一种高温合金板材及其制备方法与流程
本发明涉及高温合金制备领域,具体涉及一种高温合金板材及其制备方法。
背景技术:
1、由于我国航空发动机的研发快速发展,新型号大推重比发动机的制造对航空发动机用高温合金性能提出了更高的要求。低膨胀高温合金具有低的热膨胀系数、几乎恒定的弹性模量以及良好的综合力学性能,对提高发动机效率和推力,减少燃气损失,降低油耗,延长零部件寿命等都具有重要的作用,是航空发动机间隙控制零件的重要原材料。
2、gh2909合金在上一代低膨胀高温合金gh2907成分基础上,增加了si元素的百分含量,以促进laves相的析出,在避免了过时效热处理对其强度的影响的同时,提高了gh2909合金的高温持久寿命。但是gh2909合金的laves相析出温度为850~980℃,这一温度与现有的gh2909板材制备工艺中的热加工温度区间非常接近。在现有制备工艺的热加工过程中,如果坯料温度控制不好,很容易出现laves相析出后再发生晶粒再结晶的情况,造成laves相在晶内弥散分布。有研究表明,当laves相在gh2909合金组织中晶内弥散分布时,其高温持久寿命将大幅降低,且在高温联合持久测试中断缺口,即合金具有缺口敏感性。
3、基于此,现有技术仍然有待改进。
技术实现思路
1、有鉴于此,本发明实施例的目的在于提出一种高温合金板材及其制备方法,通过使用本发明的技术方案,能够制备出各项物理性能指标均符合标准要求的板材,能够提高板材的持久寿命,能够消除板材的缺口敏感性。
2、基于上述目的,本发明的实施例的一个方面提供了一种高温合金板材的制备方法,包括以下步骤:
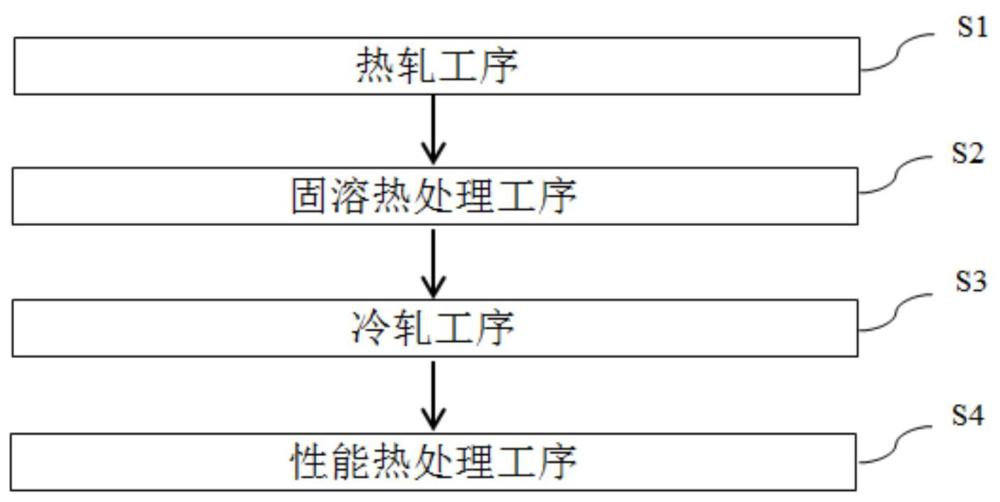
3、第一步进行热轧工序:使用热轧机将合金方坯开坯为板坯,将板坯加热到第一预设温度保持第一预设时间后进行热轧,并控制每个道次的变形量和终轧温度,其中合金方坯为gh2909合金;
4、第二步进行固溶热处理工序:将热轧后的板坯加热到第二预设温度保持第二预设时间后进行空冷;
5、第三步进行冷轧工序:使用冷轧机将板坯轧至成品尺寸,并控制每个道次的变形量,并在每个道次冷轧变形后将板坯进行退火热处理,并去除最终退火热处理后的板材的氧化皮;
6、第四步进行性能热处理工序:将板材加热到第三预设温度保持第三预设时间后进行空冷。
7、根据本发明的一个实施例,在热轧工序中,使用热轧机将合金方坯开坯为板坯,将板坯加热到1060-1100℃保温1.5-2h后进行热轧,并控制每个道次的最大变形量≤30%,并控制终轧温度≥960℃。
8、根据本发明的一个实施例,在固溶热处理工序中,将热轧后的板坯加热到1020-1030℃,并在保温1h后出炉空冷。
9、根据本发明的一个实施例,在冷轧工序中,控制每个道次的变形量大于等于25%且小于等于35%。
10、根据本发明的一个实施例,在冷轧工序中,在每个道次冷轧变形后将板坯放入加热炉中进行退火热处理,退火热处理的加热温度为1020-1030℃,保温时间为1.2-1.5min/mm厚度。
11、根据本发明的一个实施例,在冷轧工序中,最后一个道次冷轧将板坯轧至成品尺寸后,将板材放入加热炉中进行最终退火热处理,最终退火热处理的加热温度为1000-1020℃,保温时间为1.2-1.5min/mm厚度。
12、根据本发明的一个实施例,在冷轧工序中,将最终退火热处理后的板材进行酸洗以去除氧化皮。
13、根据本发明的一个实施例,在性能热处理工序中,性能热处理的加热温度为960-970℃,保温时间为30min,在保温时间后出炉空冷。
14、根据本发明的一个实施例,还包括:
15、矫正工序:将性能热处理后的板材进行平整和矫直以得到高温合金板材。
16、本发明的实施例的另一个方面提供了一种高温合金板材,高温合金板材使用上述任意一项的方法进行制备。
17、本发明具有以下有益技术效果:本发明实施例提供的高温合金板材的制备方法,通过热轧工序:使用热轧机将合金方坯开坯为板坯,将板坯加热到第一预设温度保持第一预设时间后进行热轧,并控制每个道次的变形量和终轧温度;固溶热处理工序:将热轧后的板坯加热到第二预设温度保持第二预设时间后进行空冷;冷轧工序:使用冷轧机将板坯轧至成品尺寸,并控制每个道次的变形量,并在每个道次冷轧变形后将板坯进行退火热处理,并去除最终退火热处理后的板材的氧化皮;性能热处理工序:将板材加热到第三预设温度保持第三预设时间后进行空冷的技术方案,能够制备出各项物理性能指标均符合标准要求的板材,能够提高板材的持久寿命,能够消除板材的缺口敏感性。
技术特征:
1.一种高温合金板材的制备方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的高温合金板材的制备方法,其特征在于,在热轧工序中,使用热轧机将合金方坯开坯为板坯,将板坯加热到1060-1100℃保温1.5-2h后进行热轧,并控制每个道次的最大变形量≤30%,并控制终轧温度≥960℃。
3.根据权利要求2所述的高温合金板材的制备方法,其特征在于,在固溶热处理工序中,将热轧后的板坯加热到1020-1030℃,并在保温1h后出炉空冷。
4.根据权利要求1所述的高温合金板材的制备方法,其特征在于,在冷轧工序中,控制每个道次的变形量大于等于25%且小于等于35%。
5.根据权利要求1所述的高温合金板材的制备方法,其特征在于,在冷轧工序中,在每个道次冷轧变形后将板坯放入加热炉中进行退火热处理,退火热处理的加热温度为1020-1030℃,保温时间为1.2-1.5min/mm厚度。
6.根据权利要求5所述的高温合金板材的制备方法,其特征在于,在冷轧工序中,最后一个道次冷轧将板坯轧至成品尺寸后,将板材放入加热炉中进行最终退火热处理,最终退火热处理的加热温度为1000-1020℃,保温时间为1.2-1.5min/mm厚度。
7.根据权利要求1所述的高温合金板材的制备方法,其特征在于,在冷轧工序中,将最终退火热处理后的板材进行酸洗以去除氧化皮。
8.根据权利要求1所述的高温合金板材的制备方法,其特征在于,在性能热处理工序中,性能热处理的加热温度为960-970℃,保温时间为30min,在保温时间后出炉空冷。
9.根据权利要求1所述的高温合金板材的制备方法,其特征在于,还包括:
10.一种高温合金板材,其特征在于,高温合金板材使用权利要求1-9中任意一项所述的方法进行制备。
技术总结
本发明涉及高温合金制备领域,具体涉及一种高温合金板材及其制备方法,方法包括以下步骤:热轧工序:使用热轧机将合金方坯开坯为板坯,将板坯加热到第一预设温度保持第一预设时间后进行热轧,并控制每个道次的变形量和终轧温度;固溶热处理工序:将热轧后的板坯加热到第二预设温度保持第二预设时间后进行空冷;冷轧工序:使用冷轧机将板坯轧至成品尺寸,并控制每个道次的变形量,并在每个道次冷轧变形后将板坯进行退火热处理,并去除最终退火热处理后的板材的氧化皮;性能热处理工序。通过本发明的技术方案,能够制备出各项物理性能指标均符合标准要求的板材,能够提高板材的持久寿命,能够消除板材的缺口敏感性。
技术研发人员:陈琦,韩福,周扬,付建辉
受保护的技术使用者:成都先进金属材料产业技术研究院股份有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!