一种大厚度大线能量焊接用钢板及其制备方法和焊接方法与流程
本发明涉及钢材制造,特别涉及到一种大厚度大线能量焊接用钢板及其制备方法和焊接方法。
背景技术:
1、近年来,伴随着经济和科技的发展,船舶、海洋工程、油气储罐、桥梁等行业中的结构建造也越来越朝着大型化的方向发展,同时建造这些结构所采用的钢材也正朝着高强度、高韧性、大厚度的方向发展。
2、焊接是钢结构建造中的关键环节。焊接工时可占结构建造的总工时的40%,焊接成本则可占建造成本的17%,因此随着大厚度钢板在各个领域来越多的应用,焊接效率对于结构建造的制约也越来越突出。采用大线能量焊接钢板,可显著减少焊接道次、提高效率。比如在造船行业,对于40mm厚的普通船板,采用40kj/cm的线能量焊接需要约18道次,而采用线能量为300kj/cm的大线能量焊接方法可实现一道成型,焊接效率成数十倍提高。然而通常来说,普通钢板通常只能承受50kj/cm以下的线能量。这是因为当采用较大的线能量进行焊接时,焊接接头将在高温段停留更长的时间,且冷却速度缓慢,从而使焊接热影响区域内的晶粒严重粗化,造成该区域的韧性严重下降。为此,适用于大线能量焊接的钢板的研发及应用已经在多个领域引起了广泛的关注。
3、公开号为cn106756541a的发明专利公开了一种390mpa级大线能量焊接海洋平台用钢,但其仅适用于100kj/cm的线能量。
4、公开号为cn107164696a的发明专利公开了一种可大线能量焊接高强船板eh40及其生产方法,成分设计上采用nb、ti复合合金化,开发出的eh40船板的厚度规格为8-50mm,可承受最大线能量输入值为150kj/cm。
5、公开号为cn104404369a的发明专利公开了一种大线能量焊接厚钢板及其制造方法,可抗200-400kj/cm大线能量焊接。但其采用的添加mg、ca及其合金以产生小尺寸夹杂物,从而提高钢板的大线能量焊接性的技术路线在工业中很难实施,可操作性差。
6、此外,公开号为cn 102839320a的发明专利公开了一种采用tmcp工艺生产的大线能量焊接用钢板,其可抗100-200kj/cm的大线能量焊接;公开号为cn109161671a的发明专利公开了一种大线能量焊接用高强度eh36钢板及其制造方法,该钢板允许最大焊接线能量为300kj/cm;公开号为cn108677088a的发明专利公开了一种大线能量焊接用低碳贝氏体钢板及其制造方法,其可适用于热输入100-300kj/cm的大线能量焊接,其钢板中加入了多种合金元素增加了钢板的生产成本。由此可见,现有的可用于大线能量焊接的钢板中,大多数可承受的线能量在200~400kj/cm之间,而这个指标对于采用采用更高效的一次焊接成型的焊接方法来说,其性能还是远远不够的。
7、本发明提供了一种最大厚度为85mm的大线能量焊接用钢板制备工艺,该钢板可采用高效的焊接方法一次焊接成型,最大可承受线能量为700kj/cm,且焊后接头性能优良。同时,本发明还提供了一种可适用于该钢板的双丝气电立焊焊接方法。可实现钢板的一次焊接成型,且可保证额焊道成型美观,无咬边、夹渣等缺陷,大大提高了焊接生产效率。
技术实现思路
1、本发明的目的是提供一种大厚度大线能量焊接用钢板及其制备方法和焊接方法,可用于大线能量焊接的390mpa级钢板,该钢板厚度规格可达40-85mm,可承受300-700kj/cm线能量的焊接,且焊接接头区域具有良好的韧性。同时提供一种双丝气电立焊焊接方法。
2、为实现上述目的,本发明采用以下技术方案实现:
