一种钢轨焊缝打磨装置的制作方法
本技术涉及一种打磨装置,具体地说是一种钢轨焊缝打磨装置。
背景技术:
1、钢厂生产的钢轨标准长度为25米或100米,标准长度的钢轨运输至钢轨焊接基地后,将钢轨焊接连成500米长的无缝钢轨,再运输到铁路线上进行铺设,铁路线现场铺设时再用专用设备将500米长钢轨依次焊接连成全线无缝钢轨,钢轨任何位置都不存在机械连接的狭缝,列车运行时非常平稳。钢轨在焊轨基地焊接时,每两根钢轨焊接处形成焊缝,焊缝厚度高于钢轨表面形成凸出于钢轨表面的焊瘤,焊瘤必须打磨掉,形成平滑的焊缝,使焊缝及焊缝左右钢轨都平顺过度,平顺过度也须达到行业技术标准要求才能形成合格的焊缝,才能使列车运行平稳、运行安全。
2、目前钢轨焊缝打磨通常是人力推动仿形砂轮机进行打磨,然后利用靠尺和塞尺来实现对轨道平直度的检测,其所用打磨装置普遍体积较大,不方便携带,且集成度不高,打磨效率及质量不高。
3、另外,目前的打磨装置,往往只能从上往下的角度打磨,角度有限,对于底部的打磨,又需要另外一个工序来处理,需要对钢轨进行转移处理,不利于效率的提升。
技术实现思路
1、为了解决上述的技术问题,本实用新型提供了一种钢轨焊缝打磨装置。
2、为了解决上述技术问题,本实用新型采取以下技术方案:
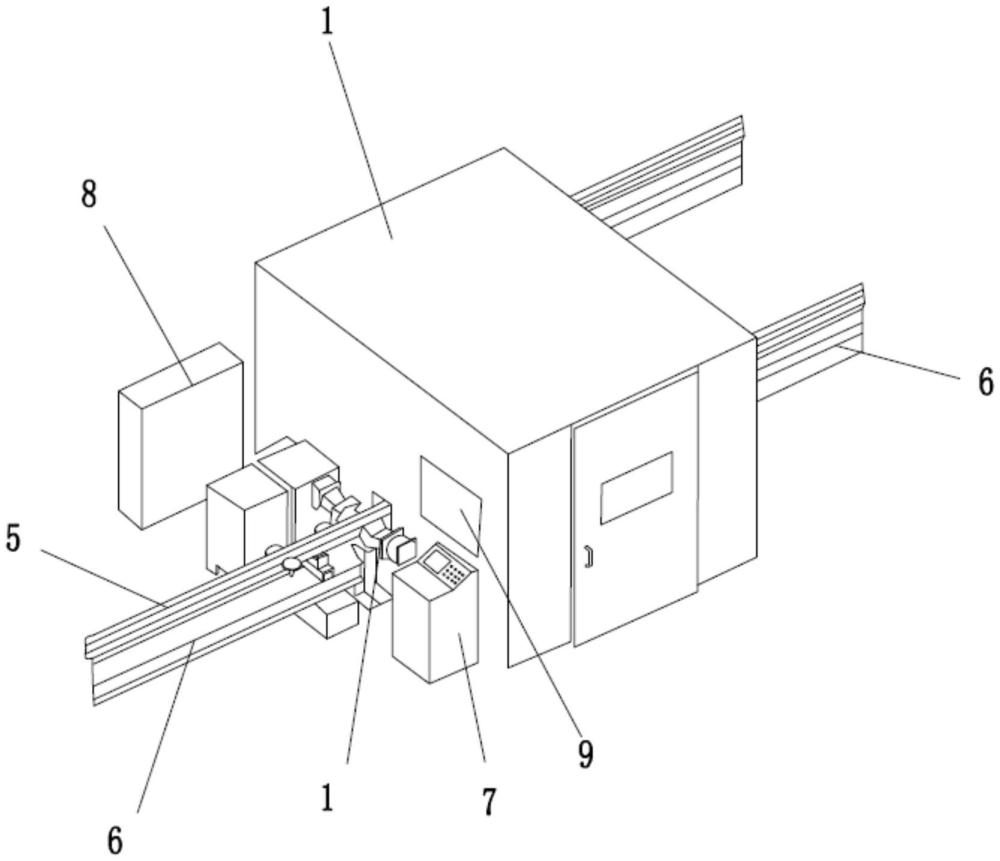
3、一种钢轨焊缝打磨装置,包括打磨车间,所述打磨车间内设有打磨区,打磨区两侧分别设置一台机械手,机械手上装设有打磨器件,打磨区内设有底部打磨机构,待打磨的钢轨从两台机械手之间输送且位于底部打磨机构上方,所述打磨车间与输送机构连接,打磨车间外设有控制端,底部打磨机构、机械手分别与控制端通讯连接,打磨车间外设有电控箱,电控箱与控制端连接,电控箱和控制端位于打磨车间的不同侧。
4、作为进一步地改进,所述输送机构上设有定位导正机构。
5、所述定位导正机构包括定位座和导正件,定位座内设有供钢轨穿过的通道,定位座的上部设有上锁止缸,定位座的左侧设有左锁止气缸,定位座的右侧设有右锁止气缸,上锁止气缸、左锁止气缸和右锁止气缸的驱动轴均伸入定位座的通道内,导正件与定位座连接,钢轨从定位座出来后进入导正件中。
6、作为进一步地改进,所述导正件包括导正架,导正架内设有上导正轮和侧导正轮,上导正轮从上往下抵顶接触钢轨,侧导正轮从侧面抵顶接触钢轨,导正架与定位座连接。
