用于晶圆研磨机的主轴装配工装及主轴装配方法与流程
本技术涉及晶圆研磨机的主轴装配,具体而言,涉及一种用于晶圆研磨机的主轴装配工装及主轴装配方法。
背景技术:
1、半导体加工行业中,经切片后的晶圆厚度较厚,需要通过减薄设备将晶圆减薄到一定厚度,主要通过研磨机对晶圆片进行磨削减薄,研磨机中高速旋转的砂轮连接的主轴是研磨机的核心部件,高速旋转的主轴惯性对主轴动静压轴承的损伤非常大,在研磨机的使用过程中,主轴与轴承之间直接接触,主轴的高速转动带动其他部件的转动,但是在工作过程中不可避免的会造成主轴与轴承结构磨损,造成主轴损伤从而影响产品的磨削精度。随着三代半导体的到来,新的半导体如sic等材料硬度越来越高,精度要求越来越严格,采用传统的研磨机对晶圆片进行研磨减薄工艺仍然在进行单向同心磨削加工,晶圆表面同心纹路严重,工艺层面容易造成材料的微裂纹、裂片、崩边、翘曲等缺陷,已经严重制约了新材料加工的产能及精度需求。
2、为了满足第三代半导体等新材料加工的产能及精度需求,相关技术中使用具有主轴的研磨机提高对晶圆片进行研磨减薄时晶圆片的表面质量。相关技术中主轴主要由电机、芯轴和轴承构成,芯轴为一体轴,芯轴与轴承的尺寸单位量级是米,而芯轴与轴承的间隙值单位量级仅是微米级,相差近百万倍,因此,亟需一种装配工装以完成主轴装配。
技术实现思路
1、本技术的目的在于提供一种用于晶圆研磨机的主轴装配工装及主轴装配方法。
2、本技术的额外方面和优点将部分地在下面的描述中阐述,并且部分地将从描述中变得显然,或者可以通过本技术的实践而习得。
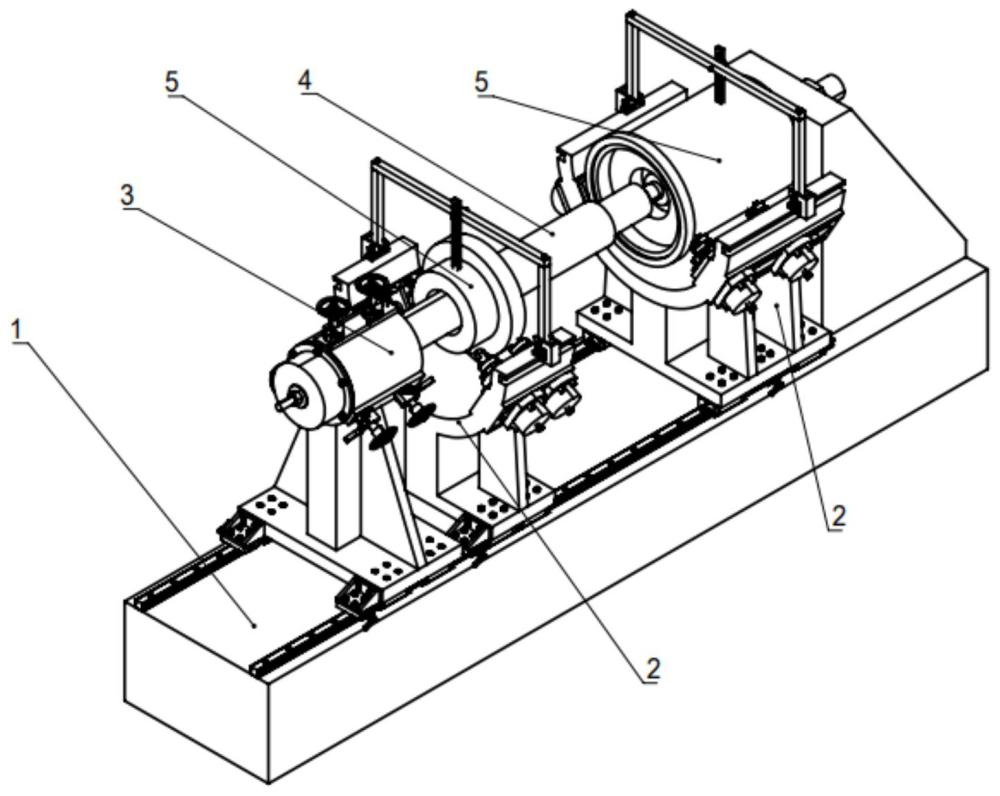
3、根据本技术的第一方面,提供一种用于晶圆研磨机的主轴装配工装,所述主轴包括芯轴和安装在所述芯轴上的前轴承和后轴承;所述主轴装配工装包括直线导轨机构、芯轴调整系统和轴承调整系统;其中,
4、所述芯轴调整系统包括前顶尖机构和后顶尖机构,所述前顶尖机构滑动安装在所述直线导轨机构上,所述后顶尖机构与所述直线导轨机构固定设置,所述前顶尖机构和所述后顶尖机构从前后两端夹紧所述芯轴,所述前顶尖机构设置为能够带动所述芯轴相对于所述后顶尖机构进行偏转以使所述芯轴的轴线与所述直线导轨机构平行;
5、所述轴承调整系统包括前轴承调节机构和后轴承调节机构,所述前轴承调节机构和所述后轴承调节机构均滑动安装在所述直线导轨上,所述前轴承调节机构设置为调整所述前轴承在空间中的位置以使所述前轴承与所述芯轴进行装配,以及使所述前轴承与所述芯轴同轴;所述后轴承调节机构设置为调整所述后轴承在空间中的位置以使所述后轴承与所述芯轴进行装配,以及使所述后轴承与所述芯轴同轴。
