一种模具库及具有其的铸造生产线的制作方法
本技术涉及铁型砂箱铸造生产线,尤其是涉及一种模具库及具有其的铸造生产线。
背景技术:
1、用于生产铸件的铁型砂箱铸造生产线替代了人工实现了铸造产品的批量化规模化生产,展示了当前铸造装备技术水平。在铁型砂箱铸造生产线上铁型砂箱在辊道上由滚轮承载在驱动装置的作用下运行实现连续生产,在铁型砂箱铸造生产线上通过人工更换铁型砂箱满足不同规格产品的生产。
2、在铁型砂箱铸造生产线上更换铁型砂箱过程中,因铁型砂箱重、操作不便等因素需通过人工装夹吊运方式逐一缓慢地更换;人工更换铁型砂箱的时间长,工人劳动强度大,影响铁型砂箱铸造生产线的工作效率;人工装夹、吊运铁型砂箱过程中还存在铁型砂箱跌落砸坏设备、伤人等严重安全风险;并且不同规格铁型砂箱囤积需要较大场地,不便于存放。
3、如中国专利cn203390195u公开的一种柔性铁型覆砂铸球生产系统,系统包括:浇注输送轨道的输出端经一电动辊道与设置的模具识别装置连接;模具识别装置的输出端与下铁型输送机连接;下铁型输送机分别与平行设置至少两条输送辊道一端连接;两条输送轨道的另一端与上铁型输送机连接;上铁型输送机的输出端与所述浇注输送轨道的输入端连接;虽能满足多种规格产品生产,但铁型砂箱更换,还需要吊运至铁型输送机上,工作效率低。
技术实现思路
1、针对现有技术不足,本实用新型是提供一种模具库及具有其的铸造生产线,其便于铁型砂箱存放和更换。
2、为了解决上述技术问题,本实用新型所采用的技术方案为:
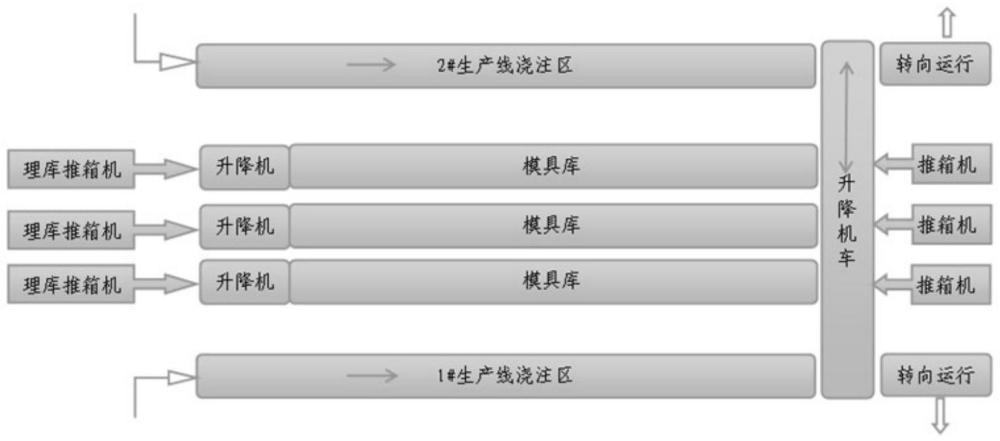
3、一种模具库,包括两列及两列以上并列设置的模具库辊道,每列模具库辊道设为两层及两层以上,对应模具库辊道的一端设有升降机,对应升降机设有理库推箱机,对应模具库辊道另一端设有用于与铸造生产线相联承载铁型砂箱往返的升降机车和/或联通辊道,对应升降机车或联通辊道设有推箱机。
4、对应每列模具库辊道的一端均设有一个升降机,升降机的外侧设置理库推箱机。
5、所述升降机车的外侧对应每列模具库辊道另一端设有推箱机。
6、所述升降机车为立体辊道转运结构。
7、一种铸造生产线,包括一条铸造线和所述模具库,升降机车的一端与一条铸造线相联。
8、一种铸造生产线,包括两条铸造线和所述模具库,两条铸造线对称设置在模具库的两侧,升降机车的端部与对应侧的铸造线相联。
9、所述铸造线包括浇注区轨道,浇注区轨道与模具库辊道并排平行设置,升降机车的一端与浇注区轨道相联。
10、所述铸造线中设有用于给铁型砂箱运行提供动力的机动辊道。
11、本实用新型与现有技术相比,具有以下优点:
12、该模具库及具有其的铸造生产线结构设计合理,节约囤积铁型砂箱的场地,并且可实现铸造生产线上的铁型砂箱自动更换,无需工人吊运更换,更换简便高效,提高了铁型砂箱铸造生产线的工作效率。
技术特征:
1.一种模具库,其特征在于:包括两列及两列以上并列设置的模具库辊道,每列模具库辊道设为两层及两层以上,对应模具库辊道的一端设有升降机,对应升降机设有理库推箱机,对应模具库辊道另一端设有用于与铸造生产线相联承载铁型砂箱往返的升降机车和/或联通辊道,对应升降机车或联通辊道设有推箱机。
2.如权利要求1所述模具库,其特征在于:对应每列模具库辊道的一端均设有一个升降机,升降机的外侧设置理库推箱机。
3.如权利要求1所述模具库,其特征在于:所述升降机车的外侧对应每列模具库辊道另一端设有推箱机。
4.如权利要求1所述模具库,其特征在于:所述升降机车为立体辊道转运结构。
5.一种铸造生产线,包括一条铸造线,其特征在于:还包括如权利要求1至4任一项所述模具库,升降机车的一端与一条铸造线相联。
6.如权利要求5所述铸造生产线,其特征在于:所述铸造线包括浇注区轨道,浇注区轨道与模具库辊道并排平行设置,升降机车的一端与浇注区轨道相联。
7.如权利要求5所述铸造生产线,其特征在于:所述铸造线中设有用于给铁型砂箱运行提供动力的机动辊道。
8.一种铸造生产线,包括两条铸造线,其特征在于:还包括如权利要求1至4任一项所述模具库,两条铸造线对称设置在模具库的两侧,升降机车的端部与对应侧的铸造线相联。
技术总结
本技术公开了一种模具库及具有其的铸造生产线,其模具库包括两列及两列以上并列设置的模具库辊道,每列模具库辊道设为两层及两层以上,对应模具库辊道的一端设有升降机,对应升降机设有理库推箱机,对应模具库辊道另一端设有用于与铸造生产线相联承载铁型砂箱往返的升降机车和/或联通辊道,对应升降机车或联通辊道设有推箱机。该模具库及具有其的铸造生产线结构设计合理,节约囤积铁型砂箱的场地,并且可实现铸造生产线上的铁型砂箱自动更换,无需工人吊运更换,更换简便高效,提高了铁型砂箱铸造生产线的工作效率。
技术研发人员:周道宏
受保护的技术使用者:安徽新宁装备股份有限公司
技术研发日:20230731
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!