新能源减速箱输入轴的车磨夹具的制作方法
本技术涉及一种新能源减速箱输入轴的车磨夹具,用于新能源减速要输入轴的车磨加工。
背景技术:
1、新能源减速箱1t45输入轴有两端中心孔、外圆及端面、内孔需要加工,涉及到中心孔磨床(加工节拍1分钟)、外圆磨床(加工节拍2分钟)、内孔磨床(加工节拍3.5分钟),三道工序加工,合计节拍6.5分钟。内孔直径ф29 mm,公差0.01 mm,前期采用磨内孔,在数控内孔磨床wx7-015上加工,薄壁,零件刚性差,强度弱,内孔圆柱度要求0.005mm,相对两端中心孔跳动要求0.01mm,粗糙度要求ra0.8,装夹加工后,零件存在弹性变形,各项位置公差均超差,无法保证加工质量。
2、现有盘类车磨数控机床具有高加工精度的特点,薄膜卡盘是盘类车磨数控机床的标准配置,这类卡盘是柔性的精密卡盘,具有夹持精度高、夹持行程极小(通常在0.15mm左右)的特点,非常适合齿轮中孔磨削时的夹紧固定。薄膜卡盘的关键零件是一个环形的薄膜盘,其厚度自外径向中心逐步增加,在薄膜盘上安装卡爪,可在机床推拉杆、气动、液压等动力源作用下使薄膜盘用力绕外圈支点向内或向外产生均匀变形,从而实现卡爪对工件的夹紧与松开,适用于硬车、磨削等精加工场合。薄膜卡盘在使用过程中能保持稳定的精度,不受操作者技术水平的影响,且可快速装夹和远距离控制,因此它在批量和自动生产系统更能发挥优越性。如在盘类车磨数控机床的薄膜卡盘上装配夹持减速箱输入轴的夹具,将减速箱输入轴夹装在盘类车磨数控机床上进行车磨加工,可有效提高加工稳定性,保证加工质量。因此研发一种装配在薄膜卡盘上夹持减速箱输入轴的夹具,以满足减速箱输入轴两端中心孔、外圆、内孔加工时的夹持需求是本方案的目的。
技术实现思路
1、本实用新型提供的新能源减速箱输入轴的车磨夹具,实现在薄膜卡盘上夹持减速箱输入轴,夹持精度高,有效提高输入轴加工过程中的稳定性,利用车刀杆对输入轴的中心孔、外圆和内孔进行依次加工,有效降低加工过程中输入轴薄壁的弹性变形率,并缩短加工节拍,实现一次夹装下的多工序加工,统一公差基准,避免各工序分别夹装造成的公差积累超差,提高夹持精度和稳定性,保证加工质量。
2、为达到上述目的,本实用新型采用的技术方案是:
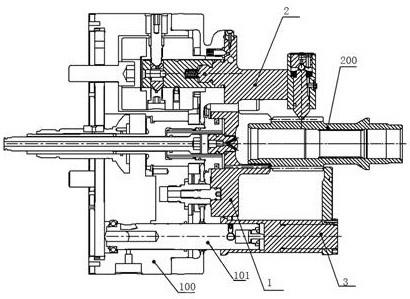
3、新能源减速箱输入轴的车磨夹具,装在车磨中心工件主轴的薄膜卡盘上,包括固定在薄膜卡盘中心位置的端面定位爪、随薄膜卡盘的弹性变形而摆动的卡爪和与薄膜卡盘上的旋转轴配装的定位手指,输入轴前端伸入至端面定位爪中,夹爪随薄膜卡盘的变形而自定心夹紧输入轴,定位手指随旋转轴的转动而抵在输入轴上将输入轴轴向定位。
4、优选的,所述的端面定位爪包括与薄膜卡盘中心位置的联接器同轴连接的连接栓和与连接栓同轴固定的定位爪,定位爪具有沿轴向伸出的爪臂和沿径向伸出的定位臂,爪臂和定位臂分别在连接栓外周均匀设置,多个爪臂合围成与输入端前端配合的定位槽,定位臂上开设与薄膜卡盘凹凸配合的定位凹槽,输入轴前端伸入至定位槽中。
5、优选的,卡爪的数量为多个且在端面定位爪外周均匀分布,卡爪包括从前向后依次连接的卡爪柄、基爪和夹持组件,卡爪柄伸入至薄膜卡盘内,基爪与薄膜卡盘固定,夹持组件沿径向压紧在输入轴齿轮节圆位置上。
6、优选的,所述的卡爪柄的前端开设定位孔,薄膜卡盘内设置与定位孔相配合的定位销,卡爪柄的后端开设沿轴设置的连接孔,基爪的前端卡入连接孔中。
7、优选的,基爪的前端开设径向通孔,卡爪柄上开有与径向通孔相对应的销孔,连接销贯穿销孔和径向通孔,连接孔前端开设弹簧孔,弹簧孔中设置压缩弹簧一,压缩弹簧一抵在基爪的前端面上。
8、优选的,所述的基爪中部具有沿径向伸出的连接臂,连接臂通过螺栓与薄膜卡盘固定。
9、优选的,所述的夹持组件包括与基爪固定且沿输入轴径向设置的爪套、装在爪套中的夹持销、螺纹配合装在爪套中的调节螺盖和装在爪套中且套在夹持销上的压缩弹簧二,夹持销内端与调节螺盖相抵,外端伸出爪套压紧在输入轴齿轮节圆位置上,夹持销上卡有挡圈,爪套的内壁上具有与挡圈轴向隔开的环形定位面,压缩弹簧二的一端抵在挡圈上,另一端抵在环形定位面上。
10、优选的,所述的爪套上装有伸入至爪套内且压紧在夹持销上的钉紧螺钉。
