一种稀土磁钢加工两用磨床的制作方法
本技术属于磁钢加工,特别涉及一种稀土磁钢加工两用磨床。
背景技术:
1、由于烧结稀土磁钢很硬很脆,要获得理想形状和尺寸的稀土磁钢产品,目前普遍采用内圆切片、多线切片、磨削加工及电火花线切割加工等方法来实现。
2、常见的方形和圆柱形磁钢可以通过切片和磨削加工获得,而异形磁钢(瓦形、扇形等)的加工通常需要电火花线切割来实现。电火花线切割加工时间长,产品长时间承受冷却液侵蚀,稀土磁钢容易生锈,极易报废。也有生产厂家采用手摇平面磨床来加工异形磁钢,但是效率不高,一次只能手动更换一件产品加工,对于大批量生产不现实。
3、中国专利cn108161727b公开了一种磁钢加工磨床,包括底座,还包括卡接于所述底座的上端的主安装板、载物架、升降架、通过螺纹旋接于所述升降架的上部的导向梁、可以滑动的套设于所述导向梁上的移动机箱、电机、磨削部件;所述载物架包括下磨削盘、第一安装杆、第一伸缩杆、第一旋接头、沿着所述第一旋接头的径向通过螺纹旋接于所述第一旋接头的上部的第二安装杆、通过螺纹旋接于所述第二安装杆的上部的顶紧块、第三安装杆、下旋接筒、第四安装杆、上旋接筒、第五安装杆、弯杆和卡接于所述弯杆的下端的压紧件;此磁钢加工磨床的载物架可以对被加工的磁钢与打磨刀具固定牢固,但其需要采用电火花线进行切割。
4、中国专利cn215988420u公开了一种钕铁硼磁钢加工模具,所述工作台的顶部固接有液压推杆,液压推杆的输出端贯穿工作台的顶部并固接有模座,模座下表面的边缘处固接有伸缩柱,且伸缩柱表面套接有减震弹簧,伸缩柱的下表面与工作台相固接。通过限位框、工作台和模座等装置的设置,工作人员启动电机,电机的输出端通过传动杆带动传动轮和辅助轮转动,并通过与卡柱和弧形限位板的配合使得推板做椭圆形运动,间歇性的将加工材料送入工作台内进行冲孔,从而能够自动对加工材料进行送料;此加工模具能实现高效送料的目的,但其仍然采用的是切刀切片加工的方式,无法高效处理异形磁钢。
技术实现思路
1、本实用新型所要解决的技术问题是提供一种稀土磁钢加工两用磨床,使一台机床具有两种加工方式,满足不同加工需求,便利高效,同时实现磁钢的异型加工。
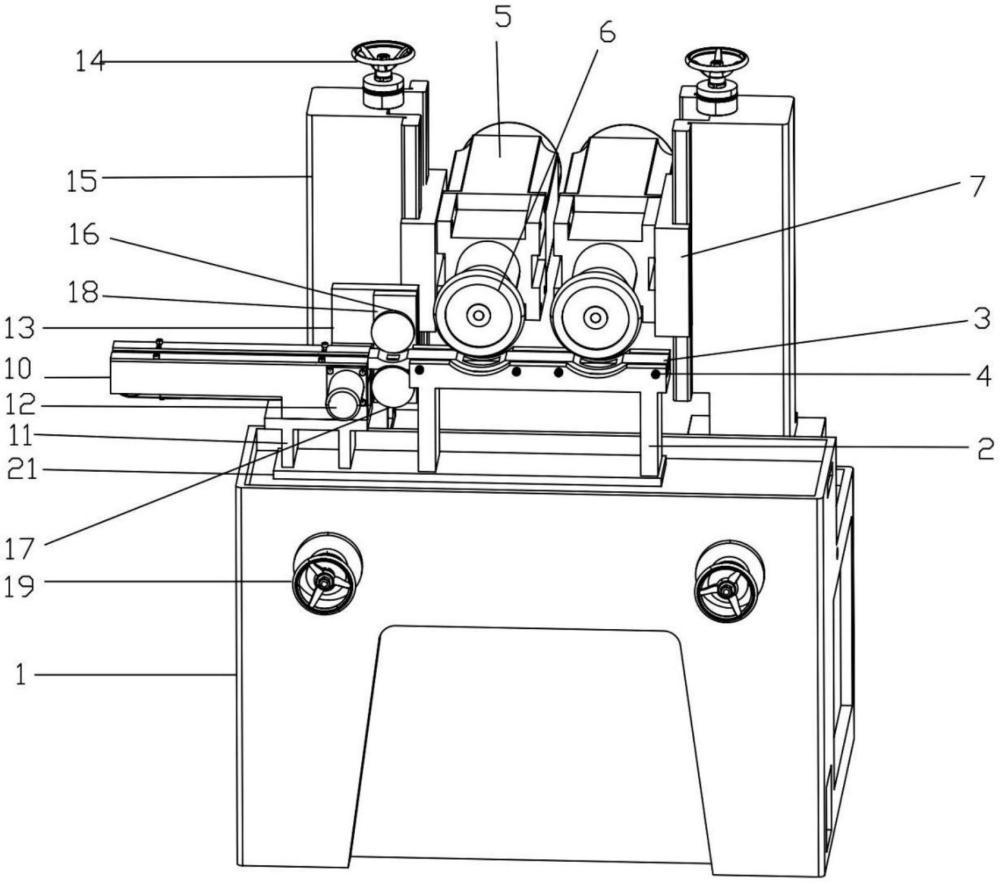
2、本实用新型提供了一种稀土磁钢加工两用磨床,包括具有工作台的机座,所述机座工作台设有可拆卸更换的夹具装置,所述夹具装置的左侧设有送料装置,所述夹具装置的后方设有磨削装置;
3、所述夹具装置包括工装夹具固定基座、夹具、夹具锁紧螺杆,所述夹具设于工装夹具固定基座平面内部,所述夹具通过夹具锁紧螺杆与工装夹具固定基座连接,所述夹具左侧设有上下两个凹槽,所述夹具与工装夹具固定基座相应位置设有两个凹槽;