3、一种大厚度大线能量焊接用钢板,钢板中化学成分按重量百分比计为:c 0.04%~0.10%、si 0.1%~0.5%、mn 1.4%~2.0%、p≤0.010%、s≤0.006%、cu 0.2%~0.5%、ni0.10%~0.4%、cr 0.10%~0.3%、nb 0.01%~0.04%、als 0.010%~0.05%、ti 0.01%~0.02%、n≤0.008%,且ti/n为2~4,ceq≤0.42;其余为fe和不可避免的杂质。
4、作为优选,钢板中化学成分按重量百分比计为:c 0.05%~0.75%、si 0.1%~0.3%、mn 1.45%~1.6%、p≤0.008%、s≤0.004%、cu 0.3%~0.35%、ni 0.25%~0.35%、cr 0.15%~0.25%、nb 0.015%~0.025%、als 0.010%~0.03%、ti 0.013%~0.018%、n 0.004%~0.006%,且ti/n为2.4~3.6,ceq≤0.42;其余为fe和不可避免的杂质。
5、所述钢板的厚度规格为40~85mm,屈服强度为390~450mpa,抗拉强度为510~600mpa,断后伸长率28%~35%,可承受最大线能量为700kj/cm。
6、本发明一种大厚度可用于大线能量焊接的390mpa级钢板的成分设计原理如下:
7、c是决定钢材强度的主要元素,也是决定钢材焊接性的主要元素。当c低于0.04%时,钢板的强度难以保证;当c高于0.10%时,焊接热影响区淬硬组织较多,容易导致韧性迅速下降。本发明c控制在0.04%~0.10%,优选为0.05%~0.75%。
8、si作为脱氧元素而添加,促进钢水脱氧并能够提高钢板强度,但是si的固溶强化会损害钢板的低温冲击韧性及焊接性,同时促进m-a形成并长大,si低于0.10%时,脱氧效果差;但当si大于0.50%时,钢中组织容易脆化,且增加焊接冷、热裂纹敏感性。本发明si控制在0.10%~0.50%,优选为0.1%~0.3%。
9、mn是钢中重要的合金元素,不仅可以提高钢板强度,还可以扩大奥氏体相区,降低ar3点温度,细化铁素体晶粒,改善钢板低温韧性,但是mn在钢水凝固过程中容易发生偏析,高含量的mn容易与p、s等杂质发生偏析,对连铸造成困难,并在后续轧制焊接生产过程中容易产生m/a岛等影响焊接低温韧性的不良组织,钢中mns第二相夹杂对母材性能及haz区均有严重不良影响:此外,mn量过高,对于大厚度钢板易出现中心偏析。本发明mn控制在1.4%~2.0%,优选mn含量为1.45%~1.6%。
10、p是杂质元素,增加钢的脆性,损害焊接性能,降低塑性,使冷弯性能变坏。因此一般要求钢中p含量尽可能低。本发明p含量要求控制在≤0.010%,优选p≤0.008%。
11、s也是一种有害元素,高的硫含量会提高钢板的脆性转变温度,降低钢的可焊接性能,更重要的是s在钢中与mn结合形成mns夹杂物,在轧制过程中易形成长条状夹杂区,同时s还是热轧过程中产生热脆性的主要元素,因此一般要求其含量较低。本发明s含量要求控制在≤0.006%,优选s≤0.004%。
12、cu少量cu的加入,可提高焊接热影响区软化区的强度,但过多的铜的加入会促进m-a组元的形成,降低焊接热影响区的韧性。本发明cu含量要求控制在0.2~0.5%,优选0.3%~0.35%。
13、ni可以提高钢的低温韧性,但ni是奥氏体形成元素,提高过冷奥氏体的稳定性,为控制焊接热影响区的m-a组元的数量,应控制其添加量不能过高。本发明中ni含量要求控制在0.10~0.4%,优选0.25%~0.35%。
