一种轧机衬板的加工方法与流程
本申请属于轧机,具体涉及一种轧机衬板的加工方法。
背景技术:
1、在轧机中,轧机衬板设置在轧机机架与轧辊轴承座之间,以起到导向的作用。轧机衬板在工作过程中会经受轴承座滑动副的滑动摩擦、来自轧制过程中的巨大冲击力以及来自高压喷水的腐蚀和气蚀影响,而轧机衬板的表面硬度不足,会导致轧机衬板的表面更容易出现磨损,从而降低轧机衬板的使用寿命。
技术实现思路
1、本申请旨在至少能够在一定程度上解决轧机衬板的表面硬度不足的技术问题。为此,本申请提供了一种轧机衬板的加工方法。
2、本申请的技术方案为:
3、本申请提供了一种轧机衬板的加工方法,包括:
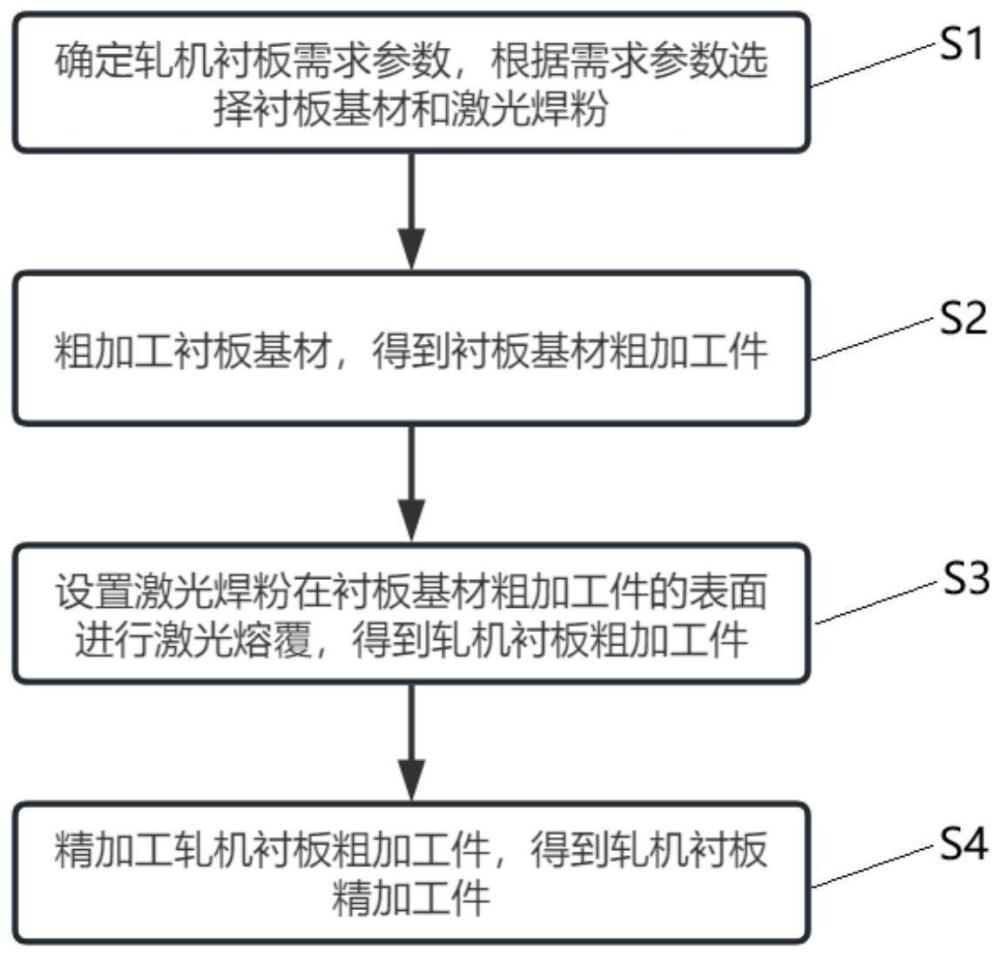
4、确定轧机衬板需求参数,根据所述需求参数选择衬板基材和激光焊粉;
5、粗加工所述衬板基材,得到衬板基材粗加工件;
6、设置所述激光焊粉在所述衬板基材粗加工件的表面进行激光熔覆,得到轧机衬板粗加工件;
7、精加工所述轧机衬板粗加工件,得到轧机衬板精加工件。
8、在一些实施方式中,所述衬板基材的表面硬度为hb214~255。
9、在一些实施方式中,所述激光焊粉在激光熔覆后的表面硬度为hrc50~53。
10、在一些实施方式中,所述衬板基材的长宽留量均为8mm~10mm,所述衬板基材的厚度留量为4mm~5mm;
11、所述衬板基材粗加工件的厚度留量为1.5mm~2mm。
12、在一些实施方式中,所述设置所述激光焊粉在所述衬板基材粗加工件的表面进行激光熔覆,得到轧机衬板粗加工件,包括:
13、对所述衬板基材粗加工件的工作表面进行分区,并采用交叉区域熔覆焊接的方式。
14、在一些实施方式中,所述设置所述激光焊粉在所述衬板基材粗加工件的表面进行激光熔覆,得到轧机衬板粗加工件,还包括:
15、在完成激光熔覆后,进行退火处理;
16、所述退火处理的参数为:
17、温升速度95℃/h~100℃/h,升至495℃~500℃保温4小时~4,5小时,随炉冷却至低于300℃,开炉门空冷至室温出炉。
18、在一些实施方式中,所述设置所述激光焊粉在所述衬板基材粗加工件的表面进行激光熔覆,得到轧机衬板粗加工件,还包括:
19、对完成所述退火处理的轧机衬板粗加工件进行矫平,使所述轧机衬板粗加工件的未焊接面的平面度<0.3mm。
20、在一些实施方式中,所述激光熔覆的参数为:窄光斑4.3mm~4.5mm,焊接速度18mm/s~20mm/s,步进1.6m~1.8m,送粉量2r/min~2.1r/min,功率2800w~3000w。
21、在一些实施方式中,所述精加工所述轧机衬板粗加工件,得到轧机衬板精加工件,包括:
22、在所述轧机衬板粗加工件开设加工孔,以通过将螺栓穿设在所述加工孔固定于胎具。
