玻璃成型用模具处理装置以及自动操作装置的制作方法
[0001]
本实用新型涉及一种玻璃成型用模具处理装置,尤其涉及一种单独构成为模具的供应及取出、玻璃半成品的供应及装料、玻璃成品的取出及装载而进行直线往复运动的移送单元,使多个移送单元在互不干涉的同时独立地进行运转,从而能够提高生产性的玻璃成型用模具处理装置。
[0002]
本实用新型涉及一种将多个移送单元配置成在不重叠的路径上进行直线往复运动,以减少用于等待后续工序的时间,从而能够进一步提高生产性的玻璃成型用模具处理装置。
[0003]
本实用新型涉及一种通过沿着彼此平行的不同路径移送上模和下模的同时进行清洗,从而能够使不良率最小化的玻璃成型用模具处理装置。
[0004]
本实用新型涉及一种具备下模翻转功能以在翻转的状态下进行清洗,从而能够提高异物清除能力的玻璃成型用模具处理装置。
[0005]
本实用新型涉及一种与玻璃成型装置共享信息,以在成型后将内置不良玻璃成型品的模具分离至另外的空间进行再处理,从而能够使工序损失最小化的玻璃成型用模具处理装置。
背景技术:
[0006]
近年来随着数码相机、照相手机、网络摄像机等变得小型化及超薄化,摄像头模块的大小逐渐变小。随着摄像头模块的小型化,较之现有的球面透镜,对非球面透镜的需求大幅增加。
[0007]
上述非球面透镜,可通过研磨法或冲压成型法来进行生产,但研磨法不适于大量生产。因此,近年来大多使用如下的冲压成型法,所述冲压成型法为,通过在上模具和下模具内投入原材料,并将上模具和下模具相互组装到一起之后安装到成型机中,从而经由高温加热工序、冲压工序、冷却工序进行成型的方法。
[0008]
例如,大韩民国公开专利第10-2006-0001861号中公开了,如图1所示的用于冲压成型的自动化成型装置的一个示例。
[0009]
上述现有技术中所记载的自动化成型装置具备:搬入/搬出用机器人,其在分解从成型装置搬出的模具而取出成型透镜之后,配置于透镜排列板上,并将新的原材料投入到分解的模具中,且将分解的模具进行组装;以及直角坐标型机器人,其将排列在透镜排列板上的成型透镜依次排列于透镜保持器上,并从新的原材料保持器依次将原材料排列于原材料排列板上。
[0010]
但是,由于透镜排列板和原材料排列板以固定在较近的位置处的状态而配置,因此在搬入/搬出机器人执行将成型透镜移送至透镜排列板的作业的过程中,为了避免与搬入/搬出机器人发生冲突,而不运转直角坐标型机器人。
[0011]
因此,无法完成将原材料保持器上的原材料移送至原材料排列板上的作业,从而存在一个问题,即,增加了整个透镜成型周期。
[0012]
因此,大韩民国注册专利第10-1452709号中,公开了一种原材料投入及成型透镜取出自动化装置,所述原材料投入及成型透镜取出自动化装置能够减少如图2所示将原材料保持器内的原材料投入到成型装置中,并将成型后的透镜从模具中取出并移送至透镜保持器的整体周期。
[0013]
但是,上述现有技术中存在如下问题,
[0014]
即,由于以包括原材料用机械手110、透镜用机械手120以及用于通过分解模具来取出成型透镜的第一机械手4等的多个机器人的方式而构成,因此会增加设备制造费用,由此不可取。
[0015]
另外,由于具备多个机器人,因此会增加装置的体积,从而存在空间利用率降低的问题。
[0016]
除此之外,在上述现有技术中,还因为完全没有公开清除成型之前有可能残留在模具内部的异物的结构,因此存在不良发生率剧增的问题。
[0017]