4、所述磨削装置包括一对相互对称设置的上下进给机构、动力磨头、金刚砂轮、侧滑块、下滑块、下滑接板,金刚砂轮通过转动轴与动力磨头连接,动力磨头固定安装在侧滑块上,侧滑块与上下进给机构滑动连接,上下进给机构底部与下滑块固定连接,下滑接板底部与机座固定连接,下滑块与下滑接板滑动连接。通过金刚砂轮将砂轮圆弧面切线方向做成瓦形、扇形或其他形状,从而实现磁钢的异形加工,金刚砂轮磨削同样需要冷却液实时进行冷却,但加工时间只有几秒钟,解决了电火花线切割加工时间长、产品长时间承受冷却液侵蚀、稀土磁钢容易生锈、极易产生报废等问题。
5、所述送料装置包括传送带送料机构、传送带固定基座、齿轮送料机构、变频调速电机、固定板,所述传送带送料机构底部与传送带固定基座固定连接,所述变频调速电机位于传送带送料机构下方,所述变频调速电机与齿轮送料机构固定安装在固定板上,所述齿轮送料机构位于变频调速电机右侧,固定板位于传送带送料机构后方。
6、优选地,所述上下进给机构包括带有刻度的上下进给驱动齿轮、上下进给驱动杆、侧面带有滑轨的上下进给基座,上下进给驱动齿轮与上下进给驱动杆固定连接,侧滑块与上下进给驱动杆固定连接,侧滑块与上下进给基座滑动连接,下滑块与上下进给基座固定连接。通过带有刻度的上下进给驱动齿轮对上下进给驱动杆的控制,实现工作轨迹上下的精准调控,能精确的进行加工进给,操作方便,提高工作效率。
7、优选地,齿轮送料机构包括上压料轮、下压料轮、连接板,上压料轮与下压料轮固定安装在连接板上,连接板固定安装在固定板上;所述上压料轮位于夹具左侧上凹槽上方,所述下压料轮位于夹具左侧下凹槽下方,此设置是为了使磁钢在进入夹具之后,能通过齿轮送料机构的持续前进。
8、优选地,所述机座正面具有两个对称设置的前后进给机构,所述前后进给机构包括带有刻度的前后进给驱动齿轮、前后进给驱动杆,前后进给驱动齿轮与前后进给驱动杆固定连接,所述前后驱动杆与下滑块固定连接。通过带有刻度的前后进给驱动齿轮对前后进给驱动杆的控制,实现工作轨迹前后的精准调控,能精确的进行加工进给,操作方便,提高工作效率。
9、优选地,机床上方包括基座定位板,所述传送带固定基座底部与基座定位板固定连接,所述工装夹具固定基座底部与基座定位板固定连接。
10、优选地,所述夹具左侧延伸至与传送带送料机构连接,从而使传送带送料机构将磁钢送至夹具内,使夹具内磁钢不会发生停滞现象,实现连续送料。
11、优选地,所述夹具装置中夹具与工装夹具固定基座相应位置具有两个凹槽,两个所述金刚砂轮设于工装夹具固定基座凹槽上方,从而实现上方一个面的加工需求。
12、优选地,所述夹具装置中夹具与工装夹具固定基座相应位置具有上方凹槽和下方凹槽,一个所述金刚砂轮置于所述工装夹具固定基座上方凹槽上方,一个所述金刚砂轮设于工装夹具固定基座下方凹槽下方,从而实现上下两个面加工的需求。
13、本实用新型具有以下技术效果:
14、1、通过设置可拆卸更换的夹具装置,仅需将夹具装置更换,使一台机床具有两种加工方式,满足不同加工需求,便利高效;
15、2、通过金刚砂轮将砂轮圆弧面切线方向做成瓦形、扇形或其他形状,从而实现磁钢的异形加工,采用金刚砂轮磨削使产品不易生锈、报废;
16、3、通过上下进给机构与前后进给机构实现工作轨迹的精准调控,使上下、前后都能精确的进行加工进给,操作方便,提高工作效率;
