一种高韧性耐磨盾构机用滚刀刀圈的制备方法与流程
本发明涉及盾构机刀圈生产领域,具体为一种高韧性耐磨盾构机用滚刀刀圈的制备方法。
背景技术:
1、随着国内地下工程开发的加剧,盾构机以及全断面隧道掘进机(tbm)的应用越来越多,针对岩层,盾构机及tbm主要依靠滚刀进行破岩,但是滚刀刀圈很容易发生磨损。
2、目前,为了增加滚刀刀圈的使用寿命,滚刀刀圈在制备完成后均需要对其耐磨性能进行检测,以保证滚刀刀圈后续投入使用时的使用寿命和降低更换滚刀刀圈的频率,保证盾构机的使用效率。
3、然而,仅对滚刀刀圈的磨损较为严重,并不仅仅是由滚刀刀圈的耐磨性能来决定,当滚刀刀圈的尺寸、物理特性和性能存在问题时,仍旧会对滚刀刀圈的使用寿命造成影响,故而提出一种对滚刀刀圈进行精准检测的制备方法。
技术实现思路
1、基于此,本发明的目的是提供一种高韧性耐磨盾构机用滚刀刀圈的制备方法,以解决上述背景技术中提到的技术问题。
2、为实现上述目的,本发明提供如下技术方案:一种高韧性耐磨盾构机用滚刀刀圈的制备方法,包括刀圈制备模块、检测终端、尺寸精度检测模块、物理特性检测模块和性能测试模块;
3、滚刀刀圈的制备包括以下步骤:
4、s1:利用刀圈制备模块对刀圈进行逐层打印,成型生成刀圈主体;
5、s2:利用尺寸精度检测模块对刀圈尺寸进行监测和记录尺寸数据,将数据传输至检测终端,最后根据检测终端传回的数据对刀圈尺寸检测合格和不合格的进行区分;
6、s3:利用物理特性检测模块对刀圈进行物理测试和对测试数据进行采集,将采集数据传输至检测终端,最后根据检测终端传回的数据对刀圈物理检测合格和不合格的进行区分;
7、s4:利用性能测试模块对刀圈的性能进行测试和对测试数据进行采集,将采集数据传输至检测终端,最后根据检测终端传回的数据对刀圈性能检测合格和不合格的进行区分;
8、s5:检测终端对尺寸精度检测模块、物理特性检测模块和性能测试模块传输的数据进行记录和根据预定参数进行判断刀圈是否合格,并将数据传输回尺寸精度检测模块、物理特性检测模块和性能测试模块,同时对检测数据进行存储。
9、在一个优选的实施方式中,所述尺寸精度检测模块包括:第一检测单元、第二检测单元和第三检测单元,所述第一检测单元用于检测刀圈直径尺寸,所述第二检测单元用于检测刀圈齿形精度,所述第三检测单元用于检测刀圈同心度;
10、所述第一检测单元、第二检测单元和第三检测单元所检测出的值分别标定为ax1、ax2和ax3;
11、所述刀圈直径尺寸标准值、刀圈齿形精度标准值和刀圈同心度标准值分别标定为sa1、sa2和sa3。
