一种砂芯的制作方法
本公开涉及砂型铸造,更具体涉及一种砂芯。
背景技术:
1、砂型铸造是指在砂型中生产铸件的铸造方法。砂芯铸造作为机械制造的重要加工方法之一,被广泛的用于各类具有复杂外形和内腔的零件的生产,通常,砂型用来形成铸件的外形,而砂芯用来形成铸件的腔体。
2、在砂型铸造的生产过程中,较为厚大的铸件,其盲孔区域极易出现粘砂,且无法清理的情况,对此,传统的处理方法,通常保留盲孔部分在砂型上,合模时,通过在盲孔部位多刷几遍锆英粉涂料来防止粘砂,但实际生产过程中,多刷涂料仍然无法杜绝盲孔部位厚大导致树脂砂烧结严重,形成化学粘砂,且极难清理,从而导致产品报废。
技术实现思路
1、本公开针对现有技术中,带盲孔的铸件在砂型铸造过程中,盲孔部位极易粘砂且无法清理的情况,提供一种砂芯,其能避免铸件盲孔部位的粘砂现象,提高铸件的成品率。
2、本实用新型解决上述技术问题所采用的技术方案为:
3、一种砂芯,包括芯头部和盲孔部,所述盲孔部的形状与铸件盲孔形状相一致,所述芯头部设置在盲孔部的顶面,所述芯头部用于埋入砂型中。
4、在一些实施例中,所述芯头部的外壁设置有拔模斜度,以便于砂芯脱模。
5、在一些实施例中,所述拔模斜度设置为10°-15°。
6、在一些实施例中,所述芯头部的高度为三分之一盲孔部的高度。
7、在一些实施例中,所述盲孔部的端面处设置有圆角,避免铸件的盲孔端面处存在尖角而易伤人,同时圆角的设置能避免其脱模时,铸件的盲孔端面处的棱边出现破损、毛刺等缺陷。
8、在一些实施例中,所述砂芯的材料为宝珠砂,其具有耐火度高、流动性好、透气性好、热膨胀率低、砂芯溃散性好等特点,使得砂芯的防粘砂效果显著。
9、在一些实施例中,所述盲孔部的表面设置有锆英粉涂料层,其具有较强的激冷能力,抗粘砂性好,可有效防止铸件盲孔处表面缺陷,铸件表面光洁,易清理。
10、在一些实施例中,所述锆英粉涂料层的表面还设置有石墨涂料层,其具有良好的抗粘砂性能,能进一步防止铸件产生粘砂、砂眼等缺陷,并且使铸件盲孔处更加光洁,降低其表面粗糙度。