11、优选的,所述的定位手指为多个且在端面定位爪外周均匀分布,定位手指包括与旋转轴配装的套筒和垂直固定在套筒端部的手指部,手指部随旋转轴的转动而抵在输入轴的齿轮后端面上。
12、本实用新型的有益效果是:
13、以上所述的新能源减速箱输入轴的车磨夹具装在车磨中心工件主轴的薄膜卡盘上,其中端面定位爪定位输入轴前端,卡爪随薄膜卡盘的变形而自定心夹紧输入轴,定位手指将输入轴轴向定位,形成对输入轴的有效支撑夹持,实现在薄膜卡盘上夹持减速箱输入轴,夹持精度高,有效提高输入轴加工过程中的稳定性,利用车刀杆对输入轴的中心孔、外圆和内孔进行依次加工,有效降低加工过程中输入轴薄壁的弹性变形率,并缩短加工节拍,实现一次夹装下的多工序加工,统一公差基准,避免各工序分别夹装造成的公差积累超差,提高夹持精度和稳定性,保证加工质量。
技术特征:
1.新能源减速箱输入轴的车磨夹具,装在车磨中心工件主轴的薄膜卡盘上,包括固定在薄膜卡盘中心位置的端面定位爪、随薄膜卡盘的弹性变形而摆动的卡爪和与薄膜卡盘上的旋转轴配装的定位手指,输入轴前端伸入至端面定位爪中,夹爪随薄膜卡盘的变形而自定心夹紧输入轴,定位手指随旋转轴的转动而抵在输入轴上将输入轴轴向定位。
2.根据权利要求1所述的新能源减速箱输入轴的车磨夹具,其特征在于:所述的端面定位爪包括与薄膜卡盘中心位置的联接器同轴连接的连接栓和与连接栓同轴固定的定位爪,定位爪具有沿轴向伸出的爪臂和沿径向伸出的定位臂,爪臂和定位臂分别在连接栓外周均匀设置,多个爪臂合围成与输入端前端配合的定位槽,定位臂上开设与薄膜卡盘凹凸配合的定位凹槽,输入轴前端伸入至定位槽中。
3.根据权利要求1所述的新能源减速箱输入轴的车磨夹具,其特征在于:卡爪的数量为多个且在端面定位爪外周均匀分布,卡爪包括从前向后依次连接的卡爪柄、基爪和夹持组件,卡爪柄伸入至薄膜卡盘内,基爪与薄膜卡盘固定,夹持组件沿径向压紧在输入轴齿轮节圆位置上。
4.根据权利要求3所述的新能源减速箱输入轴的车磨夹具,其特征在于:所述的卡爪柄的前端开设定位孔,薄膜卡盘内设置与定位孔相配合的定位销,卡爪柄的后端开设沿轴设置的连接孔,基爪的前端卡入连接孔中。
5.根据权利要求4所述的新能源减速箱输入轴的车磨夹具,其特征在于:基爪的前端开设径向通孔,卡爪柄上开有与径向通孔相对应的销孔,连接销贯穿销孔和径向通孔,连接孔前端开设弹簧孔,弹簧孔中设置压缩弹簧一,压缩弹簧一抵在基爪的前端面上。
6.根据权利要求3所述的新能源减速箱输入轴的车磨夹具,其特征在于:所述的基爪中部具有沿径向伸出的连接臂,连接臂通过螺栓与薄膜卡盘固定。
7.根据权利要求3所述的新能源减速箱输入轴的车磨夹具,其特征在于:所述的夹持组件包括与基爪固定且沿输入轴径向设置的爪套、装在爪套中的夹持销、螺纹配合装在爪套中的调节螺盖和装在爪套中且套在夹持销上的压缩弹簧二,夹持销内端与调节螺盖相抵,外端伸出爪套压紧在输入轴齿轮节圆位置上,夹持销上卡有挡圈,爪套的内壁上具有与挡圈轴向隔开的环形定位面,压缩弹簧二的一端抵在挡圈上,另一端抵在环形定位面上。
8.根据权利要求7所述的新能源减速箱输入轴的车磨夹具,其特征在于:所述的爪套上装有伸入至爪套内且压紧在夹持销上的钉紧螺钉。
9.根据权利要求1所述的新能源减速箱输入轴的车磨夹具,其特征在于:所述的定位手指为多个且在端面定位爪外周均匀分布,定位手指包括与旋转轴配装的套筒和垂直固定在套筒端部的手指部,手指部随旋转轴的转动而抵在输入轴的齿轮后端面上。
技术总结
新能源减速箱输入轴的车磨夹具,装在车磨中心工件主轴的薄膜卡盘上,包括固定在薄膜卡盘中心位置的端面定位爪、随薄膜卡盘的弹性变形而摆动的卡爪和与薄膜卡盘上的旋转轴配装的定位手指,输入轴前端伸入至端面定位爪中,夹爪随薄膜卡盘的变形而自定心夹紧输入轴,定位手指随旋转轴的转动而抵在输入轴上将输入轴轴向定位。本技术实现在薄膜卡盘上夹持减速箱输入轴,夹持精度高,有效降低加工过程中输入轴薄壁的弹性变形率,并缩短加工节拍,实现一次夹装下的多工序加工,统一公差基准,避免各工序分别夹装造成的公差积累超差,提高夹持精度和稳定性,保证加工质量。
技术研发人员:吴永发,邹荣勇
受保护的技术使用者:株洲齿轮有限责任公司
技术研发日:20230629
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!