12、在一个优选的实施方式中,所述物理特性检测模块包括:第四检测单元、第五检测单元和第六检测单元,所述第四检测单元用于检测刀圈的硬度,所述第五检测单元用于检测刀圈的韧性,所述第六检测单元用于检测刀圈的材料均匀性;
13、所述第四检测单元、第五检测单元和第六检测单元所检测出的值分别标定为by1、by2和by3;
14、所述刀圈硬度标准值、刀圈韧性标准值和材料均匀性标准值分别标定为sc1、sc2和sc3。
15、在一个优选的实施方式中,所述性能测试模块包括:第七检测单元、第八检测单元和第九检测单元,所述第七检测单元用于检测刀圈的切削效率,所述第八检测单元用于检测刀圈的耐久性,所述第九检测单元用于检测刀圈的热稳定性;
16、所述第七检测单元、第八检测单元和第九检测单元所检测出的值分别标定为cz1、cz2和cz3;
17、所述刀圈的切削效率标准值、刀圈的耐久性标准值和刀圈的热稳定性标准值分别标定为se1、se2和se3。
18、在一个优选的实施方式中,所述检测终端设定偏差范围为qt-qn之间,最小值为qt,最大值为qn,所述检测终端设定合格品为ys,不合格品为ng,所述检测终端对所述尺寸精度检测模块和物理特性检测模块与性能测试模块传输的数据进行判断,表达式为:
19、ys=qt≤(ax1-sa1)≤qn;ys=qt≤(ax2-sa2)≤qn;ys=qt≤(ax3-sa3)≤qn;ys=qt≤(by1-sc1)≤qn;ys=qt≤(by2-sc2)≤qn;ys=qt≤(by3-sc3)≤qn;ys=qt≤(cz1-se1)≤qn;ys=qt≤(cz2-se2)≤qn;ys=qt≤(cz3-se3)≤qn。
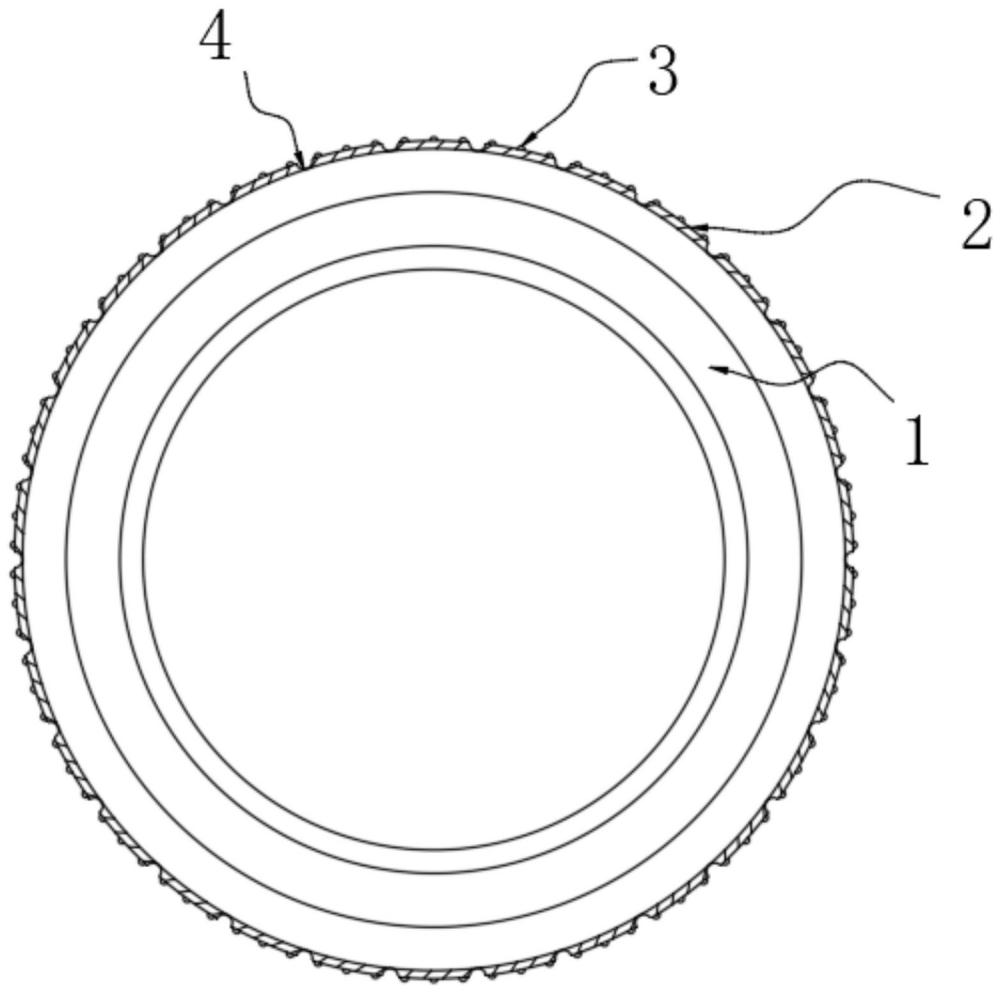
20、在一个优选的实施方式中,所述刀圈制备模块采用选区激光熔化的3d打印技术,在3d打印机内进行逐层打印,使得生成的所述刀圈主体外壁设有耐磨层、耐磨凸点和凹槽。
21、综上所述,本发明主要具有以下有益效果:
22、本发明通过多个模块来制备、检测和测试刀圈,确保其尺寸精度、物理特性和性能,通过模块化的方式,逐层打印刀圈主体,然后对其尺寸、物理特性和性能进行多方面的检测和测试,分别检测直径尺寸、齿形精度、同心度、硬度、韧性、材料均匀性、切削效率、耐久性和热稳定性,通过监测终端对其接收的数据进行记录,并根据预设参数判断刀圈的合格性,将数据传输回各个检测模块,通过对各个方面的数据进行分析,判断刀圈的合格性,这样的方法可以确保生产出具有高韧性和耐磨性的刀圈,适用于高负荷的盾构机使用。
技术特征:
