一种用于矿物铸件的模块化浇铸模具的制作方法
本技术是一种用于矿物铸件的模块化浇铸模具,属于模具领域。
背景技术:
1、铸造模具是指为了获得零件的结构形状,预先用其他容易成型的材料做成零件的结构形状,然后再在砂型中放入模具,于是砂型中就形成了一个和零件结构尺寸一样的空腔,再在该空腔中浇注流动性液体,该液体冷却凝固之后就能形成和模具形状结构完全一样的零件了,铸造模具是铸造工艺中重要的一环,目前技术公用的待优化的缺点有:
2、浇铸模具对机床对位形状结构吻合度贴切逐个开模操作,需要多个模具成本,且常规机床的差异化尺寸区别较小,多个开模成本造成模具堆积工厂的占地面积也大,影响浇铸模具实际对应的操作加工空间。
技术实现思路
1、针对现有技术存在的不足,本实用新型目的是提供一种用于矿物铸件的模块化浇铸模具,以解决浇铸模具对机床对位形状结构吻合度贴切逐个开模操作,需要多个模具成本,且常规机床的差异化尺寸区别较小,多个开模成本造成模具堆积工厂的占地面积也大,影响浇铸模具实际对应的操作加工空间的问题。
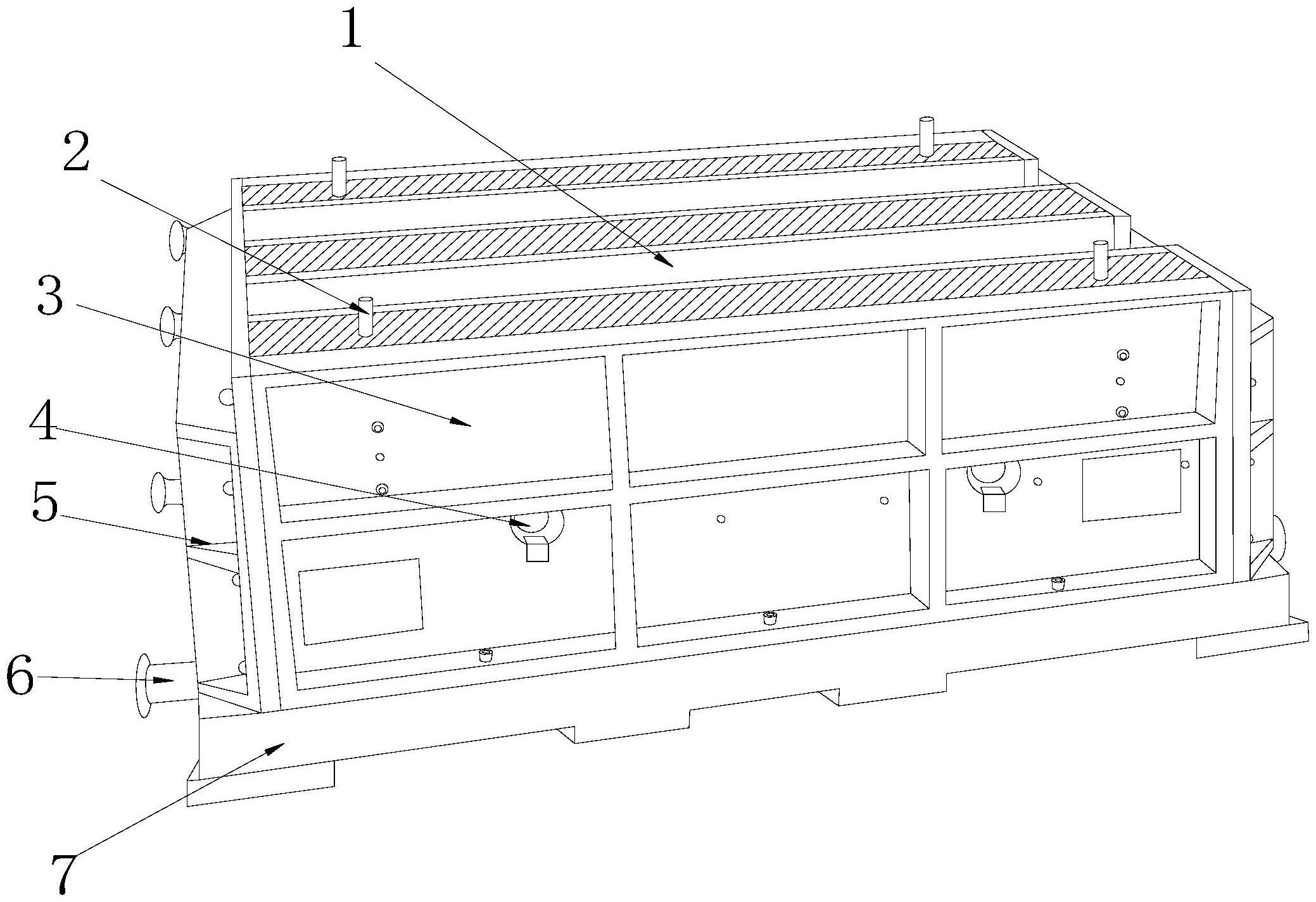
2、为了实现上述目的,本实用新型是通过如下的技术方案来实现:一种用于矿物铸件的模块化浇铸模具,其结构包括:插缝隔板、脱模柱杆、前围板面、侧灌浇口、加强筋围板、柱销块、基座板,所述插缝隔板设有两个以上并且均安装于前围板面与加强筋围板包围的内部,所述侧灌浇口设有两个并且分别安装于前围板面的左右两侧,所述脱模柱杆插嵌在两个插缝隔板之间并且相互平行,所述前围板面与加强筋围板安装于基座板的顶部上,所述柱销块设有两个以上并且均与加强筋围板插嵌在一起,所述前围板面通过螺栓与基座板螺纹连接并且相互垂直,所述加强筋围板通过插销与基座板固定在一起并且相互垂直,所述插缝隔板设有斜纹引流板、密封外框,所述斜纹引流板安装于密封外框的内部并且处于同一竖直面上,所述斜纹引流板与密封外框插嵌在一起,所述斜纹引流板设有两个以上并且均安装于前围板面与加强筋围板包围的内部。
3、为优化上述技术方案,进一步采取的措施为:
4、作为本实用新型的进一步改进,所述前围板面由前加强筋板、后置浇铸槽组成,所述前加强筋板安装于后置浇铸槽的前侧并且处于同一竖直面上,所述前加强筋板与后置浇铸槽嵌套成一体。
5、作为本实用新型的进一步改进,所述斜纹引流板为格栅斜纹浇道条纹带间隙缝槽的斜纹板块结构,方便顶部浇铸和侧填充补料浇铸形成整体的模具饱和度与贴切机床床身浇铸尺寸的精准度的压合效果。
