玻璃基板棱抛系统和方法与流程
[0001]
本发明涉及玻璃基板制造领域,具体地涉及玻璃基板棱抛系统和方法。
背景技术:
[0002]
在玻璃基板制造过程中,为了去除玻璃基板边部的裂纹和砂边等瑕疵、消除棱边的集中应力、提高玻璃基板使用或后续加工良率,需要对玻璃基板的边部进行抛光,即进行棱抛。传统化学抛光的效果不佳,且容易导致玻璃基板的边部受到蚀损,抛光面易出现微小波纹起伏,无法保证边部和其他部位的完整性。而研磨抛光只适用于厚度较大的玻璃基板,对于薄板玻璃,研磨难度较大。虽然可以使用高温加热抛光,使玻璃边部加热到玻璃的软化点以上,利用表面张力以及玻璃的流动能力牵引下,使得此区块愈合成新的表面,达到抛光的效果,但仅适用于厚度较大的玻璃,对于厚度较薄的玻璃基板而言,容易因高温加热时导致受热过快而发生炸裂,边部也会因受热不均而翘曲增大。
[0003]
因此,现有技术中对厚度较薄的玻璃基板亟待改进棱抛效果。
技术实现要素:
[0004]
本发明的目的是为了克服现有技术存在的难以对玻璃基板进行棱抛的问题,提供一种玻璃基板棱抛系统,该玻璃基板棱抛系统能够适于对厚度较薄的玻璃基板进行棱抛。
[0005]
为了实现上述目的,本发明一方面提供一种玻璃基板棱抛系统,其中,所述玻璃基板棱抛系统包括预热单元、高温加热抛光单元、退火单元和输送单元,所述输送单元用于沿从所述预热单元到所述退火单元的方向输送玻璃基板g,所述高温加热抛光单元设置在所述预热单元和所述退火单元之间并位于所述输送单元两侧,以对所述玻璃基板g的边部进行高温加热抛光。
[0006]
可选的,所述高温加热抛光单元包括彼此相对设置的加热件,所述加热件设置为能够彼此靠近或远离,以调节所述加热件相对于所述玻璃基板g的边部的距离。
[0007]
可选的,所述高温加热单元包括垂直于所述输送单元的输送路径设置的第一导轨,所述加热件设置为能够沿所述第一导轨移动。
[0008]
可选的,所述输送单元包括直型的第二导轨和能够通过所述第二导轨移动的输送件,所述高温加热单元包括沿所述第二导轨的延伸方向设置的两组所述加热件,所述输送件设置为能够转动,以分别通过两组所述加热件对所述玻璃基板g的两组对边抛光。
[0009]
可选的,所述加热件为u型电加热件,所述u型电加热件包括用于加热的弧形部和从所述弧形部的两侧平行延伸的保温部,所述弧形部对应所述玻璃基板g的所述边部,所述保温部平行于所述玻璃基板g设置。
[0010]
可选的,所述玻璃基板棱抛系统包括隧道窑,所述预热单元和所述退火单元分别设置在所述隧道窑的两端,所述高温加热抛光单元设置在所述隧道窑的中部,所述隧道窑内设置有朝向两端送风的风机。
[0011]
本申请还提供一种玻璃基板棱抛方法,其中,所述方法包括:
[0012]
s1、将玻璃基板g预热到tg
±
50℃;
[0013]
s2、对预热后的所述玻璃基板g的边部进行高温加热抛光;
[0014]
s3、对抛光后的所述玻璃基板g进行退火。
[0015]
可选的,所述玻璃基板g的初始厚度不大于0.55mm;和/或,所述玻璃基板g在步骤s2中的移动速度为5-100mm/s。
[0016]
可选的,步骤s2包括:使用加热件对所述玻璃基板g的边部加热,其中所述加热件与所述边部的距离为0-2cm;和/或,将所述边部加热到ts以上50-150℃。
[0017]
可选的,所述方法包括在步骤s1之前,将多个所述玻璃基板g彼此层叠并通过垫片s彼此间隔设置。
[0018]
通过上述技术方案,通过预热单元可以对玻璃基板进行预热,退火单元可以使得高温加热抛光后的玻璃平稳降温,防止升温、降温过程中温差过大导致玻璃炸裂。通过将高温加热抛光单元设置在输送单元两侧,可以集中对玻璃基板的边部进行抛光,避免引起整个玻璃基板的受热过快而炸裂。
附图说明
[0019]
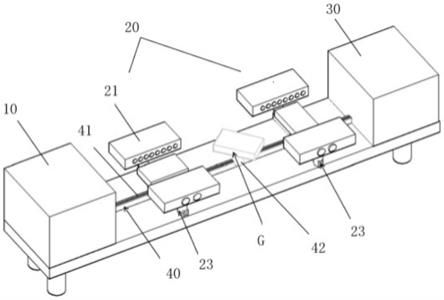
图1是说明本申请的玻璃基板棱抛系统的一种实施方式的示意图;
[0020]
图2是图1的实施方式的俯视图;
[0021]
图3是玻璃基板通过本申请的玻璃基板棱抛系统的加热件的一种实施方式的示意图;。
[0022]
图4是玻璃层叠设置在本申请的玻璃基板棱抛系统的输送件上的示意图。
[0023]