1.一种高韧性耐磨盾构机用滚刀刀圈的制备方法,其特征在于:包括刀圈制备模块、检测终端、尺寸精度检测模块、物理特性检测模块和性能测试模块;
2.根据权利要求1所述的一种高韧性耐磨盾构机用滚刀刀圈的制备方法,其特征在于:所述尺寸精度检测模块包括:第一检测单元、第二检测单元和第三检测单元,所述第一检测单元用于检测刀圈直径尺寸,所述第二检测单元用于检测刀圈齿形精度,所述第三检测单元用于检测刀圈同心度;
3.根据权利要求2所述的一种高韧性耐磨盾构机用滚刀刀圈的制备方法,其特征在于:所述物理特性检测模块包括:第四检测单元、第五检测单元和第六检测单元,所述第四检测单元用于检测刀圈的硬度,所述第五检测单元用于检测刀圈的韧性,所述第六检测单元用于检测刀圈的材料均匀性;
4.根据权利要求3所述的一种高韧性耐磨盾构机用滚刀刀圈的制备方法,其特征在于:所述性能测试模块包括:第七检测单元、第八检测单元和第九检测单元,所述第七检测单元用于检测刀圈的切削效率,所述第八检测单元用于检测刀圈的耐久性,所述第九检测单元用于检测刀圈的热稳定性;
5.根据权利要求4所述的一种高韧性耐磨盾构机用滚刀刀圈的制备方法,其特征在于:所述检测终端设定偏差范围为qt-qn之间,最小值为qt,最大值为qn,所述检测终端设定合格品为ys,不合格品为ng,所述检测终端对所述尺寸精度检测模块和物理特性检测模块与性能测试模块传输的数据进行判断,表达式为:
6.根据权利要求5所述的一种高韧性耐磨盾构机用滚刀刀圈的制备方法,其特征在于:所述刀圈制备模块采用选区激光熔化的3d打印技术,在3d打印机内进行逐层打印,使得生成的所述刀圈主体(10)外壁设有耐磨层(20)、耐磨凸点(30)和凹槽(40)。
技术总结
本发明公开了一种高韧性耐磨盾构机用滚刀刀圈的制备方法,涉及盾构机刀圈生产领域。本发明通过多个模块来制备、检测和测试刀圈,确保其尺寸精度、物理特性和性能,通过模块化的方式,逐层打印刀圈主体,然后对其尺寸、物理特性和性能进行多方面的检测和测试,分别检测直径尺寸、齿形精度、同心度、硬度、韧性、材料均匀性、切削效率、耐久性和热稳定性,通过监测终端对其接收的数据进行记录,并根据预设参数判断刀圈的合格性,将数据传输回各个检测模块,通过对各个方面的数据进行分析,判断刀圈的合格性,这样的方法可以确保生产出具有高韧性和耐磨性的刀圈,适用于高负荷的盾构机使用。
技术研发人员:林镇华,李冬英
受保护的技术使用者:江苏攻山岩工程装备有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!