6、作为本实用新型的进一步改进,所述密封外框与前加强筋板相互贴合且严密锁紧缝隙,所述密封外框与加强筋围板相互贴合且严密锁紧缝隙,从而让密封外框、前加强筋板、加强筋围板三者形成一个机床机座的床身矿物铸件的浇铸操作效果,也达到一个组装板块模块化式的模具应用操作。
7、有益效果
8、本实用新型一种用于矿物铸件的模块化浇铸模具,工作人员通过前围板面与加强筋围板形成一个机床四方床身底座的矿物铸件定型操作效果,让侧灌浇口贴合前加强筋板对接后置浇铸槽导通侧补料浇道口,再通过组装插缝隔板与脱模柱杆内置插装,让柱销块外置锁紧前围板面与加强筋围板,且让前围板面与加强筋围板密封贴紧插缝隔板在基座板上,通过斜纹引流板与密封外框得到格槽顶部向下浇铸的下料操作效果,让用于矿物铸件的浇铸模具得到模块化易拆卸堆放和不同尺寸组装贴合高效的操作效果。
9、本实用新型操作后可达到的优点有:
10、运用插缝隔板与前围板面相配合,通过插缝隔板、前围板面、加强筋围板三者模块化组装浇铸模具,形成不同分层板面的机床座凹槽调整配合宽度尺寸,提升整体不同型号机床的微调机座浇铸适配操作效果,且框板围铸的柱销块锁紧密封高效,防浇铸侧漏,且提升零件化组装和减少占地面积的效果,也降低逐个开模成本,形成一模具多模块机床适配使用浇铸的操作效果。
技术特征:
1.一种用于矿物铸件的模块化浇铸模具,其结构包括:插缝隔板(1)、脱模柱杆(2)、前围板面(3)、侧灌浇口(4)、加强筋围板(5)、柱销块(6)、基座板(7),其特征在于:
2.根据权利要求1所述的一种用于矿物铸件的模块化浇铸模具,其特征在于:所述前围板面(3)由前加强筋板(31)、后置浇铸槽(32)组成,所述前加强筋板(31)安装于后置浇铸槽(32)的前侧,所述前加强筋板(31)与后置浇铸槽(32)嵌套成一体。
技术总结
本技术公开了一种用于矿物铸件的模块化浇铸模具,其结构包括:插缝隔板、脱模柱杆、前围板面、侧灌浇口、加强筋围板、柱销块、基座板,所述插缝隔板设有两个以上并且均安装于前围板面与加强筋围板包围的内部,所述侧灌浇口设有两个并且分别安装于前围板面的左右两侧,本技术实现了运用插缝隔板与前围板面相配合,通过插缝隔板、前围板面、加强筋围板三者模块化组装浇铸模具,形成不同分层板面的机床座凹槽调整配合宽度尺寸,提升整体不同型号机床的微调机座浇铸适配操作效果,且框板围铸的柱销块锁紧密封高效,防浇铸侧漏,且提升零件化组装和减少占地面积的效果,也降低逐个开模成本,形成一模具多模块机床适配使用浇铸的操作效果。
技术研发人员:谢进义,何轸炎,林庚申,牛力权
受保护的技术使用者:福建泉州洛江振丰模配制造有限公司
技术研发日:20230412
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!