23、在一些实施方式中,所述精加工所述轧机衬板粗加工件,得到轧机衬板精加工件,还包括:
24、对所述轧机衬板精加工件的加工孔进行扩孔,得到安装孔。
25、本申请实施例至少具有如下有益效果:
26、本申请所提出的一种轧机衬板的加工方法,以通过对衬板基材进行加工,使衬板基材的表面满足激光熔覆的需求,从而在衬板基材的表面激光熔覆激光焊粉,然后再对完成激光熔覆的轧机衬板进行精加工,以此并满足轧机衬板的需求参数,使轧机衬板具有一定的表面硬度,增加轧机衬板的使用寿命。
技术特征:
1.一种轧机衬板的加工方法,其特征在于,包括:
2.根据权利要求1所述的轧机衬板的加工方法,其特征在于,所述衬板基材的表面硬度为hb214~255。
3.根据权利要求2所述的轧机衬板的加工方法,其特征在于,所述激光焊粉在激光熔覆后的表面硬度为hrc50~53。
4.根据权利要求1所述的轧机衬板的加工方法,其特征在于,所述衬板基材的长宽留量均为8mm~10mm,所述衬板基材的厚度留量为4mm~5mm;
5.根据权利要求1所述的轧机衬板的加工方法,其特征在于,所述设置所述激光焊粉在所述衬板基材粗加工件的表面进行激光熔覆,得到轧机衬板粗加工件,包括:
6.根据权利要求5所述的轧机衬板的加工方法,其特征在于,所述设置所述激光焊粉在所述衬板基材粗加工件的表面进行激光熔覆,得到轧机衬板粗加工件,还包括:
7.根据权利要求6所述的轧机衬板的加工方法,其特征在于,所述设置所述激光焊粉在所述衬板基材粗加工件的表面进行激光熔覆,得到轧机衬板粗加工件,还包括:
8.根据权利要求1所述的轧机衬板的加工方法,其特征在于,所述激光熔覆的参数为:窄光斑4.3mm~4.5mm,焊接速度18mm/s~20mm/s,步进1.6m~1.8m,送粉量2r/min~2.1r/min,功率2800w~3000w。
9.根据权利要求1-8任一项所述的轧机衬板的加工方法,其特征在于,所述精加工所述轧机衬板粗加工件,得到轧机衬板精加工件,包括:
10.根据权利要求9所述的轧机衬板的加工方法,其特征在于,所述精加工所述轧机衬板粗加工件,得到轧机衬板精加工件,还包括:
技术总结
本申请公开了一种轧机衬板的加工方法。该加工方法包括:确定轧机衬板需求参数,根据需求参数选择衬板基材和激光焊粉;粗加工衬板基材,得到衬板基材粗加工件;设置激光焊粉在衬板基材粗加工件的表面进行激光熔覆,得到轧机衬板粗加工件;精加工轧机衬板粗加工件,得到轧机衬板精加工件。本申请通过激光熔覆的方式使轧机衬板满足需求参数,使衬板衬板具有一定的表面硬度,增加使用寿命。
技术研发人员:闫超,吕艳春,陶华实
受保护的技术使用者:北京首钢机电有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!