11、相比现有技术,本公开提供的一种砂芯,其结构简单,生产成本低,能有效避免铸件盲孔部位粘砂的情况,极大的提高了铸件的成品率。
技术特征:
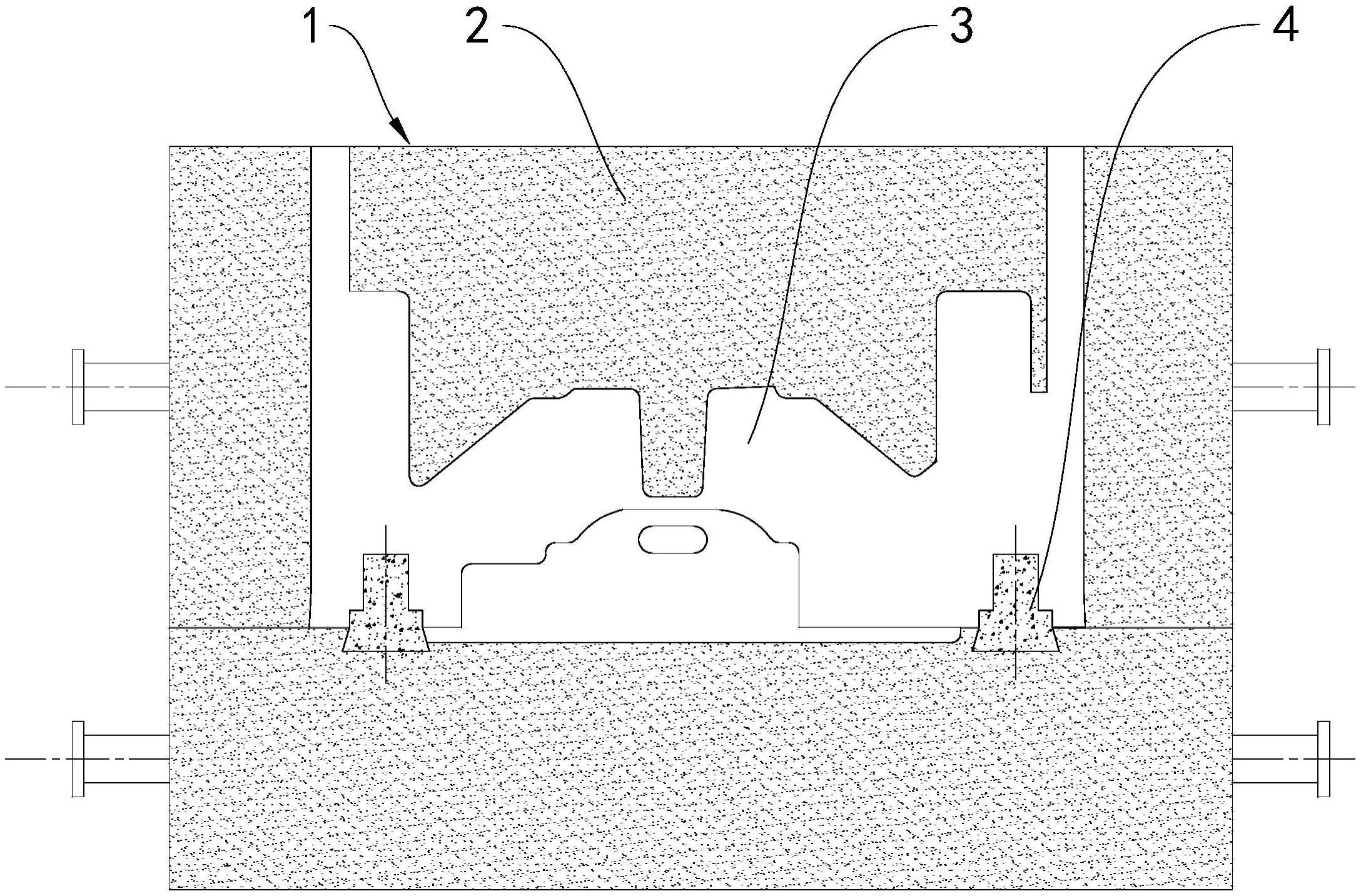
1.一种砂芯,其特征在于:包括芯头部(42)和盲孔部(41),所述盲孔部(41)的形状与铸件盲孔形状相一致,所述芯头部(42)设置在盲孔部(41)的顶面,所述芯头部(42)用于埋入砂型(2)中。
2.根据权利要求1所述的一种砂芯,其特征在于:所述芯头部(42)的外壁设置有拔模斜度。
3.根据权利要求2所述的一种砂芯,其特征在于:所述拔模斜度设置为10°-15°。
4.根据权利要求1所述的一种砂芯,其特征在于:所述芯头部(42)的高度为三分之一盲孔部(41)的高度。
5.根据权利要求1所述的一种砂芯,其特征在于:所述盲孔部(41)的端面处设置有圆角(411)。
6.根据权利要求1所述的一种砂芯,其特征在于:所述砂芯(4)的材料为宝珠砂。
7.根据权利要求1所述的一种砂芯,其特征在于:所述盲孔部(41)的表面设置有锆英粉涂料层(41a)。
8.根据权利要求7所述的一种砂芯,其特征在于:所述锆英粉涂料层(41a)的表面还设置有石墨涂料层(41b)。
技术总结
本公开提供了一种砂芯,涉及砂芯铸造技术领域,包括芯头部和盲孔部,所述盲孔部的形状与铸件盲孔形状相一致,所述芯头部设置在盲孔部的顶面,所述芯头部用于埋入砂型中,所述芯头部的外壁设置有拔模斜度,所述盲孔部的表面设置有锆英粉涂料层,所述锆英粉涂料层的表面还设置有石墨涂料层;该砂芯能有效避免铸件盲孔部位出现粘砂无法清理的情况,极大的提高了铸件的成品率,同时其结构简单,制造成本较低。
技术研发人员:刘勇,张辉,韦俊雷
受保护的技术使用者:余姚市长禹精密机械有限公司
技术研发日:20230411
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!