另外,大韩民国注册专利第10-1138308号中,公开了如图3所示的窗户玻璃弯曲成型装置的平面玻璃上料装置,但该装置也因为不具备用于清洗模具和玻璃半成品等的结构,而导致不良率一定会很高,而且因为上部模具装卸单元10和平面玻璃上料单元50被配置在同一条直线上,从而存在生产性降低的问题。
[0018]
另外,大韩民国注册专利第10-1914436号中,公开了如图4所示的玻璃成型用模具处理装置,虽然因为具备模具翻转单元180和下模清洗部172,从而可以期待通过清除污染物来降低不良率,但是因为一对移送材料单元140以沿单一的移送架142进行直线运动的方式而构成,从而存在限制提高生产性的问题。
[0019]
除此之外,上述现有技术中,并未公开对模具内部容纳有不良成品的情况进行检测的结构,因此存在通过执行不必要的后续工序,而使生产性降低的问题。
技术实现要素:
[0020]
技术问题
[0021]
本实用新型的目的在于,解决如上所述的现有技术问题,即,提供一种单独构成为模具供应及取出、玻璃半成品的供应及装料、玻璃成品的取出及装载而进行直线往复运动的移送单元,使多个移送单元在互不干涉的同时独立地进行运转,从而能够提高生产性的玻璃成型用模具处理装置。
[0022]
本实用新型的另一目的在于,提供一种将多个移送单元配置成在不重叠的路径上进行直线往复运动,以减少用于等待后续工序的时间,从而能够进一步提高生产性的玻璃成型用模具处理装置。
[0023]
本实用新型的另一目的在于,提供一种通过沿彼此平行的不同路径移送上模和下模的同时进行清洗,从而能够使不良率最小化的玻璃成型用模具处理装置。
[0024]
本实用新型的另一目的在于,提供一种具备下模翻转功能以在翻转的状态下进行清洗,从而能够提高异物清除能力的玻璃成型用模具处理装置。
[0025]
本实用新型的另一目的在于,提供一种与玻璃成型装置共享信息,以在成型后将内置不良玻璃成型品的模具分离至另外的空间进行再处理,从而能够使工序损失最小化的玻璃成型用模具处理装置。
[0026]
技术方案
[0027]
本实用新型所涉及的玻璃成型用模具处理装置,其包括:模具投入单元,其从成型装置将容纳有玻璃成品的模具投入至工作台上侧;模具取出单元,其以与上述模具投入单元平行的方式而配置,并且将装料有玻璃半成品的模具取出至成型装置;第一引导件,其在上述模具投入单元中,朝向上述模具取出单元而延伸;第二引导件,其以与上述第一引导件平行的方式而配置;第一移送单元,其以可滑动的方式被结合到上述第一引导件上,并且夹持并移送上述模具投入单元所持有的模具的一部分和上述玻璃成品;第二移送单元,其以可滑动的方式被结合到上述第二引导件上,以便沿着与上述第一移送单元不同的路径移送上述模具的剩余部分;成品存储单元,其对在上述第一移送单元中所夹持的玻璃成品进行存储;半成品存储单元,其对上述玻璃半成品进行存储;半成品装料单元,其将上述玻璃半成品装料至位于模具取出单元的模具中。
[0028]
在上述工作台的一侧,具备再处理单元,所述再处理单元在从上述成型装置提供的模具内部存在不良玻璃成型品的情况下,对模具及不良玻璃进行存储。
[0029]
上述第一移送单元和第二移送单元以彼此平行的方式被隔开距离,并且在相对于上述模具投入单元以及模具取出单元不同的平面上,进行直线往复运动。
[0030]
上述玻璃成型用模具处理装置还可以具备:半成品清洗单元,其从上述半成品存储单元中接受上述玻璃半成品的提供,并进行清洗;半成品移送单元,其将被存储于上述半成品存储单元中的玻璃半成品移送至半成品清洗单元。上述半成品装料单元将上述半成品清洗单元的玻璃半成品装料至位于上述模具取出单元的模具中,上述半成品移送单元和半成品装料单元被配置在彼此交叉的直线上,并且在低于上述第一移送单元以及第二移送单元的位置上进行直线往复运动。
