一种水龙头加工模具的制作方法
本技术涉及水龙头生产,尤其涉及一种水龙头加工模具。
背景技术:
1、水龙头是日常生活中很常见的一个东西,其主要是通过铸造的方式来生产,铸造是指熔融的合金材料制作产品的方法,将液态合金注入预先制备好的模具中。
2、现有技术cn211307254u公开了一种水龙头配件快速成型模具,包括下模具与上模具相对面中部均成形的模具槽,所述下模具上表面相互对称的两侧沿均凸起形成有多个凸台状的定位块,而多个定位块对应上模具下表面侧沿的位置凹陷形成有定位槽,定位槽与定位块相互嵌合设置,上模具的两侧设置有排气机构是,排气管道自排气通腔内延伸且其两端分别连通模具槽与上模具的顶部,同时排气管道靠近模具槽的一端口固定连接有透气微孔圈,当下模具与上模具相对接时,定位块与定位槽相互嵌合达到定位效果的同时,还保证注塑过程中的气密性,通过排气机构避免了注塑过程中的产生气孔现象,从而提高了成型模具的注塑效果。
3、但上述方式在水龙头压铸完成后,需要等水龙头自然冷却后再脱模,从而耽误了后续水龙头压铸,降低了水龙头的生产效率。
技术实现思路
1、本实用新型的目的在于提供一种水龙头加工模具,旨在解决现有水龙头压铸模具需要等水龙头自然冷却后再脱模,耽误了后续压铸,降低了水龙头的生产效率的问题。
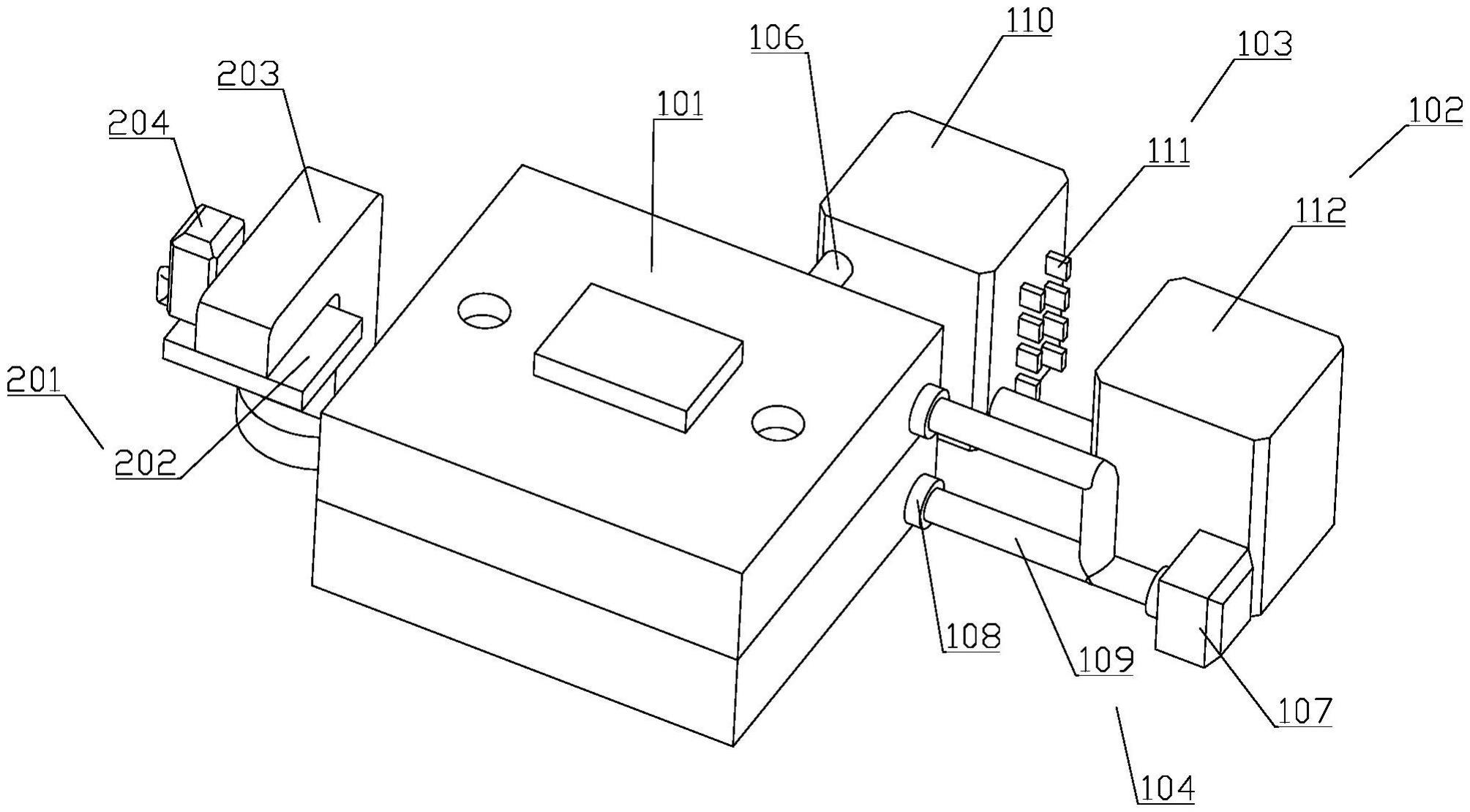
2、为实现上述目的,本实用新型提供了一种水龙头加工模具,包括压模和冷却组件,所述冷却组件包括冷却箱、输水件、冷却管和循环管,所述冷却箱设置于所述压模一侧,所述冷却管设置于所述压模内,所述输水件与所述冷却箱和所述冷却管连通,且位于所述冷却管和所述输水件之间,所述循环管与所述冷却管和所述冷却箱连通,且位于所述冷却箱和所述冷却管之间。
3、其中,所述输水件包括液泵、连接头和分流管,所述液泵与所述冷却箱连通,且位于所述冷却箱外侧,所述连接头与所述压模固定连接,且位于所述压模外侧,所述分流管与所述液泵连通,并与所述连接头固定连接,且位于所述连接头和所述液泵之间。
4、其中,所述冷却箱包括制冷箱、制冷片和储液箱,所述制冷箱与所述循环管连通,且位于所述循环管一侧,所述制冷片与所述制冷箱固定连接,并贯穿所述制冷箱,所述储液箱与所述制冷箱连通,且位于所述制冷箱一侧。
