气门头部抛光机的制作方法
本发明涉及一种机械加工设备,尤其涉及一种用以在气门磨削后去除锐边的抛光设备。
背景技术:
1、气门磨削是气门制造的必要工序,且在通常情况下,磨削工序通常是作为气门机械加工的最后一道工序。随着对产品质量的要求的不断提高,在气门头部磨削加工后,针对磨削表面的边缘处可能产生的一些锐边毛刺提出了抛光处理的要求,但尚无相关的气门抛光专用自动化设备,采用现有的气门磨床将其上的磨削砂轮改为抛光轮可以完成抛光工序,但其装料过程及加工完成后气门的卸料动作是采用两套机构完成的,装料采用装料气缸对气门进行顶送,出料采用出料气缸将气门从主轴的夹头内顶出落入出料输送装置内,气门被顶出时速度较快,容易对气门造成磕碰损伤,且装料与出料需要两套机构;此外,气门磨床上待磨削的气门是由进料机构输出端输出通过v型托持块及夹持件来实现向主轴前端的装料位置输送的,在装料机构完成装料动作、气门进入到夹头内后送料机构需下行一定距离以使v型托持块与气门分离,然后才能退出返回到进料机构输出端,此过程需要等送料机构退出装料位置后才能开始磨削加工,导致送料装夹过程长,生产效率相对较低,并且还须一套送料机构的下行传动装置,结构复杂,因此,在气门抛光设备上亦有改进的必要
技术实现思路
1、针对现有技术所存在的上述不足,本发明所要解决的技术问题是提供一种气门头部抛光机,它能完成对磨削后气门头部的自动化抛光,且能缩短送料装夹时长,还能在抛光完成出料时减轻气门落入输出输送装置时的冲击。
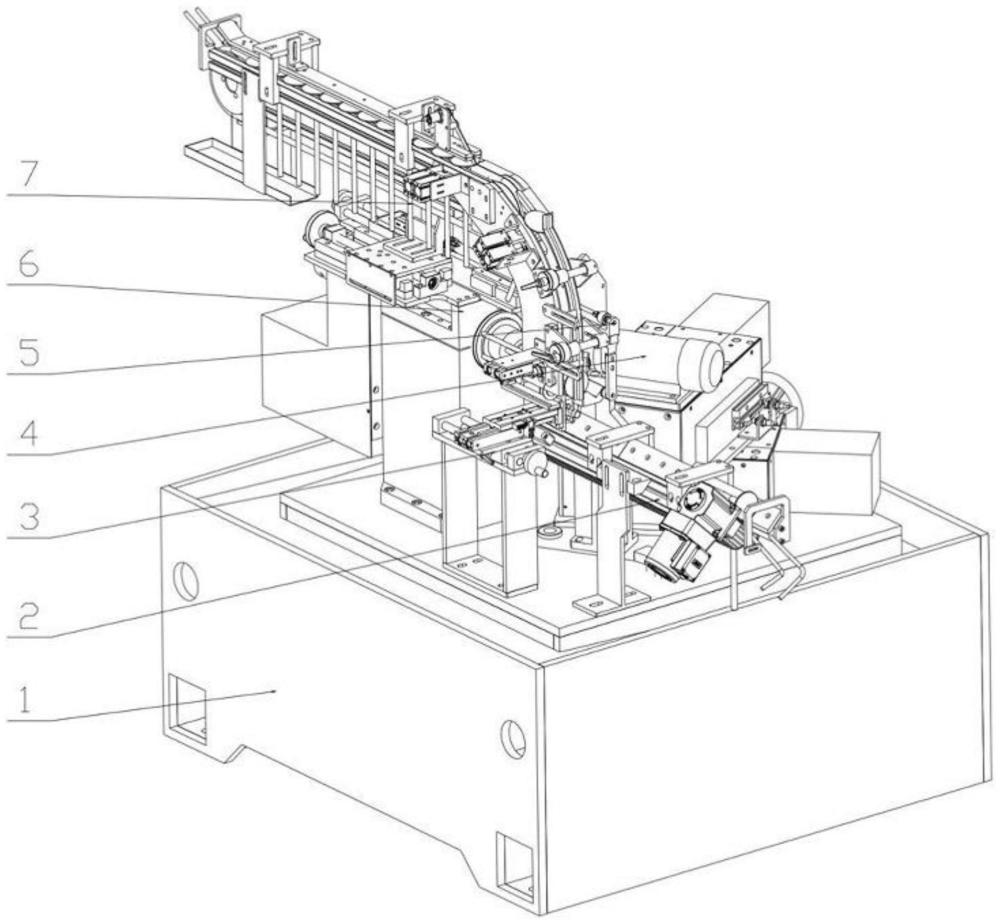
2、为了解决上述技术问题,本发明的一种气门头部抛光机,包括机架、安装在机架上的主轴装置、进料机构和出料输送装置,在所述机架上还设有抛光轮,该抛光轮通过抛光轮轴装置及抛光轮进刀机构、抛光轮走刀机构支承在机架上,在抛光轮的一侧设有抛光轮修整装置;所述进料机构位于主轴装置前端一侧,在进料机构的出料端下方设有送料机构,该送料机构包括安装在机架上的送料支架,在所述送料支架上间隔设置有气门头部接料块和气门杆部接料块,气门杆部接料块包括一v型接料部,气门杆部接料块铰连在杆部接料块支杆上,其铰连轴线与v型接料部的v型槽平行,在气门杆部接料块与杆部接料块支杆之间设有复位弹簧,气门头部接料块和杆部接料块支杆由送料气缸同步驱动沿所接气门的径向作送料运动,送料气缸安装在送料支架上,送料机构所送达的待抛光气门的轴线位于主轴装置轴线上;在主轴装置前端设有气门吸盘装料机构,该气门吸盘装料机构包括装料顶送气缸,在所述装料顶送气缸的活塞杆端安装有顶送支座,在顶送支座上设有吸盘顶块,该吸盘顶块的外侧端面上设有吸气凹腔,该吸气凹腔与负压气源相通连;在顶送支座上设有导向支承件,装料顶送气缸的活塞杆端通过该导向支承件活动支承在装料支座上;所述装料顶送气缸的缸体通过顶块退让气缸可前后移动地支承在装料支座上,所述吸盘顶块与主轴装置的主轴孔相对,吸盘顶块的运动路径与主轴装置轴线平行。
