一种焊丝冷接后的飞边去除打磨装置的制作方法
本发明涉及焊丝生产辅助设备,具体涉及一种焊丝冷接后的飞边去除打磨装置。
背景技术:
1、在焊丝生产过程中,需要将前一段焊丝的尾部与另一段焊丝的头部连接处理,以确保焊丝的连续性。该连接操作采用冷焊机实现,能够省去了磨尖、穿模、绕丝等重复性动作,生产效率大幅提升,人工成本大幅降低。
2、但两段焊丝在冷焊机冷接后,两者相连处会因挤压产生飞边,飞边的去除需要通过员工通过刀片手动切除,飞边手动切除后还需通过人工打磨多余的飞边,整体效率低下。
3、为此,我们提出一种焊丝冷接后的飞边去除打磨装置。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种焊丝冷接后的飞边去除打磨装置,克服了现有技术的不足,设计合理,使用方便,解决了现有焊丝冷接后采用人工切除飞边、打磨飞边存在整体效率低下的技术问题。
3、(二)技术方案
4、为实现以上目的,本发明通过以下技术方案予以实现:
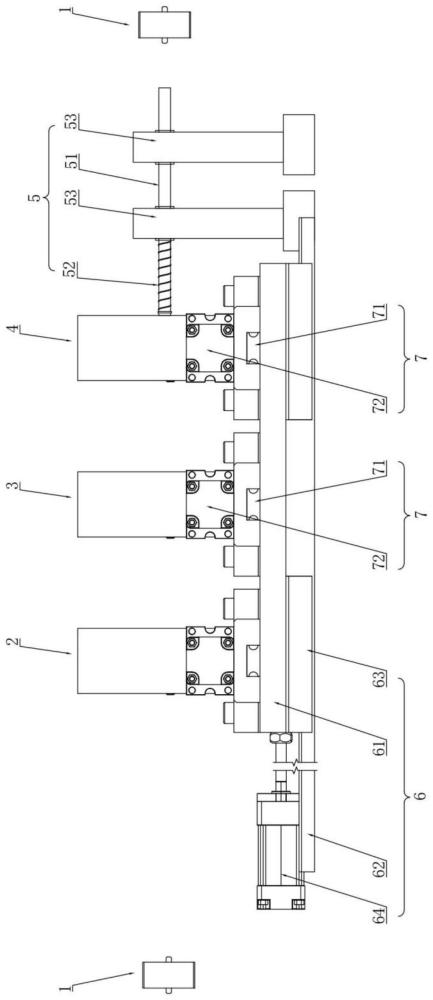
5、一种焊丝冷接后的飞边去除打磨装置,其特征在于:包括一对夹持机构,设置于一对夹持机构之间并且顺次排布的的飞边去除机构、定径打磨机构和变径打磨机构,弹性顶紧机构,以及第一直线驱动机构;
6、所述夹持机构用于夹持焊丝并使焊丝保持拉直状态;
7、所述飞边去除机构包括第一模具,所述第一模具开设有前后贯穿的第一模孔,所述第一模孔的前端部形成有环形的刀口,所述刀口用于切除飞边;
8、所述定径打磨机构包括第二模具,所述第二模具开设有前后贯穿的第二模孔,所述第二模孔内固定有打磨砂纸;
9、所述变径打磨机构包括第三模具,所述第三模具内设有2n瓣能够开合的模芯块,n为大于等于2的整数,当各个模芯块聚拢拼合后形成前后贯穿的第三模孔,第三模孔内固定有打磨砂纸;
10、所述弹性顶紧机构用于向前顶紧各个模芯块以阻止各个模芯块聚拢拼合,当所述变径打磨机构向前平移至克服或者脱离弹性顶紧机构的作用,各个模芯块聚拢拼合;
11、所述第一直线驱动机构能够带动飞边去除机构、定径打磨机构和变径打磨机构沿前后方向平移。
12、进一步的,所述第一模具包括第一左半模和第一右半模,所述第一左半模和第一右半模均包括第一模座和第一模芯,所述第一模芯通过螺栓可拆卸地安装于第一模座的第一装配槽内,所述第一模芯的内侧开设有前后贯穿的半圆槽,所述第一模具合模后,两半圆槽拼合形成供焊丝穿过的第一模孔。
13、更进一步的,所述第一模芯、第一装配槽均为凸字形,所述第一模芯的后端向外延伸形成有限位凸缘,所述第一模座的后端向内延伸形成有限位凹槽,所述限位凸缘卡入限位凹槽内。
14、更进一步的,所述第一右半模由第二气缸驱动并滑动安装于沿左右方向延伸的第二导轨上,所述第一左半模、第二气缸和第二导轨固定安装于基板上,所述基板由第一气缸驱动并通过两侧固定的第一滑块滑动安装于沿前后方向延伸的第一导轨上,所述第一气缸、所述第一导轨固定安装于工作台上。
