一种锌合金锭旋转式连续浇铸装置的制作方法
本技术涉及锌合金锭浇筑设备,尤其涉及一种锌合金锭旋转式连续浇铸装置。
背景技术:
1、锌合金锭的浇筑步骤大致可分为如下几个步骤:1、锌合金感应电炉融化锌合金锭;2、锌合金液浇筑至模具内侧;3、对锌合金锭的表面进行扒皮处理;4、取出成型锌锭块;
2、现有技术中采用单一工位进行锌合金锭的浇筑工作,在一个工位上一次完成浇筑、成型、扒皮和取模的工作,一个锌锭块的浇筑时间较长,极大的降低了生产效率。
3、因此,有必要提供一种新的锌合金锭旋转式连续浇铸装置解决上述技术问题。
技术实现思路
1、为解决上述技术问题,本实用新型提供一种锌合金锭旋转式连续浇铸装置。
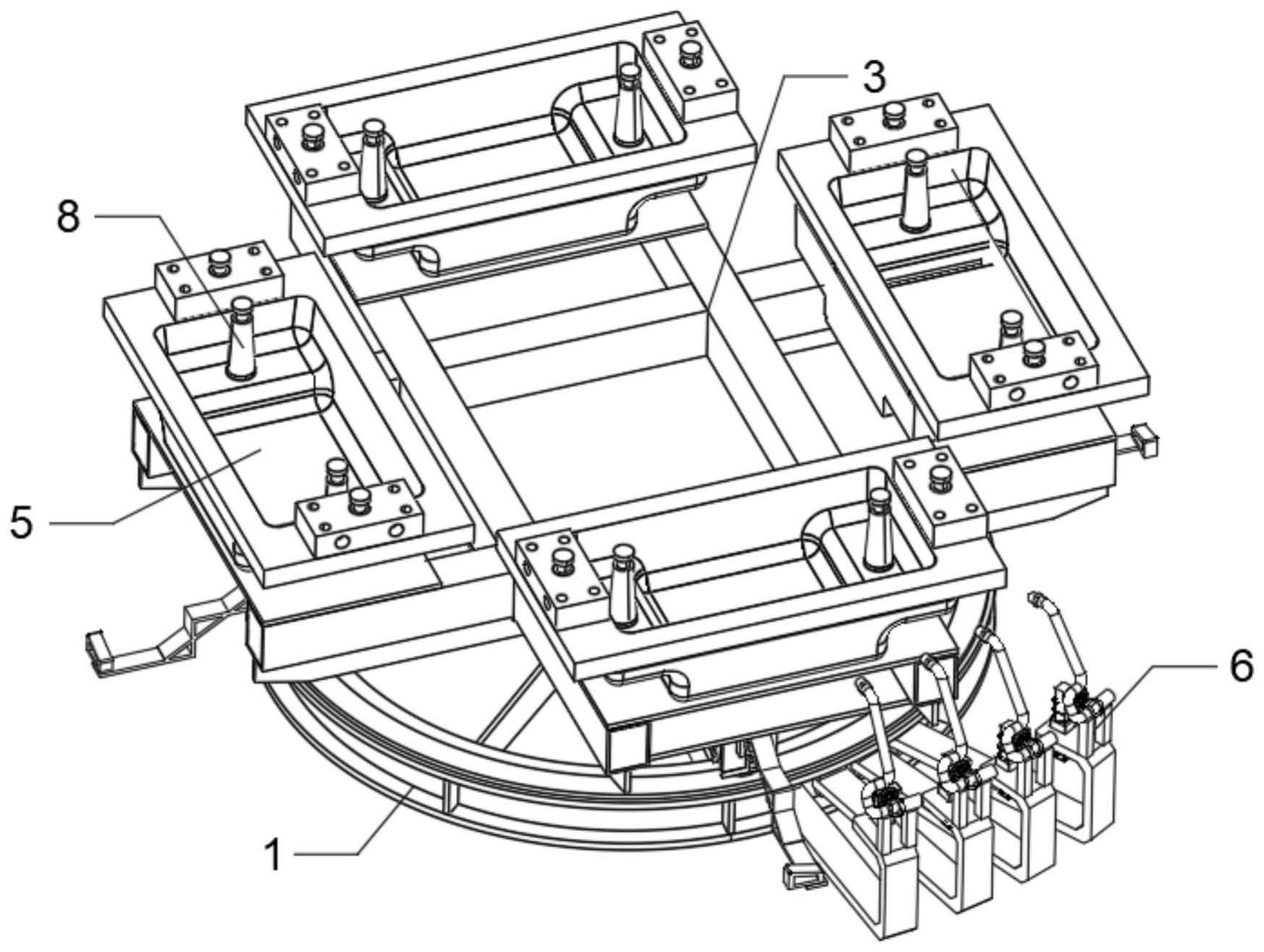
2、本实用新型提供的一种锌合金锭旋转式连续浇铸装置,包括:
3、圆盘机架;
4、转轴,通过轴承转动连接在所述圆盘机架的中部位置上;
5、十字悬臂梁,固定在所述转轴的顶部;
6、转动驱动装置,安装在所述圆盘机架的顶部,且转动驱动装置的动端与转轴的外壁固定,用于驱动转轴转动;
7、模具,等距放置在所述十字悬臂梁的顶部;
8、冷却组件,依次等距固定在所述圆盘机架的外周上,用于在转轴转动的过程中对装有锌液的模具进行辅助冷却工作。
9、优选的,所述十字悬臂梁的底部等距固定有四个滚轮,所述滚轮与模具的位置相对应,且滚轮的底部与圆盘机架的表面滚动连接。
10、优选的,所述模具内对称放置有两个吊芯。
11、优选的,且吊芯呈上小下大的锥形设置。
12、优选的,所述冷却组件包括:
13、支撑条,固定在所述圆盘机架的外周上;
14、阀门,固定在所述支撑条的顶部,阀门朝向圆盘机架轴线的一侧安装有阀门转轮,所述阀门的出气端通过导管连接有喷头,且喷头朝向模具;
15、推杆,通过滑孔滑动连接在所述支撑条的上端,且推杆的底部呈倾斜状设置;
16、弹簧,套设在所述推杆的上端,所述弹簧的一端与推杆的外壁固定,所述弹簧的另一端与支撑条的外壁固定;
17、驱动框,固定在所述推杆的顶部靠近阀门的一侧外壁上;
18、驱动柱,通过轴承转动连接在所述阀门转轮靠近驱动框的一侧外壁上,且驱动柱的一端插接在所述驱动框的内侧;
19、支持条,等角度固定在所述十字悬臂梁的底部,且支持条的位置与模具的位置相对应,所述支持条远离十字悬臂梁的一端固定有驱动块,所述驱动块的顶部呈倾斜状设置,所述驱动块与推杆相配合。
20、优选的,所述支撑条靠近推杆的一端的上下两侧均固定有补强圈部,所述推杆与补强圈部的内壁滑动连接,且弹簧的下端与处于上方的一个补强圈部的外壁固定。
