配流盘压铸用模具切换系统及其配流盘组件的制作方法
本发明涉及配流盘,更具体地说,它涉及配流盘压铸用模具切换系统及其配流盘组件。
背景技术:
1、配流盘在液压马达中起到高低压油路分配的作用,它使得马达中的柱塞在高压油作用下输出扭矩,而在低压油(回油)作用下则把停止输出扭矩的柱塞腔中的高压油排出马达。
2、配流盘上一般设置有内密封带和外密封带,内密封带和外密封带之间对称开设有低压配流窗和高压配流窗。低压配流窗和高压配流窗之间设置有上下两组过渡桥,过渡桥与配流窗连接处设置有三角形的过渡节流槽。过渡节流槽的存在使得低压配流窗内部的低压油液在进入高压配流窗之前,通过过渡节流槽与液压油相通,从而缓减了流量和压力脉动,并降低了噪声。
3、不同配流盘上过渡节流槽的位置因为其作用也不尽相同,液压泵前泵配流盘上的过渡节流槽沿高压配流窗逆时针方向设置,后泵配流盘上的过渡节流槽沿高压配流窗顺时针方向设置。而行走马达和回转马达上,两组配流窗端部则设置双向过渡节流槽,以实现配流盘双向转动的功能。
4、现有的压铸装置虽然能够在压铸时通过浇道的设置使过渡节流槽同步成型,但是每种模具上过渡节流槽的位置均为固定位置,这也就意味着,同一液压泵前泵配流盘和后泵配流盘需要用两套不同的压铸装置进行加工。而且生产前泵配流盘和后泵配流盘的压铸装置也不能完成行走马达配流盘的压铸加工。
技术实现思路
1、针对现有技术存在的不足,本发明的目的在于提供一种能够对过渡节流槽的数量和位置进行选择性调整,同时完成前泵配流盘和后泵配流盘的压铸加工,同时还可针对行走马达加工要求进一步调整过渡节流槽的数量和位置,冷却后便于取料的配流盘加工用压铸装置。
2、为实现上述目的,本发明提供了如下技术方案:
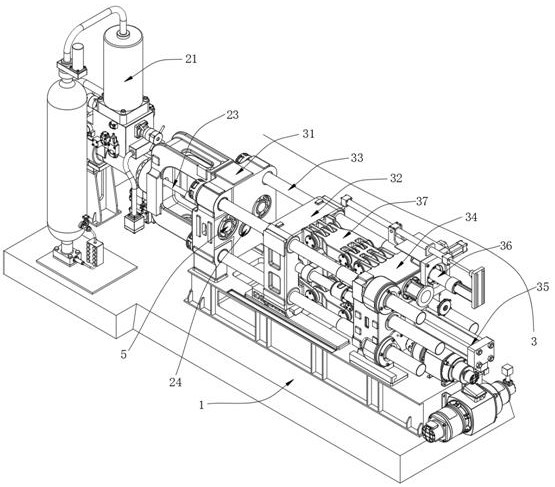
3、配流盘压铸用模具切换系统,包括安装底座,安装在安装底座顶部的压射单元和合模单元以及开设在合模单元上的浇道单元,所述合模单元包括对称设置的定模座和动模座,所述定模座内部对称开设有两组定模浇道,所述动模座内部对称开设有两组动模浇道,所述定模浇道和动模浇道内部可形成配流盘组件,所述动模浇道上设置有与配流盘组件形状适配的过渡节流槽浇道、且其内部开设有调节通孔,所述调节通孔内部通过调节安装环连接有四组可对配流盘组件形状进行调节的节流槽调节单元;所述压射单元包括与定模座内部连通的压射腔,所述定模座上与两组定模浇道位置对应处设置有顶出单元,所述顶出单元包括贯穿定模座设置的两组顶出杆以及通过顶出固定件固定在定模座侧壁的顶出气缸。
4、本发明进一步设置为:所述顶出固定件安装在定模座侧壁、且其远离顶出气缸一侧连接有顶出传动件,所述顶出传动件可沿水平方向进行伸缩、且其两端分别连接有一组顶出杆;每组所述顶出杆均设置为直径与配流盘组件适配的圆柱结构、且分别贯穿定模浇道设置。
5、通过采用上述技术方案,顶出气缸能够推动顶出传动件沿水平方向进行移动,同步带动顶出传动件端部的两组顶出杆在定模浇道内部进行移动,最终将定模浇道内部的配流盘组件顶出。
6、本发明进一步设置为:每组所述动模浇道均包括设置为圆弧结构的两组配流窗浇道以及设置在配流窗浇道端部的过渡节流槽浇道;所述配流窗浇道关于动模浇道轴线位置对称设置,所述过渡节流槽浇道设置为三角形槽状结构,所述调节通孔直径与配流盘组件直径适配、且其内部连接有调节安装环。
7、本发明进一步设置为:所述调节安装环设置为圆环结构、且直径与两组配流窗浇道直径适配,所述调节安装环靠近配流窗浇道一侧设置有四组节流槽调节单元,每组所述节流槽调节单元的位置均与过渡节流槽浇道位置对应。
