一种虎钳工装治具的制作方法
本技术涉及虎钳加工治具,尤指一种虎钳工装治具。
背景技术:
1、老虎钳、尖嘴钳广泛应用于生活、工业等各个领域,其主要是通过铸造或锻造工艺制成毛坯件,然后通过一系列的打磨、抛光、表面处理等工艺才形成最终外观效果。传统的老虎钳、尖嘴钳均采用人工手抛的方式进行,效率慢,而且所需手抛机数量巨大,占用厂房多,现有的手抛设备大多数采用人工直接从机台上下产品的方式,将产品手动定位夹紧在机台上后再操作机台,浪费了比较多的有效时间。
技术实现思路
1、本实用新型所要解决的问题在于,提供一种虎钳工装治具,减少装夹等待时间,提高加工效率。
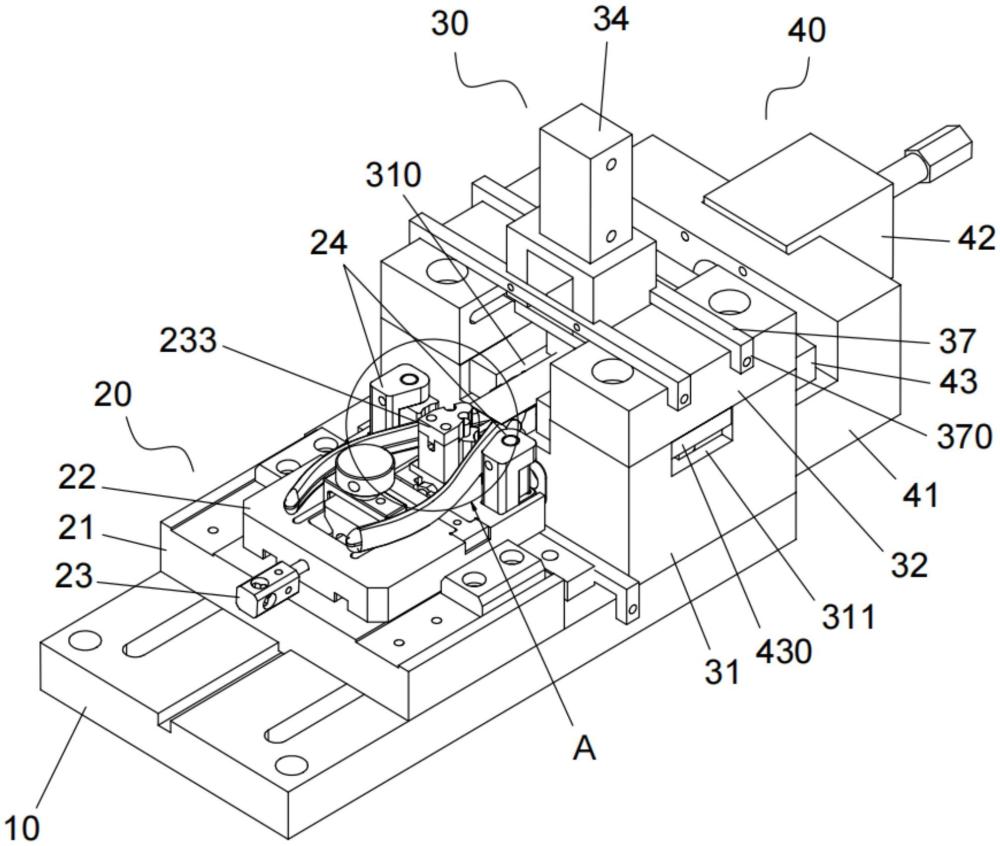
2、解决上述技术问题要按照本实用新型提供的一种虎钳工装治具,包含底板,底板上设置有钳尾定位机构、纵向定位机构、横向定位机构;钳尾定位机构用于对虎钳的两个钳柄进行定位;纵向定位机构可对虎钳的钳头进行纵向定位;横向定位机构可对虎钳的钳头进行横向定位。
3、优选地,钳尾定位机构包含设置于底板顶部的第一垫板、固定连接在第一垫板顶部的第二垫板、x轴向调节组件、两个对称设置于第二垫板顶部两侧的外侧卡位组件,第二垫板上贯穿设置有x轴向导向槽,第二垫板一端贯穿设置有与x轴向导向槽连通的第一通孔,x轴向调节组件包含固定连接在x轴向导向槽中的导向块、活动设置于第一通孔中的x轴向调节杆、锁紧螺栓、内侧卡位组件,内侧卡位组件包含活动设置于x轴向导向槽上的定位滑块、两个对称设置于定位滑块上的第一卡位件,定位滑块顶部两侧均设置有第一避位槽,第一卡位件旋转连接在第一避位槽上,导向块上贯穿设置有第一导向孔,x轴向调节杆活动设置于第一导向孔中,x轴向调节杆一端设置有限位板,定位滑块上设置有与限位板匹配的t型槽,限位板、x轴向调节杆卡在t型槽上,导向块顶部设置有与第一导向孔连通的锁紧螺孔,锁紧螺栓连接在锁紧螺孔上且其底端抵接在x轴向调节杆侧壁上;外侧卡位组件包含固定连接在第二垫板顶部的旋转座、第二卡位件,旋转座外侧壁上设置有第二避位槽,第二卡位件旋转连接在第二避位槽上,第一卡位件、第二卡位件外侧壁均设置有弧形卡位口。
4、优选地,纵向定位机构包含固定连接在底板顶部的支撑座、对称设置于支撑座顶部两侧的压板、设置于两压板之间的龙门支撑块、固定连接在龙门支撑块上的纵向压紧气缸、与纵向压紧气缸驱动连接的纵向压块,支撑座顶部沿x轴方向贯通设置有钳头托槽,纵向压块活动设置于钳头托槽上。
5、优选地,横向定位机构包含固定连接在支撑座一侧的连接板、固定连接在连接板上的横向驱动气缸、与横向驱动气缸驱动连接的u型件、两个对称设置的l型夹板,l型夹板包含活动设置于钳头托槽中的x轴向夹臂、垂直连接在x轴向夹臂上的y轴向导向臂,支撑座顶部设置有与钳头托槽连通的y轴向导向槽,y轴向导向臂活动设置于y轴向导向槽上,u型件包含两个对称设置的臂体、连接在两臂体之间的连接臂,支撑座一端面和y轴向导向槽之间贯通设置有第一x轴向导向槽,y轴向导向臂一端的底部贯通设置有与臂体匹配的避位槽,臂体活动设置于第一x轴向导向槽、避位槽上,臂体上贯穿设置有斜向条形导向槽,避位槽顶壁设置有与斜向条形导向槽匹配的导向柱,导向柱活动设置于斜向条形导向槽上。
6、优选地,y轴向导向臂两侧壁延伸设置有限位部,y轴向导向槽两侧壁延伸设置有与限位部匹配的限位槽,限位部活动设置于限位槽上。