附图标记说明
[0024]
10-预热单元,20-高温加热抛光单元,21-加热件,211-弧形部,212-保温部,22-第一导轨,23-导杆,30-退火单元,40-输送单元,41-第二导轨,42-输送件,421-夹具,g-玻璃基板,s-垫片。
具体实施方式
[0025]
以下结合附图对本发明的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本发明,并不用于限制本发明。
[0026]
在本发明中,在未作相反说明的情况下,使用的方位词如“上、下、左、右”通常是指参考附图所示的上、下、左、右;“内、外”是指相对于各部件本身的轮廓的内、外。下面将参考附图并结合实施方式来详细说明本申请。
[0027]
根据本申请的一个方面,提供一种玻璃基板棱抛系统,其中,所述玻璃基板棱抛系统包括预热单元10、高温加热抛光单元20、退火单元30和输送单元40,所述输送单元40用于沿从所述预热单元10到所述退火单元20的方向输送玻璃基板g,所述高温加热抛光单元20设置在所述预热单元10和所述退火单元30之间并位于所述输送单元40两侧,以对所述玻璃基板g的边部进行高温加热抛光。
[0028]
通过预热单元10可以对玻璃基板g进行预热,退火单元30可以使得高温加热抛光后的玻璃平稳降温,防止升温、降温过程中温差过大导致玻璃炸裂。通过将高温加热抛光单元20设置在输送单元40两侧,可以集中对玻璃基板g的边部进行抛光,避免引起整个玻璃基
板g的受热过快而炸裂。
[0029]
优选地,所述高温加热抛光单元20包括彼此相对设置的加热件21,所述加热件21设置为能够彼此靠近或远离,以调节所述加热件21相对于所述玻璃基板g的边部的距离。由此,可以通过调节述加热件21相对于所述玻璃基板g的边部的距离,确保高温加热抛光单元20仅对边部提供抛光作用,避免整个玻璃基板因高温加热抛光单元20的加热而受热过快炸裂。
[0030]
其中,可以通过适当的方式使加热件21彼此靠近或远离。具体的,如图1所示,所述高温加热单元20可以包括垂直于所述输送单元40的输送路径设置的第一导轨22,所述加热件21设置为能够沿所述第一导轨22移动。例如,加热件21可以安装于与第一导轨22滑动配合的导杆23。通过将加热件21移动到第一导轨22的不同位置,可以调节加热件21距离输送单元40的距离,也就是调整了加热件21相对于玻璃基板g的边部的距离。
[0031]
优选地,为对玻璃基板g的各边部进行抛光,可以将玻璃基板g设置为能够在输送过程中转动方向。具体的,如图2所示,所述输送单元40包括直型的第二导轨41和能够通过所述第二导轨41移动的输送件42,所述高温加热单元20包括沿所述第二导轨41的延伸方向设置的两组所述加热件21,所述输送件42设置为能够转动,以分别通过两组所述加热件21对所述玻璃基板g的两组对边抛光。使用时,在经过第一组加热件21以对玻璃基板g的一组对边抛光后,可以转动输送件42,使得玻璃基板g在其平面内转动90度,以后续通过第二组加热件21对另一组对边抛光。其中,为便于转动,输送件42可以为转台形式。另外,第二导轨41上可以设置有能够相对于第二导轨41移动的移动块,输送件42可以安装在移动块上。可选择地,第二导轨41可以为带式循环或往复移动的导轨,从而可以将输送件42固定在第二导轨41上,以通过第二导轨41的移动带动输送件42移动。
[0032]
另外,为提高处理效率,如图4所示,输送件42上可以设置有夹具421,以夹持多个层叠的玻璃基板g,相邻玻璃基板g之间通过垫片s分隔开。其中,垫片s的边长尺寸小于玻璃基板g的边长尺寸,例如垫片s的对应边小于玻璃基板g的对应边5-10mm,垫片s的厚度可以大于玻璃基板g的厚度,以起到良好的隔离防粘结作用,例如,垫片s的厚度可以为玻璃基板g的厚度的5倍以上。其中,为简化结构,输送件42可以作为下夹具,夹具421作为上夹具,从而配合夹固层叠的玻璃基板g。
[0033]
另外,本申请的系统可以进行连续处理,多个输送件42可以依次从预热单元10朝向退火单元30移动,从而增大处理量和速度。
[0034]