3、在上述结构中,由于在所述机架上还设有抛光轮,该抛光轮通过抛光轮轴装置及抛光轮进刀机构、抛光轮走刀机构支承在机架上,在抛光轮的一侧设有抛光轮修整装置;所述进料机构位于主轴装置前端一侧,则:所设置的抛光轮随抛光轮主轴旋转并可以实现进刀、走刀运动,可以对随主轴装置旋转的气门进行自动化抛光加工,在抛光轮的一侧设有的抛光轮修整装置可以实现对抛光轮的磨砺修整,以保持抛光轮的性能,进料机构位于主轴装置一侧则可以便于对待抛光的气门实现送料作业。
4、又由于在进料机构的出料端下方设有送料机构,该送料机构包括安装在机架上的送料支架,在所述送料支架上间隔设置有气门头部接料块和气门杆部接料块,气门杆部接料块包括一v型接料部,气门杆部接料块铰连在杆部接料块支杆上,其铰连轴线与v型接料部的v型槽平行,在气门杆部接料块与杆部接料块支杆之间设有复位弹簧,气门头部接料块和杆部接料块支杆由送料气缸同步驱动沿所接气门的径向作送料运动,送料气缸安装在送料支架上,送料机构所送达的待抛光气门的轴线位于主轴装置轴线上,则:在送料支架上间隔设置的气门头部接料块和气门杆部接料块将在接料位置分别承接住从进料机构输出端输出的气门的头部和杆部,并由送料气缸同步驱动沿所接气门的径向将气门送达气门抛光设备主轴装置前端的送料位置(即待装料位置),气门杆部接料块上的v型接料部使气门保持确定的中心位置,能保证气门轴线与主轴装置上主轴孔的轴线同轴,使装料机构能将气门推送至主轴孔的气门夹头内加以夹持,在此过程中气门杆部接料块将一直托持住气门杆部,保证送料过程的稳定进行;在气门杆部进入气门夹头内后,气门的头部位于间隔设置的气门头部接料块和气门杆部接料块之间,脱离了与气门头部接料块的接触,由于气门杆部接料块铰连在杆部接料块支杆上,其铰连轴线与v型接料部的v型槽平行,气门杆部接料块通过其与杆部接料块支杆之间设有的复位弹簧保持接送料工作位置,在装料过程结束后,气门头部接料块和气门杆部接料块可以通过送料气缸的回退而直接从送料位置向接料位置返回,此时回退的气门杆部接料块将通过v型接料部v型槽侧面在气门杆部的限制下产生向下的分力而克服复位弹簧的张力沿与杆部接料块支杆之间的铰连轴线向下摆动,气门杆部接料块的v型接料部v型槽一侧滑过气门杆部表面而与气门杆部脱离,这样,送料机构无需下行即可使气门头部接料块和气门杆部接料块脱离所送料的气门,缩短了送料装夹时长,且结构简单可靠。在气门杆部接料块滑过气门杆部后,气门杆部接料块将在复位弹簧的作用下回复到接送料工作位置,等待下一次接送料过程。