15、进一步的,所述夹持机构包括左夹块、右夹块,所述左夹块的右端面可拆卸地安装有基准板,所述基准板上开设有沿前后方向贯穿的半圆形基准槽,所述半圆形基准槽与第一模具的第一模孔同轴设置,所述右夹块的左端面安装有硅胶垫。
16、更进一步的,所述右夹块的内侧开设有开口朝左设置的滑槽,所述滑槽内滑动安装有压紧板以及固定安装有一对等高螺栓,一对所述等高螺栓贯穿所述压紧板并与压紧板导向配合,一对所述等高螺栓上套设有弹簧,所述弹簧的两端分别抵靠压紧板和滑槽的底壁,所述压紧板的左端面安装有硅胶垫。
17、优选的,所述压紧板的前后两侧分别向外延伸形成有拨片部。
18、进一步的,所述第三模具包括第三左半模和第三右半模,所述第三左半模和第三右半模均包括第三模座和第三模芯,所述第三模芯包括模芯壳、一对模芯块、与各个模型块配套的第一模内弹簧、导杆组件,所述模芯壳通过螺栓可拆卸地安装于第三模座的第三装配槽内,所述模芯壳的腔体后端设有一体形成的后端盖、其腔体前端可拆卸地安装有前端盖,所述腔体包括前端的圆柱形型腔和后端的锥形型腔,所述模芯块的径向外侧设有锥形外轮廓面、其径向内侧设有弧形打磨型面、其位于锥形外轮廓面和弧形打磨型面之间的区域设有前后贯穿的腰形穿孔,所述导杆组件包括导杆主体、导杆活动件和一对第二模内弹簧,所述导杆主体与腔体轴线平行设置并且其两端分别支撑于前端盖、后端盖,所述导杆活动件两端通过一对第二模内弹簧与导杆主体弹性连接,所述导杆主体和导杆活动件均贯穿模芯块的腰形穿孔和第一模内弹簧,所述第一模内弹簧的两端分别抵靠模芯块和前端盖并且能够将模芯块向锥形型腔内推动,使得模芯块相互聚拢,所述第二模内弹簧能够将模芯块朝向腔体径向外侧推动。
19、更进一步的,所述前端盖设有台阶孔,所述台阶孔的内侧孔体为腰形孔、其外侧孔体为螺纹孔,所述导杆主体的端部自台阶孔的内侧孔体伸入至外侧孔体内,所述台阶孔的外侧孔体螺纹安装有堵头,所述堵头顶紧导杆主体。
20、更进一步的,所述导杆主体开设有能够收容导杆活动件的安装槽,所述安装槽的槽底设有一对导套,所述导套的内腔延伸至下部的导杆主体,所述导杆活动件的背面设有一对导柱,所述导柱活动插装于导套内,所述导套外套设有第二模内弹簧,所述第二模内弹簧的两端分别抵靠导杆活动件和导杆主体。
21、进一步的,所述弹性顶紧机构包括顶杆、支撑座和模外弹簧,所述顶杆为轴向两端开口的空心结构并且两端分别设置有前端环形凸缘和后端环形凸缘(未在图中示出),所述顶杆滑动支撑于支撑座上,后端环形凸缘用于防止顶杆从支撑座上脱出,前、后端环形凸缘分别位于支撑座的前后两侧,所述半圆形基准槽、第一模具的第一模孔、第二模具的第二模孔、第三模具的第三模孔和所述顶杆同轴设置,支撑座固定于工作台上,所述模外弹簧套设于顶杆上并且两端分别抵靠顶杆的前端环形凸缘和支撑座,当所述变径打磨机构未移动时,顶杆的前端是伸入至第三模孔内并且同步顶紧各个模芯块。
22、(三)有益效果