7、作为进一步地改进,所述底部打磨机构包括x轴移动模组、y轴移动模组、x轴移动模组和打磨电机,打磨电机的输出轴上装接有打磨头,y轴移动模组装在z轴移动模组的驱动端,x轴移动模组装在y轴移动模组的驱动端,z轴移动模组固定装在打磨车间内。
8、作为进一步地改进,所述打磨电机一侧设有z轴位移传感器,x轴移动模组底面装有压力传感器,z轴位移传感器与压力传感器均与控制端通讯连接。
9、作为进一步地改进,所述打磨车间内位于打磨区设有粉尘收集罩,打磨车间外设有粉尘收集器,粉尘收集罩通过管路与粉尘收集器连接,底部打磨机构位于粉尘收集罩上。
10、作为进一步地改进,所述打磨车间内设有磨头工装库,该磨头工装库内存储有若干不同类型的打磨头,打磨车间一侧对应磨头工装库位置设有门板,该门板与打磨车间铰接安装。
11、作为进一步地改进,所述打磨车间的侧壁设有至少一个观察窗。
12、作为进一步地改进,所述机械手上设有磨头损耗检测器件及磨削量检测器。
13、与现有技术相比,本实用新型具有以下有益的技术效果:
14、1、将控制端与电控箱分隔开设置,位于打磨车间两侧,确保强电和弱电分离,能有效防止强弱电之间的相互渗透干扰,保证设备电控部分的安全性和稳定性;
15、2、采用两台机械手从两侧对钢轨进行打磨,再配合底部打磨机构从底部进行打磨,实现三个不同方向的打磨,可对轨头、工作边、非工作边、轨下颚、轨腰、轨底角、轨底角上表面、轨底角边缘、轨底进行全断面的打磨,提高打磨质量,确保钢轨的各个部位都得到有效的打磨处理,提升效率;
16、3、设置独立的磨头工装库,不需要进入到机械手工作区就可以实现打磨头的更换,安全性高,方便快捷;
17、4、通过设置定位导正机构,可以使钢轨在输送过程中的准确性,保证测量和打磨过程中,钢轨位置一致,避免打磨偏差。
技术特征:
1.一种钢轨焊缝打磨装置,包括打磨车间,其特征在于,所述打磨车间内设有打磨区,打磨区两侧分别设置一台机械手,机械手上装设有打磨器件,打磨区内设有底部打磨机构,待打磨的钢轨从两台机械手之间输送且位于底部打磨机构上方,所述打磨车间与输送机构连接,打磨车间外设有控制端,底部打磨机构、机械手分别与控制端通讯连接,打磨车间外设有电控箱,电控箱与控制端连接,电控箱和控制端位于打磨车间的不同侧。
2.根据权利要求1所述的钢轨焊缝打磨装置,其特征在于,所述输送机构上设有定位导正机构。
3.根据权利要求2所述的钢轨焊缝打磨装置,其特征在于,所述定位导正机构包括定位座和导正件,定位座内设有供钢轨穿过的通道,定位座的上部设有上锁止缸,定位座的左侧设有左锁止气缸,定位座的右侧设有右锁止气缸,上锁止气缸、左锁止气缸和右锁止气缸的驱动轴均伸入定位座的通道内,导正件与定位座连接,钢轨从定位座出来后进入导正件中。
