一种平模薄型钢化玻璃的冷却设备的制作方法
[0001]
本发明涉及钢化玻璃加工设备技术领域,具体涉及一种平模薄型钢化玻璃的冷却设备。
背景技术:
[0002]
钢化玻璃是将普通退火玻璃先切割成要求尺寸,然后加热到接近软化点的700度左右,再进行快速均匀的冷却而得到的具有高安全性、高强度和热稳定性的强化玻璃。目前,对于平模薄型钢化玻璃,一般采用正对玻璃型面的风栅快速吹出冷却风的方式进行冷却。但是,这种正对玻璃型面吹风冷却的方式,高风压会对玻璃型面形成波浪形的风压纹路,尤其是对厚度较薄的平模薄型钢化玻璃造成的风压纹路更加的明显,导致平模薄型钢化玻璃的型面冷却效果不均匀,严重影响钢化玻璃的质量。
技术实现要素:
[0003]
本发明的目的是提出一种平模薄型钢化玻璃的冷却设备,可以减少平模薄型钢化玻璃的风压纹路,提高平模薄型钢化玻璃型面的冷却效果。
[0004]
根据本发明提供的平模薄型钢化玻璃的冷却设备,包括输送辊以及分别设置在所述输送辊上下方的风栅,所述风栅与集风箱连通,所述风栅内沿所述输送辊的出料方向设有若干送风通道,关键在于所述送风通道朝所述输送辊的出料方向倾斜设置。
[0005]
本发明通过将送风通道向出料方向倾斜设置,可以在玻璃进入风栅冷却区域后使玻璃型面受风面向玻璃前端平缓,减少高风压对玻璃型面造成的风压纹路,使得玻璃型面冷却效果更加均匀,提高钢化玻璃的质量。
[0006]
进一步的,为了保证急速冷却效果,所述送风通道为扁平面状通风槽。
[0007]
进一步的,所述送风通道的密度从进料方向向出料方向逐渐降低。对于长度较长的玻璃钢化,可以将送风通道的密度从进料方向向出料方向逐渐降低,以均匀冷却效果,避免玻璃前后端进入风栅冷却区域的时间不同造成的冷却滞后差异过大。
[0008]
进一步的,所述送风通道的中心线与所述输送辊的出料方向的夹角为75
°-
85
°
。
附图说明
[0009]
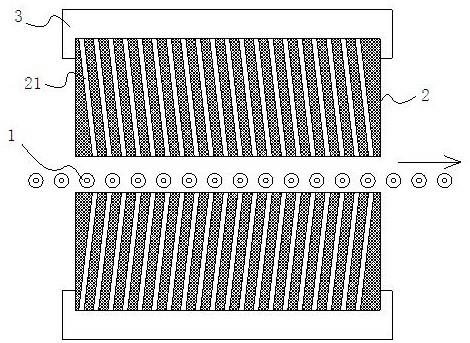
图1为本发明的结构示意图。
[0010]
其中图示:1、输送辊;2、风栅;21、送风通道;3、集风箱。
具体实施方式
[0011]
下面对照附图,通过对实施实例的描述,对本发明的具体实施方式如所涉及的各构件的形状、构造、各部分之间的相互位置及连接关系、各部分的作用及工作原理等作进一步的详细说明。
[0012]
如图1,本发明的平模薄型钢化玻璃的冷却设备,包括输送辊1以及分别设置在输
送辊1上下方的风栅2,风栅2与集风箱3连通,风栅2内沿输送辊1的出料方向设有若干送风通道21,送风通道21朝输送辊1的出料方向倾斜设置。其中,输送辊1的出料方向如图1中箭头方向所示。
[0013]
本发明通过将送风通道21向出料方向倾斜设置,可以在玻璃进入风栅冷却区域后使玻璃型面受风面向玻璃前端平缓,减少高风压对玻璃型面造成的风压纹路,使得玻璃型面冷却效果更加均匀,提高钢化玻璃的质量。
[0014]
作为优选的实施方式,为了保证急速冷却效果,送风通道21为扁平面状通风槽。
[0015]
优选的,送风通道21的密度从进料方向向出料方向逐渐降低。对于长度较长的玻璃钢化,可以将送风通道21的密度从进料方向向出料方向逐渐降低,以均匀冷却效果,避免玻璃前后端进入风栅冷却区域的时间不同造成的冷却滞后差异过大。
[0016]
优选的,送风通道21的中心线与输送辊1的出料方向的夹角为75
°-
85
°
。
[0017]
上面结合附图对本发明进行了示例性描述,显然本发明具体设计并不受上述方式的限制,只要采用了本发明的构思和技术方案进行的各种非实质性的改进,或未经改进将本发明的构思和技术方案直接应用于其它场合的,均在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1