5、还由于在主轴装置前端设有气门吸盘装料机构,该气门吸盘装料机构包括装料顶送气缸,在所述装料顶送气缸的活塞杆端安装有顶送支座,在顶送支座上设有吸盘顶块,该吸盘顶块的外侧端面上设有吸气凹腔,该吸气凹腔与负压气源相通连;在顶送支座上设有导向支承件,装料顶送气缸的活塞杆端通过该导向支承件活动支承在装料支座上;所述装料顶送气缸的缸体通过顶块退让气缸可前后移动地支承在装料支座上,所述吸盘顶块与主轴装置的主轴孔相对,吸盘顶块的运动路径与主轴装置轴线平行,则:由送料机构输送至主轴装置前端的待装料的气门既可以通过吸盘顶块顶着气门头部端面由装料顶送气缸顶送进入到气门加工设备主轴装置内的夹头内完成装料动作,又可以通过吸盘顶块上与负压气源相通连的吸气凹腔吸住气门头部端面,在气门加工完成后由装料顶送气缸反向运行而从主轴装置的夹头内取出,被吸出的气门在其自重的作用力大于吸盘顶块上吸气凹腔中负压作用力时会克服吸气凹腔中负压的作用力而缓慢地落入气门加工设备的出料输送装置内,避免了常规出料方式由出料气缸顶出所发生的快速落入出料输送装置内可能造成的冲击损伤,并且也省去了出料气缸及相关的机件,在保证被抛光气门不受磕碰损伤的同时节约了设备成本;装料顶送气缸的缸体通过顶块退让气缸可前后移动地支承在装料支座上则使得装料顶送气缸完成装料顶送操作后无需将活塞杆反向运行,而是由顶块退让气缸的活塞杆动作带动装料顶送气缸后退,使吸盘顶块随之后退一小段距离而避开气门抛光作业区域,缩短了吸盘顶块的后退行程,在气门加工完成后由顶块退让气缸回退使吸盘顶块以较小的行程即可与待出料的气门接触并吸住气门由装料顶送气缸反向运行将气门取出,节省了装料、卸料所需的时间,提高了加工效率。
6、本发明的一种优选实施方式,在所述抛光轮走刀机构与机架之间还设有抛光轮角度调节机构。采用该实施方式,可以方便地改变抛光轮的抛光工作面与被抛光气门之间的角度位置,从而能适应不同规格气门的抛光要求。
7、本发明的另一种优选实施方式,所述抛光轮为ub抛光轮,所述抛光轮修整装置为采用钻石修整笔的修整装置。采用该实施方式,以pva树脂纤维及热硬化树脂为粘合介质并与多种磨料混合、压制、热合等形成所需形状的ub抛光轮具有基体柔韧、弹性大、缓冲性能好、不产生新的磨痕以及抛光能力强等特点,能很好地适应磨削加工后的气门的抛光加工要求,采用钻石修整笔的抛光轮修整装置可以对ub抛光轮加以修整磨砺,保持ub抛光轮的性能。
8、本发明的又一种优选实施方式,所述气门头部接料块的接料部位呈v型。采用该实施方式,气门头部接料块呈v型的接料部能使气门头部保持确定的中心位置,这样气门的轴线位置更为确定,也使装料过程稳定性、可靠性更佳。