4.根据权利要求3所述的钢轨焊缝打磨装置,其特征在于,所述导正件包括导正架,导正架内设有上导正轮和侧导正轮,上导正轮从上往下抵顶接触钢轨,侧导正轮从侧面抵顶接触钢轨,导正架与定位座连接。
5.根据权利要求1所述的钢轨焊缝打磨装置,其特征在于,所述底部打磨机构包括x轴移动模组、y轴移动模组、x轴移动模组和打磨电机,打磨电机的输出轴上装接有打磨头,y轴移动模组装在z轴移动模组的驱动端,x轴移动模组装在y轴移动模组的驱动端,z轴移动模组固定装在打磨车间内。
6.根据权利要求5所述的钢轨焊缝打磨装置,其特征在于,所述打磨电机一侧设有z轴位移传感器,x轴移动模组底面装有压力传感器,z轴位移传感器与压力传感器均与控制端通讯连接。
7.根据权利要求1所述的钢轨焊缝打磨装置,其特征在于,所述打磨车间内位于打磨区设有粉尘收集罩,打磨车间外设有粉尘收集器,粉尘收集罩通过管路与粉尘收集器连接,底部打磨机构位于粉尘收集罩上。
8.根据权利要求1所述的钢轨焊缝打磨装置,其特征在于,所述打磨车间内设有磨头工装库,该磨头工装库内存储有若干不同类型的打磨头,打磨车间一侧对应磨头工装库位置设有门板,该门板与打磨车间铰接安装。
9.根据权利要求1所述的钢轨焊缝打磨装置,其特征在于,所述打磨车间的侧壁设有至少一个观察窗。
10.根据权利要求1所述的钢轨焊缝打磨装置,其特征在于,所述机械手上设有磨头损耗检测器件及磨削量检测器。
技术总结
本技术公开了一种钢轨焊缝打磨装置,包括打磨车间,所述打磨车间内设有打磨区,打磨区两侧分别设置一台机械手,机械手上装设有打磨器件,打磨区内设有底部打磨机构,待打磨的钢轨从两台机械手之间输送且位于底部打磨机构上方,所述打磨车间与输送机构连接,打磨车间外设有控制端,底部打磨机构、机械手分别与控制端通讯连接,所述输送机构上设有定位导正机构。本技术可实现钢轨全断面的打磨,安全性高,便于更换磨头,提升对钢轨的打磨质量和打磨效率,确保钢轨的品质,提升可靠性。
技术研发人员:袁泰北,石复元,杨德明,钟梦实,李成,邹良甫,田先艾,胡翔,石光磊,谢先文,冯伟
受保护的技术使用者:中国铁路广州局集团有限公司广州工务大修段
技术研发日:20230803
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!