本申请中,高温加热抛光单元20的加热件21可以是各种适当形式,例如可以为火焰喷枪,具体可为单一喷嘴火焰枪,水冷式喷嘴火焰枪,辐射火焰枪,鱼尾型火焰枪和窄缝式火焰枪等中的任意一种,优选鱼尾型火焰枪和窄缝式火焰枪,更优选为窄缝式火焰枪。可选择地,加热件21也可以是电加热件,优选地,如图3所示,所述加热件21可以为u型电加热件,所述u型电加热件包括用于加热的弧形部211和从所述弧形部211的两侧平行延伸的保温部212,所述弧形部211对应所述玻璃基板g的所述边部,所述保温部212平行于所述玻璃基板g设置。由此,可以通过弧形部211环绕地对应玻璃基板g的边部,以针对性地加热边部,保温部212可以仅提供保温,以使玻璃基板g的温度从边部向中心平稳过渡。具体的,弧形部211可以为硅碳棒、硅钼棒等,保温部212可以为石墨板。
[0035]
为充分利用能源,所述玻璃基板棱抛系统包括隧道窑,所述预热单元10和所述退
火单元30分别设置在所述隧道窑的两端,所述高温加热抛光单元20设置在所述隧道窑的中部,所述隧道窑内设置有朝向两端送风的风机。具体的,整个玻璃基板棱抛系统都设置在隧道窑内,从而形成密封系统,以便充分利用密封系统内的热量进行预热和退火。其中,隧道窑的加热部位(即高温加热抛光单元20)可以位于隧道窑的中部,通过在隧道窑内设置风机,可以将产生的热量沿着隧道朝向预热单元10、退火单元30流动,以用于预热和退火。另外,所述玻璃基板棱抛系统可以包括用于在所述退火单元30所在的端向所述隧道窑内鼓入冷风的鼓风装置。通过在退火单元30所在的端向隧道窑内吹送冷风,冷风可以与玻璃基板g逆行,一方面冷却玻璃基板g,另一方面加热了冷风,这些加热的冷风可以抽出以便其他工序使用。
[0036]
根据本申请的另一方面,提供一种玻璃基板棱抛方法,其中,所述方法包括:
[0037]
s1、将玻璃基板g预热到tg
±
50℃;
[0038]
s2、对预热后的所述玻璃基板g的边部进行高温加热抛光;
[0039]
s3、对抛光后的所述玻璃基板g进行退火。
[0040]
通过将玻璃基板g预热到tg
±
50℃,使后续高温加热抛光的热加工过程不致因玻璃径向、轴向温差过大导致炸裂的应力。通过使得高温加热抛光后的玻璃退火,可以防止升温、降温过程中温差过大导致玻璃炸裂。通过对玻璃基板g的边部高温加热抛光,避免引起整个玻璃基板g的受热过快而炸裂。
[0041]
本申请的方法,尤其始于厚度较小的玻璃基板g,例如所述玻璃基板g的初始厚度不大于0.55mm。
[0042]
另外,在高温加热抛光时,玻璃的待抛面(即边部)温度需要达到熔化温度以上,而本体(即玻璃基板g的其余部位)不可超过软化温度,因此对加热温度和玻璃移动速度有较高的要求,可以配合适当的玻璃基板g在高温加热抛光过程中的移动速度,来避免高温加热对边部以外的部位的影响。优选地,所述玻璃基板g在步骤s2中的移动速度为5-100mm/s。优选地,在高温加热抛光时,将所述边部加热到ts以上50-150℃。
[0043]
本申请中,高温加热抛光可以采用燃料加热法、电加热法、高频加热法、混合加热法等。所述燃料加热法包括火焰抛光法,所述电加热法可以使用图3的u型电加热件加热。
[0044]
其中,对于玻璃而言,采用火焰抛光法时,选择不合适的燃气种类和不恰当的距离容易在玻璃表面加热时出现产品内部过热的现象,从而引起变形。本申请中燃气种类可选择氢气、乙炔、甲烷、煤气、液化气等气体中的任意一种与空气或是氧气混合,由于氧气高温加热具有更高的高温加热温度,燃烧速率快,高温加热稳定,缩短了高温加热照射时间,可防止玻璃变形,故优选甲烷氧气混合气和氢气氧气混合气,更优选氢气氧气混合气;同时,氢氧混合气更是具有零污染,生产效率高,节能方便等优点。
[0045]
为对边部进行高温加热抛光,步骤s2包括使用加热件(可以为火焰喷枪或电加热件)对所述玻璃基板g的边部加热,其中所述加热件与所述边部的距离为0-2cm。
[0046]
为提高处理效率,所述方法可以包括在步骤s1之前,将多个所述玻璃基板g彼此层叠并通过垫片s彼此间隔设置,从而可以一次性对多个玻璃基板g进行棱抛。
[0047]
此外,在预热和退火过程中,优选使玻璃基板g的温度逐渐变化,以缓和升温或降温。例如,可以在预热和退火过程中进行梯度加热或降温,并且可以根据玻璃基板g的厚度设置预热和退火处理的时间,例如预热和退火可以分别进行1-30min,玻璃基板g的厚度越