23、本发明提供了一种焊丝冷接后的飞边去除打磨装置,具备以下有益效果:
24、(1)焊丝一端由夹持机构夹紧固定后,焊丝主体穿过第一模具,然后由另一侧的夹持机构夹紧固定,使焊丝保持前后拉直状态,然后第一模具在第一气缸的作用下前后移动,刀口切除飞边,刀口角度、力度保持固定,能够避免切伤焊丝本体;
25、(2)第二模具和第三模具逐步打磨焊丝对接处剩余飞边,其中,第三模具的各个模芯块能够在聚拢拼合后打磨焊丝对接处剩余飞边,避免对非对接区域的过度打磨,影响焊丝尺寸、强度。
26、(3)飞边去除机构、定径打磨机构和变径打磨机构通过同一第一直线驱动机构驱动实现前后方向的平移,能够避免焊丝的反复装夹,确保精度,提高加工效率。
技术特征:
1.一种焊丝冷接后的飞边去除打磨装置,其特征在于:包括一对夹持机构,设置于一对夹持机构之间并且顺次排布的的飞边去除机构、定径打磨机构和变径打磨机构,弹性顶紧机构,以及第一直线驱动机构;
2.如权利要求1所述的一种焊丝冷接后的飞边去除打磨装置,其特征在于:所述第一模具包括第一左半模和第一右半模,所述第一左半模和第一右半模均包括第一模座和第一模芯,所述第一模芯通过螺栓可拆卸地安装于第一模座的第一装配槽内,所述第一模芯的内侧开设有前后贯穿的半圆槽,所述第一模具合模后,两半圆槽拼合形成供焊丝穿过的第一模孔。
3.如权利要求2所述的一种焊丝冷接后的飞边去除打磨装置,其特征在于:所述第一模芯、第一装配槽均为凸字形,所述第一模芯的后端向外延伸形成有限位凸缘,所述第一模座的后端向内延伸形成有限位凹槽,所述限位凸缘卡入限位凹槽内。
4.如权利要求1所述的一种焊丝冷接后的飞边去除打磨装置,其特征在于:所述夹持机构包括左夹块、右夹块,所述左夹块的右端面可拆卸地安装有基准板,所述基准板上开设有沿前后方向贯穿的半圆形基准槽,所述半圆形基准槽与第一模具的第一模孔同轴设置,所述右夹块的左端面安装有硅胶垫。
5.如权利要求4所述的一种焊丝冷接后的飞边去除打磨装置,其特征在于:所述右夹块的内侧开设有开口朝左设置的滑槽,所述滑槽内滑动安装有压紧板以及固定安装有一对等高螺栓,一对所述等高螺栓贯穿所述压紧板并与压紧板导向配合,一对所述等高螺栓上套设有弹簧,所述弹簧的两端分别抵靠压紧板和滑槽的底壁,所述压紧板的左端面安装有硅胶垫。
6.如权利要求5所述的一种焊丝冷接后的飞边去除打磨装置,其特征在于:所述压紧板的前后两侧分别向外延伸形成有拨片部。
7.如权利要求4所述的一种焊丝冷接后的飞边去除打磨装置,其特征在于:所述第三模具包括第三左半模和第三右半模,所述第三左半模和第三右半模均包括第三模座和第三模芯,所述第三模芯包括模芯壳、一对模芯块、与各个模型块配套的第一模内弹簧、导杆组件,所述模芯壳通过螺栓可拆卸地安装于第三模座的第三装配槽内,所述模芯壳的腔体后端设有一体形成的后端盖、其腔体前端可拆卸地安装有前端盖,所述腔体包括前端的圆柱形型腔和后端的锥形型腔,所述模芯块的径向外侧设有锥形外轮廓面、其径