14、cr可以提高钢的强度,但会提高钢的韧脆转变温度。cr含量较高时钢的冲击韧性会急剧下降。本发明中cr含量控制在0.10~0.3%,优选0.15%~0.25%。
15、nb主要是促进轧钢过程中的晶粒细化,并通过析出强化基体。提高未再结晶温度和促进低温相变组织形成,还能与ti形成复合氮化物,降低钛氮比,改善热影响区性能,但含量过低时,强化效果小,钢的强度常常达不到要求,但过高的铌含量会导致在大线能量焊接条件下诱发上贝氏体形成,严重损害大线能量haz区低温韧性,本发明nb含量控制0.01%-0.05%范围内,优选0.015%~0.025%。
16、al:是钢中常见的脱氧剂,可有效的细化品粒元素,提高钢的强度和韧性,但添加量大于0.050%时容易形成大形复合型氧化物夹杂物,易在结晶器水口结瘤,本发明als控制在0.010%~0.050%,优选0.010%~0.03%。
17、ti是本发明重要的元素之一,在较高的温度下ti可以与n结合成tin,同时和nb形成tinb(cn),在焊接高温作用下不易溶解,具有限止奥氏体晶粒长大和促进铁素体形核的作用,可以有效地提高热影响区的韧性。ti的添加还可以减少自由n的固溶含量,改善钢的焊接性能。适合的ti/n可以发挥ti和n的最大作用。当ti/n量低于2时,钢中固溶n量较多,韧性和时效性能均较低;当ti/n高于4时,tin粒子粗化,对热影响区的有益作用削弱,同时固溶ti量增高,损害母材韧性。超出此范围,钢板及焊接热影响区性能方面将出现大幅度的下降,本发明ti含量最佳范围0.01%-0.02%,优选0.013%~0.018%。
18、n是保障大线能量焊接接头性能的重要元素,n在钢中有两种存在形式,其一为固溶,即以自由氮的形式存在,对钢的性能尤其是接头的低温冲击性能不利,其二是以弥散分布的氮化物形式存在,主要的氮化物如tin、aln和nbn等,能够减小焊接热影响区晶粒的长大趋势,提高焊接热影响区的性能,本发明n含量控制在n≤0.008%,优选0.004%~0.006%。
19、本发明的大线能量焊接用钢成分设计针对现有专利及相关产品进行了改进,主要体现在如下两个方面:
20、(1)可承受大线能量焊接性的改善问题:①不添加对于对于大线能量焊接热影响区韧性不利的v元素;②降低钢中的c含量及ceq;③低的s元素和p元素含量的控制;④ti/n的控制。
21、(2)高强高韧性的保证问题:过低的c含量设计,通过添加cu、cr元素进行弥补强化,并配合适量的ni、nb元素保证钢板的韧性。
22、一种大厚度大线能量焊接用钢板的制备方法,包括铁水预处理、转炉冶炼,lf精炼、rh精炼、连铸、加热、轧制、冷却工序;轧制工序采用控制轧制tmcp工艺;具体包括如下方法:
23、本发明中的冶炼连铸工序:铁水进入转炉前进行脱硫预处理,按钢板的目标化学成分进行钢水冶炼。lf炉精炼累积时间应大于30min,rh精炼深处理累积时间大于10min,净吹氩时间大于5min。n含量通过在rh精炼尾段通过吹氮气进行控制,控制n含量在40~80ppm;之后将冶炼完成的钢水浇铸成连铸坯。
24、连铸坯加热最高温度为不高于1250℃,均热温度为1100~1180℃,保温时间5~10h;
25、轧制工序:采用二阶段轧制法,第一阶段轧制温度为1150~1050℃,单道次压下量≥15%,累积压下率≥55%;二阶段轧制温度为830~780℃,单道次压下量≥10%,累积压下率≥50%;
26、冷却工序:开冷温度≥700℃,以4~25℃/s的速度冷却至温度为380~500℃。