薄,处理时间越短。其中,退火用于使高温加热抛光后的玻璃基板g不产生温差过大导致炸裂的应力和残余应力,本申请中退火可采取退火炉或退火窑对玻璃进行退火,例如退火温度可以为400℃~室温。
[0048]
本申请的方法可以通过各种适当的形式实施,优选使用本申请的系统实施,但不限于此。
[0049]
下面参考附图举例说明本申请的系统和方法。
[0050]
实施例1:
[0051]
将规格为140*70*0.2mm的10块玻璃基板g通过垫片s间隔定位后通过机械手或者人工放置在输送件42上,通过夹具421施压对玻璃基板g进行固定。加热件21为火焰枪,燃烧气选择氢氧气,设置加热温度为玻璃软化点ts+150℃,玻璃基板g距火焰枪喷灯的距离为0.5cm,玻璃基板g在火焰枪之间的移动速度为15mm/s。通过输送件42将玻璃基板g输送进入预热工序,经5min玻璃基板g从室温预热至预热温度(转变点(tg)+30℃)。预热结束,通过输送件42将玻璃基板g输送进入抛光工序的第一组火焰枪,离开第一组火焰枪后使输送件42旋转90
°
后进入抛光工序的第二组火焰枪,对其余两边进行抛光。抛光结束,进入退火工序将玻璃基板g的温度降至100℃以下后进入空气降温至常温。
[0052]
抛光后的产品无炸裂,棱边光滑,无变形,无气泡,成品玻璃的厚薄差
△
t=0.1t且成品玻璃尺寸规格与素玻璃的尺寸规格的比率表示的伸缩率为0.990。
[0053]
实施例2:
[0054]
以实施例1的方法进行棱抛,其中玻璃基板g的规格为140*70*0.08mm,预热温度为tg+30℃,高温加热抛光的温度为玻璃软化点ts+100℃,玻璃基板g距火焰枪喷灯的距离为1cm,玻璃基板g在火焰枪之间的移动速度为40mm/s。
[0055]
抛光后的产品无炸裂,棱边光滑,无变形,无气泡,成品玻璃的厚薄差
△
t=0.1t且成品玻璃尺寸规格与素玻璃的尺寸规格的比率表示的伸缩率为0.990。
[0056]
实施例3:
[0057]
以实施例1的方法进行棱抛,其中玻璃基板g的规格为140*70*0.07mm,预热温度为tg-50℃,高温加热抛光的温度为玻璃软化点ts+70℃,通过u型电加热件加热,玻璃基板g距弧形部211的距离为1cm,玻璃基板g在u型电加热件之间的移动速度为60mm/s。
[0058]
抛光后的产品无炸裂,棱边光滑,无变形,无气泡,成品玻璃的厚薄差
△
t=0.15t且成品玻璃尺寸规格与素玻璃的尺寸规格的比率表示的伸缩率为0.990。
[0059]
实施例4
[0060]
以实施例1的方法进行棱抛,其中玻璃基板g的规格为140*70*0.55mm,预热温度为tg+50℃,高温加热抛光的温度为玻璃软化点ts+150℃,玻璃基板g距火焰枪喷灯的距离为0.5cm,玻璃基板g在火焰枪之间的移动速度为5mm/s。
[0061]
抛光后的产品无炸裂,棱边光滑,无变形,无气泡,成品玻璃的厚薄差
△
t=0.11t且成品玻璃尺寸规格与素玻璃的尺寸规格的比率表示的伸缩率为0.990。
[0062]
实施例5
[0063]
以实施例1的方法进行棱抛,其中玻璃基板g的规格为140*70*0.4mm,预热温度为tg+30℃,高温加热抛光的温度为玻璃软化点ts+50℃,玻璃基板g距火焰枪喷灯的距离为1cm,玻璃基板g在火焰枪之间的移动速度为40mm/s。
[0064]
抛光后的产品无炸裂,棱边光滑,无变形,无气泡,成品玻璃的厚薄差
△
t=0.12t且成品玻璃尺寸规格与素玻璃的尺寸规格的比率表示的伸缩率为0.990。
[0065]
以上结合附图详细描述了本发明的优选实施方式,但是,本发明并不限于此。在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型。本申请包括各个具体技术特征以任何合适的方式进行组合。为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。但这些简单变型和组合同样应当视为本发明所公开的内容,均属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1