一种铝型材预淬火装置的制作方法
本技术涉及铝型材淬火,具体而言,涉及一种铝型材预淬火装置。
背景技术:
1、铝型材是一种以铝为主要成分的合金材料,铝棒通过热熔,挤压从而得到不同截面形状的铝材料,但添加的合金的比例不同,生产出来的铝型材的机械性能和应用领域也不同。按用途可分为建筑铝型材、散热器铝型材、一般工业铝型材、轨道车辆结构铝合金型材和装裱铝型材;按表面处理又分为阳极氧化铝材、电泳涂装铝材、粉末喷涂铝材、木纹转印铝材、氟碳喷涂铝材和抛光铝材。
2、铝型材在进行挤压加工后需要进行水冷操作,但现有的水冷装置一般安装在距离挤压机出料口较远的位置,致使铝型材在出料口出来后水冷淬火操作前的这一段距离的运输时间较长,且在此过程中,铝型材在空气中自然冷却,影响了淬火效果,降低了铝型材的成品率,提高了生产成本。
技术实现思路
1、基于此,为了解决现有的淬火装置无法保证铝型材出料时能够持续淬火的问题,本实用新型提供了一种铝型材预淬火装置,其具体技术方案如下:
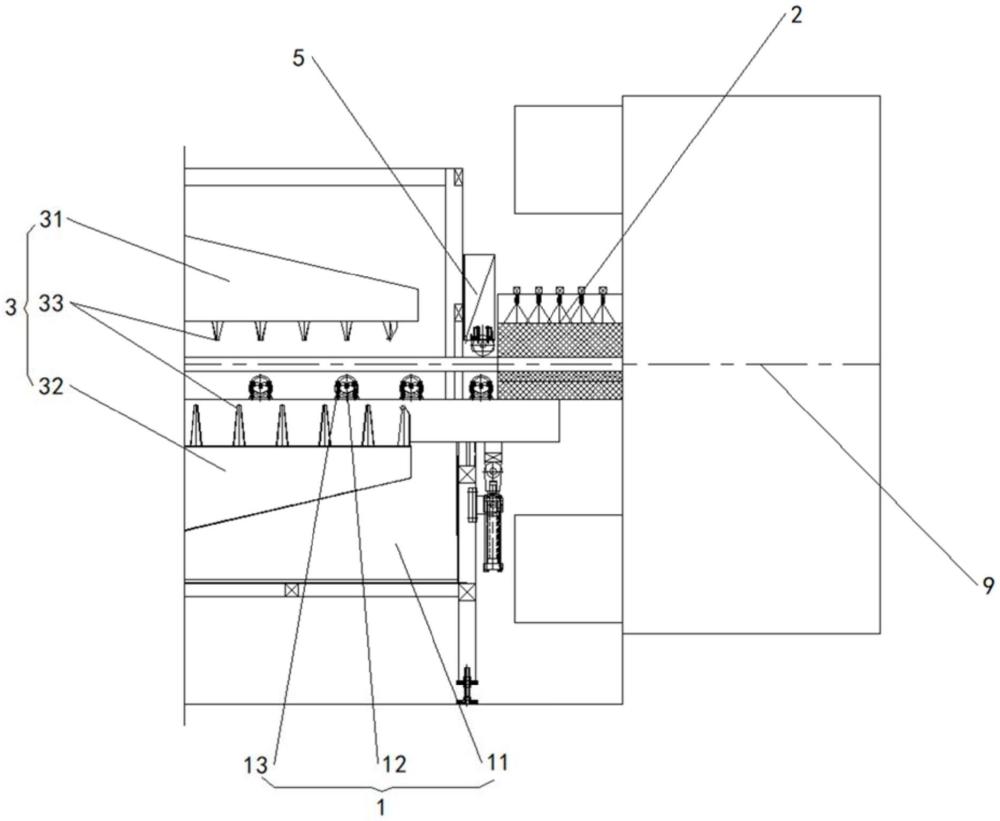
2、一种铝型材预淬火装置,包括输送机构、预淬火机构和风冷机构,所述输送机构包括工作台以及用于运输铝型材的辊筒组,所述辊筒组架设于所述工作台上;所述预淬火机构包括喷头以及安装于所述工作台上的壳体,所述壳体内壁铺设有填充层,所述填充层内形成有与挤压机出料口连通的活动通道,所述喷头安装于所述壳体上,所述喷头的出水口延伸至壳体内部并朝向所述填充层;所述风冷机构位于所述预淬火机构的下工位且安装于所述工作台上。
3、上述铝型材预淬火装置,通过设置有输送机构,便于对从挤压机中出料的铝型材实现运输转运的操作;通过设置有填充层,喷头喷出水雾,水雾喷洒至填充层处,填充层被打湿,从挤压机出料口处出料的铝型材被填充层所包裹,此时填充层上的水分蒸发,实现热交换,完成对铝型材的快速降温,而且由于活动通道直接连通出料口,因此使得铝型材能够持续完成淬火,避免铝型材在从挤压机的出料口出来后,在空气中自然冷却,导致淬火操作无法连续地进行,有效提高了铝型材的成品率,解决了现有的淬火装置无法保证铝型材出料时能够持续淬火的问题。
4、进一步地,所述工作台沿所述辊筒组的输送方向上依次设置有进料位和转运位,所述预淬火机构设置于所述进料位上,所述风冷机构设置于所述转运位上;所述辊筒组包括辊筒以及间隔架设于所述工作台上的多个安装座,所述辊筒的数量为多个且所述辊筒与所述安装座一一对应,所述辊筒旋转装配于所述安装座上。
5、进一步地,所述喷头的数量为多个,且多个所述喷头间隔设置在所述壳体上;所述预淬火机构还包括用于储水的水箱,所述水箱固定于所述壳体上并分别与多个所述喷头连通。
6、进一步地,所述填充层分为上填充块和下支撑块两部分,所述下支撑块用于承托从所述挤压机出料口处出料的铝型材,所述喷头的出水口朝向所述上填充块;所述上填充块为布或毛毡,所述下支撑块为石墨板或毛毡。