17、4、通过传送带送料机构与齿轮送料机构实现自动连续送料,减少人工成本。
技术特征:
1.一种稀土磁钢加工两用磨床,包括具有工作台的机座,其特征在于,所述机座工作台上设有可拆卸更换的夹具装置,所述夹具装置左侧设有送料装置,所述夹具装置后方设有磨削装置;
2.根据权利要求1所述的一种稀土磁钢加工两用磨床,其特征在于:所述上下进给机构包括带有刻度的上下进给驱动齿轮、上下进给驱动杆、侧面带有滑轨的上下进给基座,上下进给驱动齿轮与上下进给驱动杆固定连接,侧滑块与上下进给驱动杆固定连接,侧滑块与上下进给基座滑动连接,下滑块与上下进给基座固定连接。
3.根据权利要求1所述的一种稀土磁钢加工两用磨床,其特征在于:齿轮送料机构包括上压料轮、下压料轮、连接板,上压料轮与下压料轮固定安装在连接板上,连接板固定安装在固定板上;所述上压料轮位于夹具左侧上凹槽上方,所述下压料轮位于夹具左侧下凹槽下方。
4.根据权利要求1所述的一种稀土磁钢加工两用磨床,其特征在于:所述机座正面具有两个对称设置的前后进给机构,所述前后进给机构包括带有刻度的前后进给驱动齿轮、前后进给驱动杆,前后进给驱动齿轮与前后进给驱动杆固定连接,所述前后进给驱动杆与下滑块固定连接。
5.根据权利要求1所述的一种稀土磁钢加工两用磨床,其特征在于:机床上方包括基座定位板,所述传送带固定基座底部与基座定位板固定连接,所述工装夹具固定基座底部与基座定位板固定连接。
6.根据权利要求1所述的一种稀土磁钢加工两用磨床,其特征在于:所述夹具左侧延伸至与传送带送料机构连接。
7.根据权利要求1所述的一种稀土磁钢加工两用磨床,其特征在于:所述夹具装置中夹具与工装夹具固定基座相应位置上方具有两个凹槽,两个所述金刚砂轮设于工装夹具固定基座凹槽上方。
8.根据权利要求1所述的一种稀土磁钢加工两用磨床,其特征在于:所述夹具装置中夹具与工装夹具固定基座相应位置具有上方凹槽和下方凹槽,一个所述金刚砂轮置于所述工装夹具固定基座上方凹槽上方,一个所述金刚砂轮设于工装夹具固定基座下方凹槽下方。
技术总结
本技术涉及一种稀土磁钢加工两用磨床,包括具有工作台的机座,所述机座工作台上设有可拆卸更换的夹具装置,所述夹具装置的左侧设有送料装置,所述夹具装置的后方设有磨削装置。本技术通过设置可拆卸更换的夹具装置,仅需将夹具装置更换,使一台机床具有两种加工方式,满足不同加工需求,便利高效;通过磨削装置中金刚砂轮将砂轮圆弧面切线方向做成瓦形、扇形或其他形状,从而实现磁钢的异形加工,采用金刚砂轮磨削使产品不易生锈、报废;通过上下进给机构与前后进给机构实现工作轨迹的精准调控,使上下、前后都能精确的进行加工进给,操作方便,提高工作效率;通过送料装置中传送带送料机构与齿轮送料机构实现自动连续送料,减少人工成本。
技术研发人员:余永斌,张建聪
受保护的技术使用者:创胜磁业(杭州)有限公司
技术研发日:20230830
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!