用于管道防火的吸热核辐射屏蔽卷材及其制造方法与流程
[0001]
本发明涉及防火卷材技术领域,具体涉及一种用于管道防火的吸热核辐射屏蔽卷材及其制造方法。
背景技术:
[0002]
针对管道防火,目前在民用领域主要采用纤维板、膨胀型、水泥等防火手段,而核电领域的安全等级要求更高,因此这些民用产品明显不适用于核电领域使用。特别地,近几年在核电领域,正在逐步推广以高性能塑料管道替代原有的金属管道,这就对防火要求提出了更高的要求。另外,核电主管道由于运输介质含一定的辐射剂量,产生x、γ、中子等射线,其中x、γ射线通过堆积包裹材料密度,就能达到较好的屏蔽效果,但是其中中子射线穿透力极强,屏蔽效果差。
[0003]
目前管道包覆防火技术中,水泥防火不易于管道的维修和更换,纤维增强硅酸钙板,可用于被动防火保护系统,具有优良的防火性能。该产品为“流浆法”(湿法)生产,经高温蒸压、干燥加工和表面处理而成,生产过程有一定的污染。3m公司改进技术通过耐火纤维的在添加一定的al(oh)3分解作为吸热剂,并用自重法(干法)成型(专利:cn102869822a),但是不能达到较好的核辐射屏蔽功能。
技术实现要素:
[0004]
本发明要解决的技术问题是提供一种用于管道防火的吸热核辐射屏蔽卷材,该卷材产品具备吸热的功能从而达到较好的防火效果;并且具有屏蔽功能,能够屏蔽核电管道内运输介质带来的辐射,特别是针对中子射线。
[0005]
为了解决上述技术问题,本发明第一方面提供了一种用于管道防火的吸热核辐射屏蔽卷材,所述吸热核辐射屏蔽卷材中包括按重量份计的如下组分:结构纤维15-100份、屏蔽吸热剂50-500份、粘合剂0.1-10份;
[0006]
其中,所述结构纤维选自硅酸铝纤维、玻璃纤维、玄武岩纤维、碳纤维、木质纤维中的一种或多种;
[0007]
所述屏蔽吸热剂包括屏蔽剂和0-30份氢氧化铝,所述屏蔽剂选自硼酸、三氟化硼二水合物、硼酸氢铵四水合物、四硼酸钾四水合物、水合四硼酸钠中的一种或多种。
[0008]
进一步地,所述结构纤维为连续纤维或者0.5mm~500mm短切纤维。
[0009]
进一步地,所述屏蔽剂的平均粒径为50nm~500nm。优选地,所述屏蔽剂为硼酸,其颗粒目数越高,分散性越好,最后制品的防火耐温能力越好。
[0010]
进一步地,所述氢氧化铝的规格为325~5000目。
[0011]
进一步地,所述粘合剂选自硅橡胶、乙丙橡胶、环氧树脂及固化剂、聚氨酯树脂及固化剂、丙烯酸类橡胶、线性聚乙烯、丁腈橡胶中的一种或多种。
[0012]
本发明第二方面提供了所述的用于管道防火的吸热核辐射屏蔽卷材的制备方法,所述吸热核辐射屏蔽卷材通过一特制模具制备,所述模具中设置有独立的第一流道、第二
流道与第三流道,且所述流道的出口相互靠近;
[0013]
所述制备方法包括以下步骤:
[0014]
s1.将模具预热至120℃~250℃;
[0015]
s2.取配方量的结构纤维与不超过5份的粘合剂,通过单螺杆挤出,在背压在0.5mpa~2.5mpa的情况下,引入所述模具中的第一流道中;
[0016]
s3.取配方量的屏蔽吸热剂,混合均匀,于100℃-150℃真空干燥,得到混合料;所述混合料冷却至60℃以下后再与剩余的粘合剂混合,通过压出设备引入所述模具的第二流道中,压出压力在0.5mpa~2.5mpa;
[0017]
s4.向所述模具的第三流道中通入高速气流,在所述高速气流的带动下,第一流道中的结构纤维与第二流道中的粘合剂/屏蔽吸热剂复合物于流道出口处喷出,并收卷于滚轮上,形成0.5~50mm厚度的卷材;
[0018]
s5.将得到的卷材成品在干燥箱体中完成干燥,干燥温度控制在25~150℃;接着取出,得到所述吸热核辐射屏蔽卷材。
[0019]
本发明步骤s2中,加入的粘合剂为树脂,不包含固化剂,其目的是在单螺杆挤出的过程中,少量的液体可以起到助推润滑的作用。而步骤s3中的粘合剂包括树脂和对应的固化剂。
[0020]
进一步地,所述模具呈滚筒状,所述第一流道、第二流道和第三流道均为环状流道,且自内向外依次分布;所述第二流道的末端斜向通往所述第一流道中;所述第三流道的末端朝向所述第一流道的出口。
[0021]
进一步地,向所述模具中引入结构纤维或粘合剂/屏蔽纤维复合物前,先加热所述模具使得流道的温度至50~400℃,从而使得粘合剂能够更快的通过流道。优选地,所述流道的周围设置有加热系统。
[0022]
进一步地,所述第一流道出口的直径为0.1-0.5mm。
[0023]
进一步地,所述高速气流的速度300~850m/s。
[0024]
本发明的有益效果在于:
[0025]