7、进一步地,所述风冷机构包括呈上下设置的上风箱和下风箱,所述上风箱和所述下风箱均固定于所述工作台上,所述上风箱和所述下风箱上均设置有导向口,所述导向口的出风方向均朝向所述转运位。
8、进一步地,铝型材预淬火装置还包括位于所述转运位上的水冷机构,所述水冷机构包括呈上下设置的上水箱和下水箱,所述上水箱和所述下水箱均固定于所述工作台上,所述上水箱和所述下水箱上均设置有喷淋口,所述喷淋口的出水方向均朝向所述转运位。
9、进一步地,铝型材预淬火装置还包括风刀机构,所述风刀机构包括安装架、风刀模块以及架设于所述安装架上的鼓风装置,所述风刀模块插接于所述鼓风装置的出风口处并与所述安装架滑动连接。
10、进一步地,所述安装架上设置有导轨,所述风刀模块与所述导轨滑动连接;所述风刀模块包括风刀喷头、压料辊筒、连接件以及滑动装配于所述导轨上的滑动座,所述风刀喷头和所述连接件均安装于所述滑动座上,所述风刀喷头插接于所述鼓风装置的出风口处,所述压料辊筒位于所述风刀喷头的下方并与所述连接件转动连接。
11、进一步地,铝型材预淬火装置还包括升降机构,所述升降机构包括驱动装置以及安装于所述风刀模块上的接近开关,所述驱动装置固定于所述安装架上并用于控制所述风刀模块的升降运动,所述接近开关与所述驱动装置通信连接,所述接近开关安设于所述连接件上,所述驱动装置的输出端与所述滑动座传动连接。
12、进一步地,所述驱动装置包括提升杆以及用于驱动所述提升杆升降运动的驱动件,所述提升杆的一端与所述驱动件的输出端传动连接,所述提升杆的另一端与所述滑动座固定连接。
技术特征:
1.一种铝型材预淬火装置,其特征在于,包括输送机构、预淬火机构和风冷机构,所述输送机构包括工作台以及用于运输铝型材的辊筒组,所述辊筒组架设于所述工作台上;所述预淬火机构包括喷头以及安装于所述工作台上的壳体,所述壳体内壁铺设有填充层,所述填充层内形成有与挤压机出料口连通的活动通道,所述喷头安装于所述壳体上,所述喷头的出水口延伸至壳体内部并朝向所述填充层;所述风冷机构位于所述预淬火机构的下工位且安装于所述工作台上。
2.根据权利要求1所述的铝型材预淬火装置,其特征在于,所述工作台沿所述辊筒组的输送方向上依次设置有进料位和转运位,所述预淬火机构设置于所述进料位上,所述风冷机构设置于所述转运位上;所述辊筒组包括辊筒以及间隔架设于所述工作台上的多个安装座,所述辊筒的数量为多个且所述辊筒与所述安装座一一对应,所述辊筒旋转装配于所述安装座上。
3.根据权利要求1所述的铝型材预淬火装置,其特征在于,所述喷头的数量为多个,且多个所述喷头间隔设置在所述壳体上;所述预淬火机构还包括用于储水的水箱,所述水箱固定于所述壳体上并分别与多个所述喷头连通。