8、本发明进一步设置为:每组所述节流槽调节单元均包括安装在调节安装环上的开合调节组件以及安装在开合调节组件内部的送出调节组件,所述送出调节组件上设置有与过渡节流槽浇道形状适配的节流块;所述开合调节组件包括安装在调节安装环上的开合安装板以及可进行开合的两组开合板,所述开合安装板远离调节安装环一侧安装有送出调节组件,两组所述开合板对称设置、且其侧壁上开设有与节流块形状适配的配合槽。
9、本发明进一步设置为:所述开合安装板侧壁对称设置有两组开合滑轨、且其中心位置贯穿设置有开合电机;所述开合电机输出端连接有开合转杆,所述开合转杆两端转动连接有两组从动杆。
10、本发明进一步设置为:每组所述从动杆端部均转动连接有一组滑动件,两组所述滑动件垂直开合滑轨安装方向设置、且可沿开合滑轨滑动;两组所述滑动件侧壁均连接有一组开合板。
11、通过采用上述技术方案,开合电机能够带动开合转杆进行转动,同步带动与开合转杆转动连接的两组从动杆进行转动。从动杆转动过程中,带动与其端部转动连接的两组滑动件沿开合滑轨方向进行滑动,最终带动安装在滑动件上的两组开合板同步移动,实现开合调节组件的张开与闭合。
12、本发明进一步设置为:所述送出调节组件包括垂直开合安装板设置的安装支架,所述安装支架一端安装在开合安装板侧壁上、另一端连接有安装板;所述安装板侧壁连接有节流块安装板,所述节流块安装板设置为形状与开合板适配的矩形结构、且其侧壁安装有节流块;所述安装支架内部安装有滑杆,所述滑杆外侧壁套设有滑动块;所述滑动块可在滑杆上滑动、且其端部与安装板连接。
13、通过采用上述技术方案,滑动块内部设置有驱动件,滑动块沿滑杆方向进行滑动时,可同步带动安装板进行移动,最终带动节流块安装板上的节流块进行移动,实现送出调节组件的送出与退回。
14、本发明进一步设置为:所述压射腔端部通过压射冲头与蓄能器内部连通,所述定模座和动模座四角位置均连接有一组导柱;所述导柱上远离动模座一端设置有一组导柱压板,所述导柱压板上安装有开合模液压缸和调模液压马达。
15、一种配流盘组件,根据上述所述的配流盘压铸用模具切换系统加工而成:所述配流盘组件设置为圆盘结构、且其两侧对称开设有两组配流窗,两组所述配流窗设置为形状与配流盘组件适配的圆弧结构、且二者之间设置有两组过渡桥;其中,所述过渡桥靠近配流窗一侧开设有三角结构的过渡节流槽。
16、综上所述,本技术包括以下至少一种有益技术效果:
17、1.与四组配流窗浇道端部位置对应处设置四组节流槽调节单元,根据前泵配流盘、后泵配流盘以及行走马达配流盘的不同加工需求,使不同位置处的节流选择性送出,在对应位置处形成过渡节流槽浇道。便于后续压铸过程中金属液在形成顺时针、逆时针、双向等过渡节流槽结构,达到利用一组模具灵活变换,生产不同结构的配流盘组件的目的。
18、2.开合调节组件闭合状态下,通过闭合的开合板,保证动模浇道的完整性;开合调节组件张开状态下,通过节流块安装板填满因开合板张开产生的缝隙,保证动模浇道的完整性;从而保证压铸过程中金属液不会进入调节通孔内部,同时也不会影响配流盘组件成品的质量。
19、3.设置两组顶出杆将配流盘组件沿水平方向从定模座内部顶出,一方面能够有效避免配流盘组件下料过程中发生偏移后与定模座摩擦,导致配流盘组件成品质量受影响;另一方面,配流盘组件从定模座内部部分顶出后,还能为机械手提供足够进行夹持的空间,便于机械手通过夹持完成下料。
- 还没有人留言评论。精彩留言会获得点赞!