7、优选地,支撑座上设置有钳嘴定位组件,钳嘴定位组件包含x轴向导向杆、活动设置于x轴向导向杆上的定位套、固定连接在定位套顶部的限位块,支撑座两端面之间贯穿设置有插孔,x轴向导向杆插装在插孔中,钳头托槽底部贯穿设置有与插孔连通的第二x轴向导向槽,定位套活动设置于第二x轴向导向槽上。
8、优选地,第一垫板底部两侧对称设置有第一螺孔,底板上并列设置有两个与第一螺孔对应设置的x轴向条形孔,x轴向条形孔和第一螺孔之间通过螺栓连接,第一垫板底部沿x轴方向设置有x轴向导向部,底板顶部设置有与x轴向导向部匹配的第三x轴向导向槽,x轴向导向部活动设置于第三x轴向导向槽上。
9、优选地,龙门支撑块底部固定连接有x轴向导向板,压板内侧壁设置有与x轴向导向板匹配的第四x轴向导向槽,x轴向导向板活动设置于第四x轴向导向槽上,龙门支撑块两侧均固定连接有横梁,横梁两端均设置有邻接于压板外侧壁的纵向连接板,纵向连接板上贯穿设置有第二螺孔,第二螺孔上连接有抵接在压板外侧壁上的螺栓。
10、本实用新型的有益效果为:本实用新型提供一种虎钳工装治具,包含钳尾定位机构、纵向定位机构、横向定位机构,可以通过钳尾定位机构对虎钳的两个钳柄进行定位,通过纵向定位机构对虎钳的钳头进行纵向定位,通过横向定位机构对虎钳的钳头进行横向定位,可以在机台对一个虎钳加工过程中将另一个虎钳装夹在本工装治具上,在机台中的虎钳加工完成后直接将装好虎钳的工装治具直接固定在机台上,可以节省装夹时间,有效地提高了装夹效率,提高加工效率,对虎钳具有良好的固定效果,提高加工精度。
技术特征:
1.一种虎钳工装治具,包含底板,其特征在于,所述底板上设置有钳尾定位机构、纵向定位机构、横向定位机构;所述钳尾定位机构用于对虎钳的两个钳柄进行定位;所述纵向定位机构可对虎钳的钳头进行纵向定位;所述横向定位机构可对虎钳的钳头进行横向定位。
2.根据权利要求1所述的一种虎钳工装治具,其特征在于,所述钳尾定位机构包含设置于所述底板顶部的第一垫板、固定连接在所述第一垫板顶部的第二垫板、x轴向调节组件、两个对称设置于所述第二垫板顶部两侧的外侧卡位组件,所述第二垫板上贯穿设置有x轴向导向槽,所述第二垫板一端贯穿设置有与所述x轴向导向槽连通的第一通孔,所述x轴向调节组件包含固定连接在所述x轴向导向槽中的导向块、活动设置于所述第一通孔中的x轴向调节杆、锁紧螺栓、内侧卡位组件,所述内侧卡位组件包含活动设置于所述x轴向导向槽上的定位滑块、两个对称设置于所述定位滑块上的第一卡位件,所述定位滑块顶部两侧均设置有第一避位槽,所述第一卡位件旋转连接在所述第一避位槽上,所述导向块上贯穿设置有第一导向孔,所述x轴向调节杆活动设置于所述第一导向孔中,所述x轴向调节杆一端设置有限位板,所述定位滑块上设置有与所述限位板匹配的t型槽,所述限位板、x轴向调节杆卡在所述t型槽上,所述导向块顶部设置有与所述第一导向孔连通的锁紧螺孔,所述锁紧螺栓连接在所述锁紧螺孔上且其底端抵接在所述x轴向调节杆侧壁上;所述外侧卡位组件包含固定连接在所述第二垫板顶部的旋转座、第二卡位件,所述旋转座外侧壁上设置有第二避位槽,所述第二卡位件旋转连接在所述第二避位槽上,所述第一卡位件、第二卡位件外侧壁均设置有弧形卡位口。
3.根据权利要求2所述的一种虎钳工装治具,其特征在于,所述纵向定位机构包含固定连接在所述底板顶部的支撑座、对称设置于所述支撑座顶部两侧的压板、设置于两所述压板之间的龙门支撑块、固定连接在所述龙门支撑块上的纵向压紧气缸、与所述纵向压紧气缸驱动连接的纵向压块,所述支撑座顶部沿x轴方向贯通设置有钳头托槽,所述纵向压块活动设置于所述钳头托槽上。
