7)及内径区域压杆(17),所述上模(1)上设有用于压紧外径区域压块(6)和内径区域压块(7)的压块锁紧机构(8),所述下模(3)设有叶身支撑块(9),所述下模(3)设有位于叶身支撑块(9)外侧的外径支撑块(10)和内径支撑块(11),所述下模(3)设有限位块二(12),所述下模(3)与上模(1)之间连接有锁紧卡扣(13)。
2.根据权利要求1所述的高压涡轮六联叶片蜡件定型装置,其特征在于,所述上模(1)和下模(3)通过铰链(14)进行,所述锁紧卡扣(13)包括下模(3)外壁上的锁口和安装上模(1)上与扣环相匹配的搭扣,所述上模(1)设有把手(15)。
3.根据权利要求1所述的高压涡轮六联叶片蜡件定型装置,其特征在于,所述叶身区域压块(5)上设有弹性凸起一(501)。
4.根据权利要求1所述的高压涡轮六联叶片蜡件定型装置,其特征在于,所述外径区域压块(6)上设有弹性凸起二(601)。
5.根据权利要求1所述的高压涡轮六联叶片蜡件定型装置,其特征在于,所述外径区域压杆(16)内部设有弹簧一(1601)。
6.根据权利要求1所述的高压涡轮六联叶片蜡件定型装置,其特征在于,所述内径区域压杆(17)内部设有弹簧二(1701)。
技术总结
本技术公开了高压涡轮六联叶片蜡件定型装置,包括上模、下模和外径支撑活块,所述上模上设有叶身定型活块,所述叶身定型活块上设有导向杆和限位块一,所述上模上设有导向孔,所述导向杆可沿导向孔移动;所述上模上设有叶身区域压块,所述上模上设有外径区域压块及外径区域压杆,所述上模上设有内径区域压块及内径区域压杆。本技术可同时对多联叶片的叶身、内径和外径整体进行有效的支撑,并借助其他关联结构对蜡件施加一个均匀的压力,进而避免射蜡后蜡件在冷却过程中因重力或放置方式导致的变形。通过对蜡件尺寸的控制,进而达到控制零件尺寸精度的目的,提高了产品的合格率和尺寸稳定性。
技术研发人员:葛洪仑,王辉,王晓庆,李建勋,张集福,王贵军
受保护的技术使用者:青岛华翔航空科技有限公司
技术研发日:20230228
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!