9、本发明进一步的优选实施方式,在所述送料气缸的活塞杆端安装有接料支座,在该接料支座与送料支架之间设有送料位置调节限位件,该接料支座位于送料气缸上方,所述送料气缸为双轴气缸,在该双轴气缸与接料支座之间设有导向连接件,所述杆部接料块支杆可沿所接气门的轴向调节地固连在接料支座上,所述气门头部接料块可沿上下方向调节地固连装在该接料支座上。采用该实施方式,通过接料支座可以方便地保证气门头部接料块和杆部接料块支杆由送料气缸同步驱动沿所接气门的径向作送料运动,在接料支座与送料支架之间所设有的送料位置调节限位件可以准确调节所送气门的最终位置,保证其与主轴装置轴线同轴,接料支座位于送料气缸上方使得接料支座与送料气缸之间结构紧凑,所设有的导向连接件可保证接料支座运行状态的准确与稳定,且可以调节气门头部接料块的上下位置保证气门头部接料块所确定的气门头部的轴线与气门杆部接料块上v型接料部所确定的气门杆部的轴线处于水平状态,调节杆部接料块支杆的位置可以适应不同长度气门的送料需求。
10、本发明另一进一步的优选实施方式,所述送料气缸固连在气缸座上,气缸座通过缸座导杆安装在送料支架上,该缸座导杆的轴线与送料气缸活塞杆的运行方向垂直,在气缸座与送料支架之间设有缸座调节螺杆,在气缸座与缸座导杆之间设有缸座锁定螺钉。采用该实施方式,安装在送料气缸活塞杆端的接料支座可以通过气缸座沿所接气门的轴向改变安装位置,从而适应不同规格气门的送料需求。
11、本发明又一进一步的优选实施方式,在所述吸气凹腔外周设有弹性吸持环,该弹性吸持环的外端凸出于吸盘顶块的外端面。采用该实施方式,凸出于吸盘顶块外端面的弹性吸持环将便于保持与气门头部端面的接触和密封,在负压的作用下可以形成良好的吸持效果,保证吸盘顶块工作的稳定性。
12、本发明更进一步的优选实施方式,所述导向支承件为固连在顶送支座上的导杆,该导杆活动支承在导槽座上,导槽座固连在装料支座上。采用该实施方式,作为导向支承件的固连在顶送支座上的导杆在导槽座上导槽的限位导向作用下前后移动,既保证了安装在装料顶送气缸活塞杆上的顶送支座具有确定的前后移动位置精度,不会上下左右晃动移位,也有利于装料顶送气缸保持工作的稳定性与可靠性。
13、本发明另一更进一步的优选实施方式,所述装料顶送气缸的缸体与顶块退让气缸的活塞杆端相连,顶块退让气缸为带有导向杆的气缸,顶块退让气缸的缸体通过位置调节座可移动地安装在装料支座上,装料支座上安装在主轴装置上。采用该实施方式,可以保证装料顶送气缸通过顶块退让气缸可前后移动地支承在装料支座上,带有导向杆的顶块退让气缸可以保证装料顶送气缸的运动稳定,顶块退让气缸可以通过位置调节座而调整前后位置,从而可以相应改变装料顶送气缸的工作位置,较为方便地适应不同规格气门的装料位置要求。
14、本发明又一更进一步的优选实施方式,所述位置调节座通过两导向支杆支承在装料支座上,在位置调节座与装料支座之间设有位置调节螺杆,在位置调节座与导向支杆之间设有位置锁定螺钉。采用该实施方式,通过两导向支杆支承在装料支座上的位置调节座能保证其对顶块退让气缸支承的稳定性,所设置的位置调节螺杆可以精确调整位置调节座的前后位置、保证对不同规格气门的装料位置要求。
- 还没有人留言评论。精彩留言会获得点赞!