5、其中,水龙头加工模具还包括脱模组件,所述脱模组件设置于所述压模一侧。
6、其中,所述脱模组件包括吸附板、转动臂和气泵,所述转动臂设置于所述压模一侧,所述吸附板与所述转动臂固定连接,且位于所述转动臂一侧,所述气泵与所述转动臂固定连接,并与所述吸附板连通,且位于所述所述转动臂外侧。
7、本实用新型的一种水龙头加工模具,通过所述压模用于压制生产水龙头,所述冷却组件用于对压制的水龙头进行水冷散热,加快水龙头的冷却成型,具体的,所述压模压制生产水龙头时,所述输水件将所述冷却箱内的冷却液导入所述冷却管内,冷却液在所述冷却管内吸收所述压模传递的热量,从而加快水龙头的冷却成型,缩短了水龙头冷却所需时间,提高了水龙头生产的效率,吸收热量后的冷却液通过所述循环管倒回所述冷却箱内循环使用,解决现有水龙头压铸模具需要等水龙头自然冷却后再脱模,耽误了后续压铸,降低了水龙头的生产效率的问题。
技术特征:
1.一种水龙头加工模具,包括压模,其特征在于,
2.如权利要求1所述的一种水龙头加工模具,其特征在于,
3.如权利要求2所述的一种水龙头加工模具,其特征在于,
4.如权利要求3所述的一种水龙头加工模具,其特征在于,
5.如权利要求4所述的一种水龙头加工模具,其特征在于,
技术总结
本技术涉及水龙头生产技术领域,具体涉及一种水龙头加工模具,包括压模和冷却组件,冷却组件包括冷却箱、输水件、冷却管和循环管,压模用于压制生产水龙头,冷却组件用于对压制的水龙头进行水冷散热,加快水龙头的冷却成型,具体的,压模压制生产水龙头时,输水件将冷却箱内的冷却液导入冷却管内,冷却液在冷却管内吸收压模传递的热量,从而加快水龙头的冷却成型,缩短了水龙头冷却所需时间,提高了水龙头生产的效率,吸收热量后的冷却液通过循环管倒回冷却箱内循环使用,解决现有水龙头压铸模具需要等水龙头自然冷却后再脱模,耽误了后续压铸,降低了水龙头的生产效率的问题。
技术研发人员:王于
受保护的技术使用者:贵州金凤凰卫浴有限公司
技术研发日:20230621
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!