6、在本技术的一种示例性实施例中,所述前顶尖机构包括:
7、前顶尖,用于固定所述芯轴的前端,所述前顶尖用于与所述后顶尖机构的后顶尖从前后两端夹紧所述芯轴;
8、前顶尖固定杆,用于固定所述前顶尖;
9、前顶尖支撑件,用于支撑所述前顶尖固定杆,所述前顶尖支撑件可沿所述直线导轨滑动;
10、第一调节组件,安装于所述前顶尖支撑件,所述第一调节组件设置为能够调节所述前顶尖固定杆的空间位置,以使所述前顶尖固定杆带动所述前顶尖及所述芯轴绕所述后顶尖进行偏转;
11、和/或,
12、所述后顶尖机构包括:
13、后顶尖,用于固定所述芯轴的后端,所述后顶尖用于与所述前顶尖机构的前顶尖从后前两端夹紧所述芯轴;
14、后顶尖固定杆,用于固定所述后顶尖;
15、后顶尖支撑件,用于支撑所述后顶尖固定杆,所述后顶尖支撑件固定设置在所述直线导轨机构上。
16、在本技术的一种示例性实施例中,所述第一调节组件包括:
17、多个调节杆,周向均匀布置在所述前顶尖支撑件上,所述调节杆的调节端伸入至所述前顶尖支撑件内以支撑所述前顶尖固定杆,且所述调节杆沿其轴向的伸出长度设置为可调节;通过控制所述多个调节杆的伸出长度能够实现所述前顶尖固定杆的空间位置调节。
18、在本技术的一种示例性实施例中,所述多个调节杆沿所述前顶尖支撑件的前后方向设置为至少两组;和/或,所述调节杆与所述前顶尖支撑件为螺纹配合。
19、在本技术的一种示例性实施例中,所述前顶尖机构还包括:
20、第一导轨锁紧件,用于锁紧所述直线导轨以使所述前顶尖机构与所述直线导轨固定;
21、固定板,用于连接所述第一导轨锁紧件和所述前顶尖支撑件;
22、防转动固定件,用于在调整所述芯轴的空间位置后,锁紧所述前顶尖固定杆,实现所述芯轴位置的固定;
23、轴向限制件,用于对所述前顶尖固定杆施加朝向所述芯轴方向的轴向力,限制所述前顶尖固定杆轴向串动。
24、在本技术的一种示例性实施例中,所述前轴承调节机构包括:
25、前轴承支撑件,可沿所述直线导轨滑动;
26、前轴承调节组件,设置为多组,对称布置在所述前轴承支撑件上,用于支撑所述前轴承,所述前轴承调节组件设置为调节所述前轴承在在空间中的位置以使所述前轴承与所述芯轴进行装配,以及使所述前轴承与所述芯轴同轴;
27、和/或,
28、所述后轴承调节机构包括:
29、后轴承支撑件,可沿所述直线导轨滑动;
30、后轴承调节组件,设置为多组,对称布置在所述后轴承支撑件上,用于支撑所述后轴承,所述后轴承调节组件设置为调节所述后轴承在空间中的位置以使所述后轴承与所述芯轴进行装配,以及使所述后轴承与所述芯轴同轴。
31、在本技术的一种示例性实施例中,所述前轴承调节组件与所述后轴承调节组件均包括:
32、粗调结构,用于在所述前轴承或所述后轴承吊装至所述前轴承调节机构或所述后轴承调节机构时,对所述前轴承或所述后轴承进行支撑,并对所述前轴承或所述后轴承的空间位置进行粗调;
33、微调结构,用于对所述前轴承或所述后轴承的空间位置进行微米级的调整。
34、在本技术的一种示例性实施例中,所述前轴承调节组件与所述后轴承调节组件的结构相同,包括:
35、轴套上固定板和轴套下固定板,所述轴套上固定板和所述轴套下固定板分别固定在所述前轴承支撑件或所述后轴承支撑件的内壁和外壁,所述轴套上固定板和所述轴套下固定板均成型有轴套安装孔;
36、轴套,穿设于所述轴套上固定板和所述轴套下固定板的所述轴套安装孔,且所述轴套的轴向朝向所述前轴承或所述后轴承,所述轴套内部成型推进杆螺纹孔;
37、旋调螺钉,安装于所述轴套下固定板,且所述旋调螺钉与所述轴套螺纹配合,通过旋转所述旋调螺钉能够带动所述轴套沿其轴向移动,所述旋调螺钉与所述轴套形成所述微调结构;
38、推进杆,与所述轴套的所述推进杆螺纹孔螺纹配合,且所述推进杆的螺距是所述轴套与所述旋调螺钉配合的螺纹螺距的至少2倍,所述推进杆与所述轴套和所述旋调螺钉共同形成所述粗调结构。
39、在本技术的一种示例性实施例中,所述前轴承调节组件与所述后轴承调节组件还包括:
40、推进杆防转动件,设置于所述推进杆与所述轴套的连接处,用于在所述前轴承或所述后轴承的空间位置进行粗调后,对所述推进杆的旋转方向进行锁定;
41、轴套防转动件,设置于所述轴套与所述轴套上固定板的连接处,用于在所述前轴承或所述后轴承的空间位置进行微调后,对所述轴套的旋转方向进行锁定。
42、在本技术的一种示例性实施例中,所述前轴承调节机构与所述后轴承调节机构还包括:
43、锁紧组件,安装在所述前轴承支撑件或所述后轴承支撑件上,用于从所述前轴承或所述后轴承的上方对所述前轴承或所述后轴承的竖向位置进行限制。
44、在本技术的一种示例性实施例中,所述锁紧组件包括:
45、锁紧支架,跨过所述前轴承或所述后轴承架设在所述前轴承支撑件或所述后轴承支撑件上,所述锁紧支架包括位于所述前轴承支撑件或所述后轴承支撑件上方的横杆;
46、锁紧杆,可滑动地设置在所述横杆上,且所述锁紧杆与所述横杆可锁定,所述锁紧杆的滑动方向与所述横杆垂直,所述锁紧杆的端部适于抵接至所述前轴承或所述后轴承的顶部与所述前轴承调节组件或所述后轴承调节组件配合固定所述前轴承或所述后轴承的位置。
47、在本技术的一种示例性实施例中,还包括:
48、误差检测部件,用于检测所述芯轴的轴线与所述直线导轨的平行度误差和/或所述前轴承的轴线与所述芯轴的轴线的同轴度误差和/或所述后轴承的轴线与所述芯轴的轴线的同轴度误差。
49、在本技术的一种示例性实施例中,所述误差检测部件为杠杆千分表。