27、本发明的大线能量焊接用钢板的制备方法中:在第一阶段轧制中,控制终轧温度在1050℃之上,保证单道次压下量不低于15%,可实现轧制力的有效传导,保证大厚度钢板在厚度方向上的组织和性能的均匀性。同时成分设计体系设计中cu、nb元素的添加,配合二阶段轧制工艺及冷却工艺,可使得钢板获得均匀细小的组织和良好的性能,从而也保证了钢板采用大线能量焊接后接头整体的强韧性,尤其是低温韧性的保证。
28、一种大厚度大线能量焊接用钢板的焊接方法,具体包括如下方法步骤:
29、1)待焊钢板加工对称的v型坡口,焊接前采用角膜对破口位置进行打磨,除油除锈;焊接时坡口的根部加装陶瓷衬垫,在坡口面部加装铜质水冷铜滑块;
30、2)采用手工点焊的方式在坡口根部的钢板一侧每间隔200~300mmmm焊接一个“п”型把铁进行固定;把铁材质为易焊接低碳钢。
31、3)采用双丝气电立焊焊机进行焊接,两把焊枪同时摆动,焊接过程通气体进行保护,保持冷却水循环通畅;
32、4)双丝气电立焊中的双丝靠近焊缝根部的称为前丝,另一根称为后丝,相应的焊接工艺参数分别为:前丝焊接电流为300~360a,焊接电压为35~40v;后丝焊接电流为340~400a,焊接电压为36~42v。
33、所述v型坡口的角度为单面8°~15°,根部间隙为6~12mm。
34、所述冷却水流量为15~30l/min。
35、上述步骤3)中的两把焊枪同时摆动,在板厚方向(纵向)上以1/2板厚位置为原点,则焊枪的摆动幅度为0~±32mm,在板宽方向(横向)上以坡口中心为原点焊枪的摆动幅度为0~±10mm,保护气体为100%二氧化碳气体。
36、所采用的焊丝的直径为1.6mm~2.0mm,焊接速度为2~5cm/min,气体流量均为30~35l/min。
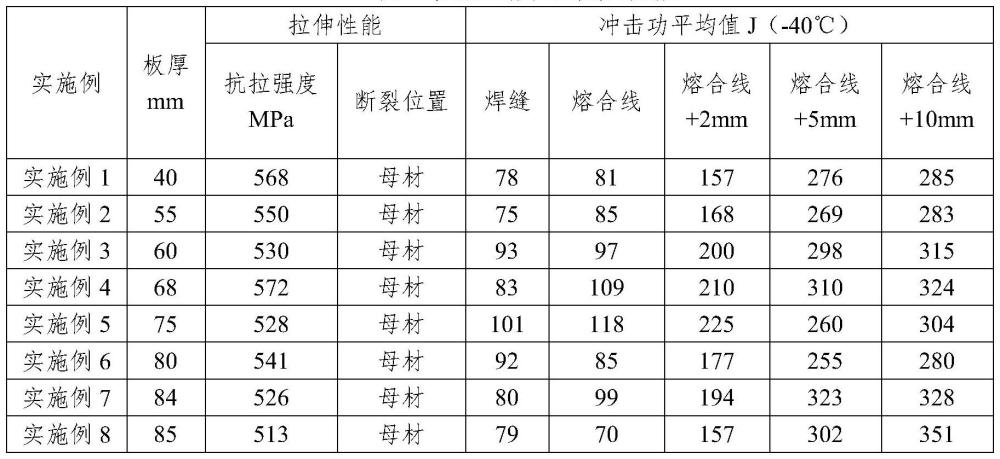
37、焊后钢板接头的抗拉强度为520~580mpa,热影响区-40℃冲击功值≥70j。
38、本发明的焊接方法中:
39、(1)步骤2)中每200mm的间隔焊接一个“п”型把铁主要目的在于背部陶瓷衬垫的紧固,以及焊前试板的组装,以保证焊接接头良好成型。
40、(2)步骤3)中焊接时两把焊枪同时在适当范围内摆动,可保证焊接过程中实现焊接坡口内良好的侧壁熔合以及消除焊接咬边缺陷。
41、(3)步骤4)中所给定的焊接工艺参数范围,可保证焊接过程中熔池保持稳定,消除焊接试板根部烧穿或面部铁水外溢情况。
42、(4)所述的v型坡口的角度小于现通常采用的坡口角度,同时加大了根部间隙,焊接坡口的整体截面积减小,填充量减小。提高焊接效率的同时,减小了焊接热输入,从而可保证焊后钢板接头的抗拉强度为520~580mpa,热影响区-40℃冲击功值≥70j。
43、(5)所述的冷却水流量为保证坡口面部铜滑块对焊接熔池中铁水的冷却速度,防止熔池中的熔融铁水溢出造成焊接中断。
44、与现有的技术相比,本发明的有益效果是:
45、1)本发明的大厚度大线能量焊接用钢板,厚度规格最大可达到85mm,屈服强度为390~450mpa,抗拉强度为510~600mpa,断后伸长率28%~35%,特别适用于线能量为50-700kj/cm的大线能量焊接。焊后钢板接头的抗拉强度为510~580mpa,热影响区-40℃冲击功值≥70j。成功解决了大线能量焊接下热影响区冲击韧性下降严重的问题。
46、2)采用双丝气电立焊焊接时,本发明中的坡口设计尽量减小了坡口角度,并调整了根部间隙,获得了比常用双丝气电立焊焊接中更小的坡口截面积,在同等板厚下减小了焊接线能量,保证了本发明中的大厚度大线能量焊接用钢板的热影响区性能更优,同时还节省了焊接材料,并大大提高了焊接效率。
- 还没有人留言评论。精彩留言会获得点赞!