一种圆锥销精修工装的制作方法
本技术涉及机械加工,具体是一种圆锥销精修工装。
背景技术:
1、如图1所示的圆锥销常用来作为高精度定位的机构部件,其包括圆锥段和外螺纹段。在实际加工制作过程中,由于圆锥销的外锥度的误差与加工工件孔刀具锥度误差,或者工件塑性变形导致圆锥底孔锥度与圆锥销的锥度匹配不好,导致定位μ级精度降低,因此需要在标准圆锥销的基础上根据情况来精修圆锥销的锥度,来保证结构部件的高精度定位。但由于圆锥段时需要精修的部分,只有外螺纹段可用于作为磨削精修的紧固位置,但普通的装夹方法很容易将外螺纹段的螺纹破坏,同时由于外螺纹段的直径和长度都较小,普通的装夹方式不稳定,影响精修精度。
技术实现思路
1、为解决现有技术存在的技术问题或技术问题之一,本实用新型提供一种圆锥销精修工装,所采取的技术方案是:
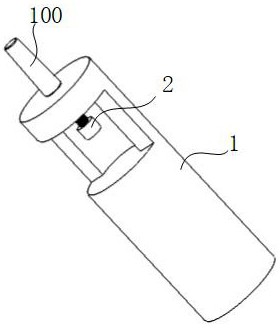
2、一种圆锥销精修工装,包括一圆柱体、一锁紧螺丝,圆柱体的中部开设侧面型腔,侧面型腔将圆柱体分割成长度较短的前段和长度较长的后段,前段中心开设内螺纹,圆锥销的外螺纹段能够从内螺纹的外端螺入,锁紧螺丝的螺杆能够从内螺纹的内端螺入。
3、进一步地,圆柱体的直径至少为圆锥销最大外径处直径的3倍。
4、进一步地,侧面型腔的截面形状为一个直径等于圆柱体直径的半圆和一个直径小于圆柱体直径的半圆组合而成。
5、进一步地,前段的长度最少为圆锥销的外螺纹段长度的3倍。
6、进一步地,侧面型腔的长度只少等于锁紧螺丝的长度加上内六角扳手的宽度。
7、与现有技术相比,本实用新型在精修圆锥销的过程中,不会破坏外螺纹段,并且能够使得圆锥销的装夹稳固,在磨削力的作用下也不会发生松动,提高精修精度。
技术特征:
1.一种圆锥销精修工装,其特征在于,包括一圆柱体(1)、一锁紧螺丝(2),圆柱体(1)的中部开设侧面型腔(11),侧面型腔(11)将圆柱体(1)分割成长度较短的前段(12)和长度较长的后段(13),前段(12)中心开设内螺纹(14),圆锥销(100)的外螺纹段(102)能够从内螺纹(14)的外端螺入,锁紧螺丝(2)的螺杆(21)能够从内螺纹(14)的内端螺入。
2.根据权利要求1所述的一种圆锥销精修工装,其特征在于,圆柱体(1)的直径至少为圆锥销(100)最大外径处直径的3倍。
3.根据权利要求1所述的一种圆锥销精修工装,其特征在于,侧面型腔(11)的截面形状为一个直径等于圆柱体(1)直径的半圆和一个直径小于圆柱体(1)直径的半圆组合而成。
4.根据权利要求1所述的一种圆锥销精修工装,其特征在于,前段(12)的长度最少为圆锥销(100)的外螺纹段(102)长度的3倍。
5.根据权利要求1所述的一种圆锥销精修工装,其特征在于,侧面型腔(11)的长度至少等于锁紧螺丝(2)的长度加上内六角扳手的宽度。
技术总结
本技术涉及机械加工,具体是一种圆锥销精修工装,包括一圆柱体、一锁紧螺丝,圆柱体的中部开设侧面型腔,侧面型腔将圆柱体分割成长度较短的前段和长度较长的后段,前段中心开设内螺纹,圆锥销的外螺纹段能够从内螺纹的外端螺入,锁紧螺丝的螺杆能够从内螺纹的内端螺入。与现有技术相比,本技术在精修圆锥销的过程中,不会破坏外螺纹段,并且能够使得圆锥销的装夹稳固,在磨削力的作用下也不会发生松动,提高精修精度。
技术研发人员:冯根柱,盖成武,胡昌向,姜晓阳,宋春霖
受保护的技术使用者:烟台艾创机器人科技有限公司
技术研发日:20230705
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!