50、在本技术的一种示例性实施例中,所述直线导轨机构包括两个直线导轨和基台,所述两个直线导轨平行安装在所述基台上,所述直线导轨上设有滑块;
51、所述前顶尖机构、所述前轴承调节机构以及所述后轴承调节机构均安装在所述滑块上,所述后顶尖机构固定在所述基台上。
52、根据本技术的第二方面,提供一种用于晶圆研磨机的主轴装配方法,所述主轴包括芯轴、前轴承和后轴承;所述主轴装配方法使用上述的用于晶圆研磨机的主轴装配工装对所述主轴进行装配,所述主轴装配方法包括以下步骤:
53、将所述芯轴、所述前轴承和所述后轴承分别放置到所述前顶尖机构和所述后顶尖机构之间、所述前轴承调节机构和所述后轴承调节机构上;
54、检测所述芯轴与所述直线导轨机构的平行度误差,若检测的平行度误差值超过设定阈值则通过所述前顶尖机构驱动所述芯轴绕所述后顶尖机构进行偏转直至所述芯轴的轴线与所述直线导轨机构的平行度误差值小于所述设定阈值;
55、检测所述前轴承的轴线或所述后轴承的轴线与所述芯轴的轴线的同轴度误差,若检测的同轴度误差值超过设定阈值则通过所述前轴承调节机构或所述后轴承调节机构调整所述前轴承或所述后轴承在空间中的位置以使所述同轴度误差小于设定阈值,且完成所述前轴承或所述后轴承与所述芯轴的装配。
56、本技术示例性实施例可以具有以下部分或全部有益效果:
57、在本技术示例实施方式所提供的用于晶圆研磨机的主轴装配工装,主轴包括芯轴和安装在芯轴上的前轴承和后轴承,主轴装配工装包括直线导轨机构、芯轴调整系统和轴承调整系统,芯轴调整系统包括前顶尖机构和后顶尖机构,前顶尖机构滑动安装在直线导轨机构上,后顶尖机构与直线导轨机构固定设置,前顶尖机构和后顶尖机构从前后两端夹紧芯轴,且前顶尖机构设置为能够带动芯轴相对于后顶尖机构进行偏转以使芯轴的轴线与直线导轨机构的直线导轨平行;轴承调整系统包括前轴承调节机构和后轴承调节机构,前轴承调节机构设置为可以调整前轴承在空间中的位置以使前轴承与芯轴同轴,以及使前轴承与芯轴进行装配;后轴承调节机构设置为可以调整后轴承在空间中的位置以使后轴承与芯轴同轴,以及使后轴承与芯轴同轴。通过设置芯轴调整系统及轴承调整系统,在对芯轴与轴承进行装配时,先校准芯轴与直线导轨的平行度,再校准轴承与芯轴的同轴度,最大限度的保证了轴承与芯轴的装配要求,先将芯轴、前轴承、后轴承的空间位置进行调整,使其满足装配要求,通过此工装进行主轴装配,操作简单,装配精度高,可以满足芯轴与轴承的高精度装配要求。
58、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本技术。
- 还没有人留言评论。精彩留言会获得点赞!