向内侧设有弧形打磨型面、其位于锥形外轮廓面和弧形打磨型面之间的区域设有前后贯穿的腰形穿孔,所述导杆组件包括导杆主体、导杆活动件和一对第二模内弹簧,所述导杆主体与腔体轴线平行设置并且其两端分别支撑于前端盖、后端盖,所述导杆活动件两端通过一对第二模内弹簧与导杆主体弹性连接,所述导杆主体和导杆活动件均贯穿模芯块的腰形穿孔和第一模内弹簧,所述第一模内弹簧的两端分别抵靠模芯块和前端盖并且能够将模芯块向锥形型腔内推动,使得模芯块相互聚拢,所述第二模内弹簧能够将模芯块朝向腔体径向外侧推动。
8.如权利要求7所述的一种焊丝冷接后的飞边去除打磨装置,其特征在于:所述前端盖设有台阶孔,所述台阶孔的内侧孔体为腰形孔、其外侧孔体为螺纹孔,所述导杆主体的端部自台阶孔的内侧孔体伸入至外侧孔体内,所述台阶孔的外侧孔体螺纹安装有堵头,所述堵头顶紧导杆主体。
9.如权利要求8所述的一种焊丝冷接后的飞边去除打磨装置,其特征在于:所述导杆主体开设有能够收容导杆活动件的安装槽,所述安装槽的槽底设有一对导套,所述导套的内腔延伸至下部的导杆主体,所述导杆活动件的背面设有一对导柱,所述导柱活动插装于导套内,所述导套外套设有第二模内弹簧,所述第二模内弹簧的两端分别抵靠导杆活动件和导杆主体。
10.如权利要求7所述的一种焊丝冷接后的飞边去除打磨装置,其特征在于:所述弹性顶紧机构包括顶杆、支撑座和模外弹簧,所述顶杆为轴向两端开口的空心结构并且两端分别设置有前端环形凸缘和后端环形凸缘,所述顶杆滑动支撑于支撑座上,后端环形凸缘用于防止顶杆从支撑座上脱出,前端环形凸缘、后端环形凸缘分别位于支撑座的前后两侧,所述半圆形基准槽、第一模具的第一模孔、第二模具的第二模孔、第三模具的第三模孔和所述顶杆同轴设置,支撑座固定于工作台上,所述模外弹簧套设于顶杆上并且两端分别抵靠顶杆的前端环形凸缘和支撑座,当所述变径打磨机构未移动时,顶杆的前端是伸入至第三模孔内并且同步顶紧各个模芯块。
技术总结
本发明涉及焊丝生产辅助设备技术领域,提供了一种焊丝冷接后的飞边去除打磨装置,其特征在于:包括一对夹持机构,设置于一对夹持机构之间并且顺次排布的的飞边去除机构、定径打磨机构和变径打磨机构,弹性顶紧机构,以及第一直线驱动机构;飞边去除机构的第一模具开设有前后贯穿的第一模孔,第一模孔的前端部形成有环形的刀口;定径打磨机构的第二模具开设有前后贯穿的第二模孔;变径打磨机构包括第三模具,第三模具内设有若干能够开合的模芯块,当各个模芯块聚拢拼合后形成前后贯穿的第三模孔,第二模孔、第三模孔内固定有打磨砂纸;弹性顶紧机构用于向前顶紧各个模芯块以阻止各个模芯块聚拢拼合。本发明克服了现有技术的不足,设计合理,使用方便,解决了现有焊丝冷接后采用人工切除飞边,存在焊丝本体损伤的技术问题。
技术研发人员:过振伟,晏弘,晏新利
受保护的技术使用者:无锡日月合金材料有限公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!