1.本发明的在卷材的制备过程中加入了屏蔽吸热剂,该屏蔽吸热剂包括氢氧化铝以及硼酸、三氟化硼二水合物、硼酸氢铵四水合物、四硼酸钾四水合物、水合四硼酸钠等含硼化合物,通过吸热屏蔽剂中的硼元素可以有效的阻隔中子射线的辐射作用,这样使得防火卷材在原有吸热降温从而防火、耐火的基础上,具备核辐射屏蔽功能。
[0026]
2.本发明的用于管道防火的吸热核辐射屏蔽卷材,采用特质模具的喷出工艺,由于高速气流的牵引作用,显著地提升了生产效率。生产0.6m宽幅卷材,本发明的生产效率可达25~200m/h,而干法(自重法)和湿法只能达到10~50m/h。此外,该成型工艺还解决了原来湿法带来的溶剂污染问题。
附图说明
[0027]
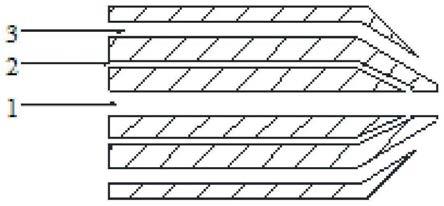
图1是本发明一实施例中的特制模具的截面结构示意图;
[0028]
其中:1、第一流道;2、第二流道;3、第三流道。
具体实施方式
[0029]
下面结合附图和具体实施例对本发明作进一步说明,以使本领域的技术人员可以更好地理解本发明并能予以实施,但所举实施例不作为对本发明的限定。
[0030]
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
[0031]
以下各实施例中,结构纤维为0.5mm~500mm短切纤维,屏蔽吸热剂的平均粒径为50nm~500nm,氢氧化铝的规格为325~5000目。
[0032]
实施例1
[0033]
本实施例提供了一种用于管道防火的吸热核辐射屏蔽卷材的制备方法,包括以下步骤:
[0034]
s1.将硼酸50份,氢氧化铝25份混合均匀并干燥,得到预混料。
[0035]
s2.预热模具至180℃后,将硅酸铝纤维30份添加2份的环氧树脂并通过单螺杆挤出,背压在2.5mpa,引入模具其中一个流道。
[0036]
s3.再将5份的环氧树脂与2份固化剂dds混后,并加入预混料,混合均匀,通过压出设备,压出压力在2.5mpa,引入另一个流道。
[0037]
s4.打开高速气流,气流速度为300(m/s),通过0.5mm的喷出口径,喷出形成20mm厚度的卷材,收卷并100℃下干燥制品。
[0038]
本实施例利用其中的吸热屏蔽剂中的硼元素可以有效的阻隔中子射线的辐射作用,并且在经过中子辐射之后材料的力学性能无明显的变化,并且无明显的老化开裂、银纹等。
[0039]
实施例2
[0040]
本实施例提供了一种用于管道防火的吸热核辐射屏蔽卷材的制备方法,包括以下步骤:
[0041]
s1.将硼酸50份,三氟化硼二水合物50份,四硼酸钾四水合物50份,氢氧化铝25份混合均匀并干燥,得到预混料。
[0042]
s2.预热模具至180℃后,将50份玻璃纤维添加2份的环氧树脂并通过单螺杆挤出,背压在2.5mpa,引入模具其中一个流道。
[0043]
s3.再将5份的环氧树脂与2份固化剂dds混合后,并加入预混料,混合均匀,通过压出设备,压出压力在2.5mpa,引入另一个流道。
[0044]
s4.打开高速气流,气流速度为300(m/s),通过0.5mm的喷出口径,喷出形成20mm厚度的卷材,收卷并100℃下干燥制品。
[0045]
实施例3
[0046]
本实施例提供了一种用于管道防火的吸热核辐射屏蔽卷材的制备方法,包括以下步骤:
[0047]
s1.将氢氧化铝30份、硼酸100份、水合四硼酸钠100份混合均匀并干燥,得到预混料。
[0048]
s2.预热模具至180℃后,将玄武岩纤维50份添加2份的硅橡胶,并通过单螺杆挤
出,背压在2.5mpa,引入模具其中一个流道。
[0049]
s3.再将硅橡胶5份、固化剂双二四0.01份混合后,并加入预混料,混合均匀,通过压出设备,压出压力在2.5mpa,引入另一个流道。
[0050]
s4.打开高速气流,气流速度为300(m/s),通过0.5mm的喷出口径,喷出形成20mm厚度的卷材,收卷并100℃下干燥制品。
[0051]
本发明的吸热核辐射屏蔽卷材与普通卷材(采用普通吸热剂al(oh)3)的性能检测结果如下表所示:
[0052][0053]
从上表的结果可知,与采用普通吸热剂al(oh)3的普通卷材相比,本发明的吸热核辐射屏蔽卷材中子屏蔽效率大大提升,同时具有良好的耐火性能。
[0054]
以上所述实施例仅是为充分说明本发明而所举的较佳的实施例,本发明的保护范围不限于此。本技术领域的技术人员在本发明基础上所作的等同替代或变换,均在本发明的保护范围之内。本发明的保护范围以权利要求书为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1