4.根据权利要求1所述的铝型材预淬火装置,其特征在于,所述填充层分为上填充块和下支撑块两部分,所述下支撑块用于承托从所述挤压机出料口处出料的铝型材,所述喷头的出水口朝向所述上填充块;所述上填充块为布或毛毡,所述下支撑块为石墨板或毛毡。
5.根据权利要求2所述的铝型材预淬火装置,其特征在于,所述风冷机构包括呈上下设置的上风箱和下风箱,所述上风箱和所述下风箱均固定于所述工作台上,所述上风箱和所述下风箱上均设置有导向口,所述导向口的出风方向均朝向所述转运位。
6.根据权利要求2所述的铝型材预淬火装置,其特征在于,还包括位于所述转运位上的水冷机构,所述水冷机构包括呈上下设置的上水箱和下水箱,所述上水箱和所述下水箱均固定于所述工作台上,所述上水箱和所述下水箱上均设置有喷淋口,所述喷淋口的出水方向均朝向所述转运位。
7.根据权利要求1所述的铝型材预淬火装置,其特征在于,还包括风刀机构,所述风刀机构包括安装架、风刀模块以及架设于所述安装架上的鼓风装置,所述风刀模块插接于所述鼓风装置的出风口处并与所述安装架滑动连接。
8.根据权利要求7所述的铝型材预淬火装置,其特征在于,所述安装架上设置有导轨,所述风刀模块与所述导轨滑动连接;所述风刀模块包括风刀喷头、压料辊筒、连接件以及滑动装配于所述导轨上的滑动座,所述风刀喷头和所述连接件均安装于所述滑动座上,所述风刀喷头插接于所述鼓风装置的出风口处,所述压料辊筒位于所述风刀喷头的下方并与所述连接件转动连接。
9.根据权利要求8所述的铝型材预淬火装置,其特征在于,还包括升降机构,所述升降机构包括驱动装置以及安装于所述风刀模块上的接近开关,所述驱动装置固定于所述安装架上并用于控制所述风刀模块的升降运动,所述接近开关与所述驱动装置通信连接,所述接近开关安设于所述连接件上,所述驱动装置的输出端与所述滑动座传动连接。
10.根据权利要求9所述的铝型材预淬火装置,其特征在于,所述驱动装置包括提升杆以及用于驱动所述提升杆升降运动的驱动件,所述提升杆的一端与所述驱动件的输出端传动连接,所述提升杆的另一端与所述滑动座固定连接。
技术总结
本技术提供了一种铝型材预淬火装置,包括输送机构、预淬火机构和风冷机构,所述输送机构包括工作台以及用于运输铝型材的辊筒组,所述辊筒组架设于所述工作台上;所述预淬火机构包括喷头以及安装于所述工作台上的壳体,所述壳体内壁铺设有填充层,所述填充层内形成有与挤压机出料口连通的活动通道,所述喷头安装于所述壳体上,所述喷头的出水口延伸至壳体内部并朝向所述填充层;所述风冷机构位于所述预淬火机构的下工位且安装于所述工作台上。本技术解决了现有的淬火装置无法保证铝型材出料时能够持续淬火的问题,且具有结构紧凑、生产成本低和淬火效果好的优点。
技术研发人员:麦鸿杰,胡松
受保护的技术使用者:广东赛福智能装备有限公司
技术研发日:20230713
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!