4.根据权利要求3所述的一种虎钳工装治具,其特征在于,所述横向定位机构包含固定连接在所述支撑座一侧的连接板、固定连接在所述连接板上的横向驱动气缸、与所述横向驱动气缸驱动连接的u型件、两个对称设置的l型夹板,所述l型夹板包含活动设置于所述钳头托槽中的x轴向夹臂、垂直连接在所述x轴向夹臂上的y轴向导向臂,所述支撑座顶部设置有与所述钳头托槽连通的y轴向导向槽,所述y轴向导向臂活动设置于所述y轴向导向槽上,所述u型件包含两个对称设置的臂体、连接在两所述臂体之间的连接臂,所述支撑座一端面和所述y轴向导向槽之间贯通设置有第一x轴向导向槽,所述y轴向导向臂一端的底部贯通设置有与所述臂体匹配的避位槽,所述臂体活动设置于所述第一x轴向导向槽、避位槽上,所述臂体上贯穿设置有斜向条形导向槽,所述避位槽顶壁设置有与所述斜向条形导向槽匹配的导向柱,所述导向柱活动设置于所述斜向条形导向槽上。
5.根据权利要求4所述的一种虎钳工装治具,其特征在于,所述y轴向导向臂两侧壁延伸设置有限位部,所述y轴向导向槽两侧壁延伸设置有与所述限位部匹配的限位槽,所述限位部活动设置于所述限位槽上。
6.根据权利要求4所述的一种虎钳工装治具,其特征在于,所述支撑座上设置有钳嘴定位组件,所述钳嘴定位组件包含x轴向导向杆、活动设置于所述x轴向导向杆上的定位套、固定连接在所述定位套顶部的限位块,所述支撑座两端面之间贯穿设置有插孔,所述x轴向导向杆插装在所述插孔中,所述钳头托槽底部贯穿设置有与插孔连通的第二x轴向导向槽,所述定位套活动设置于所述第二x轴向导向槽上。
7.根据权利要求2所述的一种虎钳工装治具,其特征在于,所述第一垫板底部两侧对称设置有第一螺孔,所述底板上并列设置有两个与所述第一螺孔对应设置的x轴向条形孔,所述x轴向条形孔和所述第一螺孔之间通过螺栓连接,所述第一垫板底部沿x轴方向设置有x轴向导向部,所述底板顶部设置有与所述x轴向导向部匹配的第三x轴向导向槽,所述x轴向导向部活动设置于所述第三x轴向导向槽上。
8.根据权利要求3所述的一种虎钳工装治具,其特征在于,所述龙门支撑块底部固定连接有x轴向导向板,所述压板内侧壁设置有与所述x轴向导向板匹配的第四x轴向导向槽,所述x轴向导向板活动设置于所述第四x轴向导向槽上,所述龙门支撑块两侧均固定连接有横梁,所述横梁两端均设置有邻接于所述压板外侧壁的纵向连接板,所述纵向连接板上贯穿设置有第二螺孔,所述第二螺孔上连接有抵接在所述压板外侧壁上的螺栓。
技术总结
本技术提供的一种虎钳工装治具,包含底板,底板上设置有钳尾定位机构、纵向定位机构、横向定位机构,可以通过钳尾定位机构对虎钳的两个钳柄进行定位,通过纵向定位机构对虎钳的钳头进行纵向定位,通过横向定位机构对虎钳的钳头进行横向定位,可以在机台对一个虎钳加工过程中将另一个虎钳装夹在本工装治具上,在机台中的虎钳加工完成后直接将装好虎钳的工装治具直接固定在机台上,可以节省装夹时间,有效地提高了装夹效率,提高加工效率,对虎钳具有良好的固定效果,提高加工精度。
技术研发人员:汤璐,于福军
受保护的技术使用者:深圳市永霖科技有限公司
技术研发日:20230802
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!