21、与相关技术相比较,本实用新型提供的锌合金锭旋转式连续浇铸装置具有如下有益效果:
22、1、本实用新型通过设置多工位,十字悬臂梁上的四个位置上的模具可以同时分别进行浇筑、扒皮、取模和上模的操作,从而在一次浇筑工作结束后通过转动转轴即能够立刻进入到下一次浇筑工作中,而扒皮、取模和上模工作同样在较短的时间间隔内就能够进入到下一次的操作中,极大的缩短了相邻两个锌合金锭浇筑完成的时间间隔,从而极大的提高了生产效率;
23、2、通过设置冷却组件,在锌合金液浇筑至模具内后,模具转动的过程中即能够同步对模具的外壁进行喷洒冷却气体进行冷却的工作,达到了提高锌锭成型的速度的效果,从而进一步的提高了生产效率。
技术特征:
1.一种锌合金锭旋转式连续浇铸装置,其特征在于,包括:
2.根据权利要求1所述的锌合金锭旋转式连续浇铸装置,其特征在于,所述十字悬臂梁(3)的底部等距固定有四个滚轮(7),所述滚轮(7)与模具(5)的位置相对应,且滚轮(7)的底部与圆盘机架(1)的表面滚动连接。
3.根据权利要求1所述的锌合金锭旋转式连续浇铸装置,其特征在于,所述模具(5)内对称放置有两个吊芯(8)。
4.根据权利要求3所述的锌合金锭旋转式连续浇铸装置,其特征在于,且吊芯(8)呈上小下大的锥形设置。
5.根据权利要求1所述的锌合金锭旋转式连续浇铸装置,其特征在于,所述冷却组件(6)包括:
6.根据权利要求5所述的锌合金锭旋转式连续浇铸装置,其特征在于,所述支撑条(61)靠近推杆(63)的一端的上下两侧均固定有补强圈部(9),所述推杆(63)与补强圈部(9)的内壁滑动连接,且弹簧(64)的下端与处于上方的一个补强圈部(9)的外壁固定。
技术总结
本技术提供的一种锌合金锭旋转式连续浇铸装置,包括圆盘机架、转轴、十字悬臂梁、转动驱动装置、模具和冷却组件,转轴通过轴承转动连接在圆盘机架的中部位置上,十字悬臂梁固定在转轴的顶部,转动驱动装置安装在圆盘机架的顶部,转动驱动装置具体为蜗轮蜗杆驱动结构,蜗轮(图中未画出)固定在转轴的外壁上,蜗杆(图中未画出)转动安装在圆盘机架上;本申请通过设置多个工位,极大的缩短了相邻两个锌合金锭块成型的时间间隔,从而极大的提高了生产效率,且在模具浇筑完成转动的过程中通过设置的冷却组件能够同步对模具进行降温冷却工作,从而进一步的提高了锌锭凝固的速度,进一步的提升了锌锭成型工作的效率。
技术研发人员:邓飞飞,汤文远,李勇
受保护的技术使用者:株洲火炬工业炉有限责任公司
技术研发日:20230510
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!