丝锥成型无心磨床用砂轮修形结构的制作方法
本技术涉及智机械加工,尤其涉及丝锥成型无心磨床用砂轮修形结构。
背景技术:
1、丝锥无心磨床,是不需要采用工件的轴心定位而进行磨削的一类磨床,主要由磨削砂轮、调整轮和工件支架三个机构构成,其中磨削砂轮实际担任磨削的工作,调整轮控制工件的旋转,并控制工件的进刀速度,至于工件支架乃在磨削时支撑工件,这三种机件可有数种配合的方法,但停止研磨除外,原理上都相同。
2、磨削砂轮给丝锥进行磨削,是通过磨削砂轮上设置的纹路来对应磨削出不同形状的丝锥,但是磨削一些弧度形状越多的丝锥时,砂轮的磨圆就会变钝,此次就需要修整一下砂轮,现在一般丝锥成型无心磨床上没有沿着砂轮纹路进行修整的设备,都是人工手动进行修整,不仅增加人工成本,修整精度也较低,亟需一种可以给砂轮自动进行修形结构。
技术实现思路
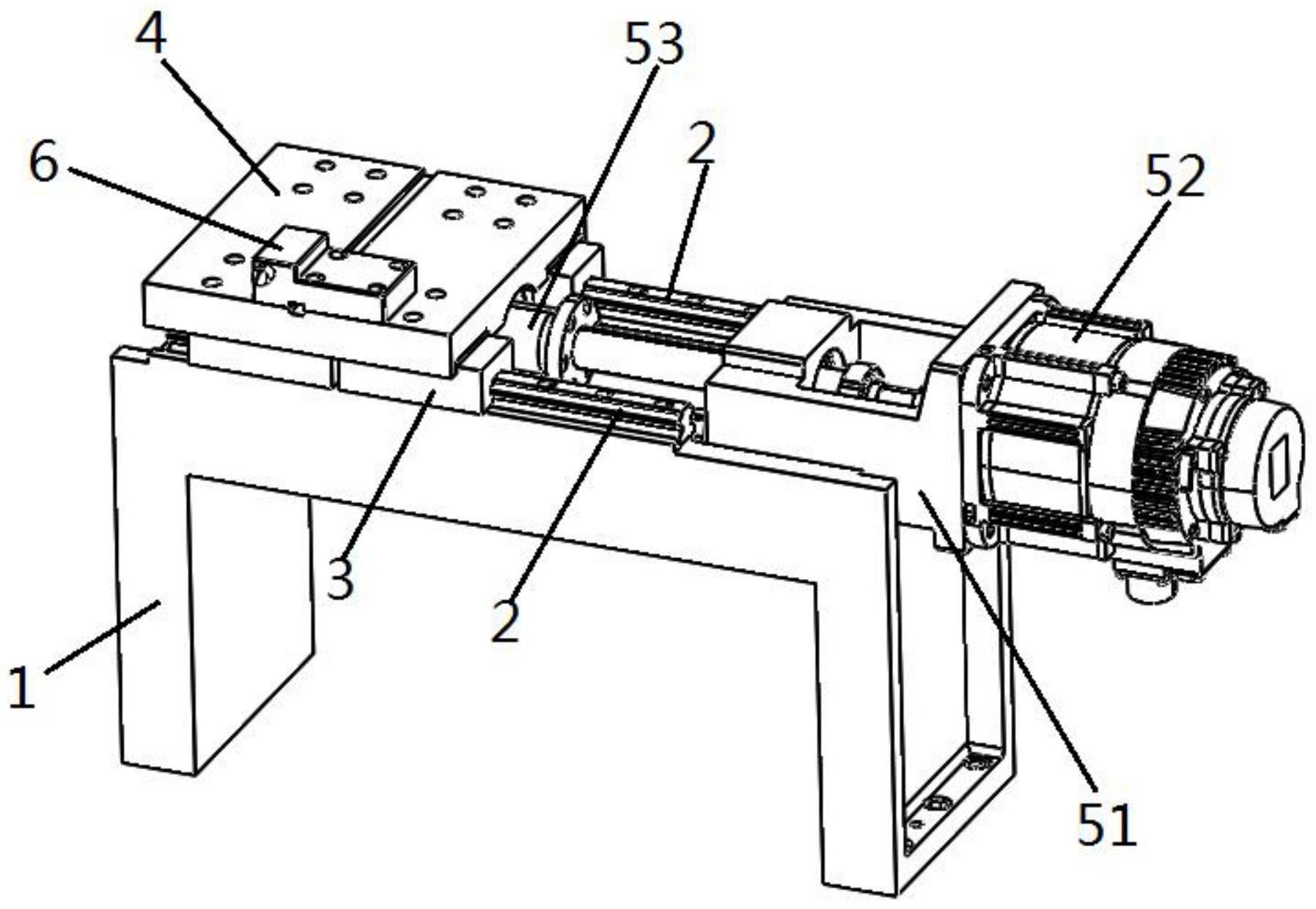
1、根据以上存在的技术问题,本实用新型提供丝锥成型无心磨床用砂轮修形结构,其特征在于包括桥式安装座、直线导轨、滑块、滑板、驱动部、金刚笔固定座、金刚笔,所述桥式安装座顶部两端分别安装直线导轨,所述直线导轨上滑动连接滑块,所述滑块与滑板的底面连接,所述滑板上通过紧固螺钉安装金刚笔固定座,所述金刚笔固定座上面安装金刚笔,所述滑板的一侧连接驱动部,
2、所述驱动部由电机座、伺服电机和滚珠丝杠组成,所述电机座连接在桥式安装座的一端上,所述电机座上固定安装伺服电机,所述伺服电机的转轴端与滚珠丝杠连接,
3、所述滚珠丝杠上的移动块与滑板连接。
4、本实用新型的有益效果:
5、本实用新型可以直接安装在丝锥成型无心磨床的机体上,通过设备中的控制模块设定加工几个丝锥后就进行一次砂轮纹路的修整,伺服电机通过滚珠丝杠实现金刚笔边移动边修形,不仅提高丝锥磨削加工质量,也减轻工作人员的工作量。
技术特征:
1.丝锥成型无心磨床用砂轮修形结构,其特征在于包括桥式安装座、直线导轨、滑块、滑板、驱动部、金刚笔固定座、金刚笔,所述桥式安装座顶部两端分别安装直线导轨,所述直线导轨上滑动连接滑块,所述滑块与滑板的底面连接,所述滑板上通过紧固螺钉安装金刚笔固定座,所述金刚笔固定座上面安装金刚笔,所述滑板的一侧连接驱动部。
2.根据权利要求1所述的丝锥成型无心磨床用砂轮修形结构,其特征在于所述驱动部由电机座、伺服电机和滚珠丝杠组成,所述电机座连接在桥式安装座的一端上,所述电机座上固定安装伺服电机,所述伺服电机的转轴端与滚珠丝杠连接。
3.根据权利要求2所述的丝锥成型无心磨床用砂轮修形结构,其特征在于所述滚珠丝杠上的移动块与滑板连接。
技术总结
丝锥成型无心磨床用砂轮修形结构,其特征在于包括桥式安装座、直线导轨、滑块、滑板、驱动部、金刚笔固定座、金刚笔,所述桥式安装座顶部两端分别安装直线导轨,所述直线导轨上滑动连接滑块,所述滑块与滑板的底面连接,所述滑板上通过紧固螺钉安装金刚笔固定座,所述金刚笔固定座上面安装金刚笔,所述滑板的一侧连接驱动部,本技术可以直接安装在丝锥成型无心磨床的机体上,通过设备中的控制模块设定加工几个丝锥后就进行一次砂轮纹路的修整,伺服电机通过滚珠丝杠实现金刚笔边移动边修形,不仅提高丝锥磨削加工质量,也减轻工作人员的工作量。
技术研发人员:金福利
受保护的技术使用者:天津轮达鑫盛机械有限公司
技术研发日:20230626
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!