[0031]
上述第一移送单元以包含如下部件的方式而构成,所述部件有:第一模具夹持部,其通过夹持上述模具中的一部分来进行移送,从而使模具内部开口;成品夹持部,其通过对开口的模具内部的玻璃成品进行吸附,从而进行移送;上述成品夹持部通过在吸附了玻璃成品的边缘位置之后进行旋转,从而以竖立的状态插入至上述成品存储部中。
[0032]
上述第二移送单元以包含如下部件的方式而构成,所述部件有:第二模具夹持部,其对上述第一模具夹持部夹持后所剩余的模具全部进行夹持;模具翻转部,其对上述第二模具夹持部夹持的模具进行翻转。
[0033]
上述模具清洗单元以包含如下部件的方式而构成,所述部件有:第一模具清洗部,其对上述第一移送单元所移送的模具的内部进行清洗;第二模具清洗部,其对上述第二移送单元所移送的模具的内部进行清洗;异物容纳部,其对存在于上述第二移送单元所翻转的模具的内部的异物进行容纳。
[0034]
另外,本实用新型公开了一种自动操作装置,其向利用模具而使非球面透镜成型的成型装置投入及取出上述模具,所述模具具备第一模具和第二模具,所述自动操作装置的特征在于,包括:工作台;模具投入单元,其从成型装置将容纳有玻璃成品的状态下的模具投入至工作台上侧;模具取出单元,其以与上述模具投入单元平行的方式而配置,并且将装料有玻璃半成品的状态下的模具取出至成型装置;第一移送单元,其在容纳有上述玻璃成品的状态下的模具中,分别夹持并移送上述第一模具和上述玻璃成品;第二移送单元,其在由上述第一移送单元夹持上述第一模具和上述玻璃成品之后,夹持并移送第二模具;上
述第一移送单元和第二移送单元以彼此平行的方式隔开距离,并且在与上述模具投入单元以及模具取出单元相比距离上述的工作台更高的位置处,沿着彼此不同的路径进行直线往复运动。
[0035]
实用新型效果
[0036]
本实用新型所涉及的玻璃成型用模具处理装置单独构成为模具的供应及取出、玻璃半成品的供应及装料、玻璃成品的取出及装载而进行直线往复运动的移送单元,并且以使多个移送单元在互不干涉的同时独立地进行运转的方式而构成。
[0037]
因此,通过将多个移送单元配置成在不重叠的路径上进行直线往复运动,以减少用于等待后续工序的时间,从而能够进一步提高生产性。
[0038]
另外,通过沿着彼此平行的不同路径移送上模和下模的同时进行清洗,从而能够使不良率最小化,并且通过具备下模翻转功能以在翻转的状态下进行清洗,从而能够提高异物清除能力。
[0039]
除此之外,还通过与玻璃成型装置共享信息,以在成型后将内置不良玻璃成型品的模具分离至另外的空间进行再处理,从而能够使工序损失最小化。
附图说明
[0040]
图1为示出大韩民国公开专利第10-2006-0001861号中所公开的用于冲压成型的自动化成型装置的结构的俯视图;
[0041]
图2为示出大韩民国注册专利第10-1452709号中所公开的原材料投入及成型玻璃取出自动化装置的结构的俯视图;
[0042]
图3为示出大韩民国注册专利第10-1138308号中所公开的窗户玻璃弯曲成型装置的平面玻璃上料装置的结构的俯视图;
[0043]
图4为示出大韩民国注册专利第10-1914436号中所公开的玻璃成型用模具处理装置的结构的立体图;
[0044]
图5为示出本实用新型所涉及的玻璃成型用模具处理装置的优选实施例的配置的前方立体图;
[0045]
图6为示出本实用新型所涉及的玻璃成型用模具处理装置的上面外观的上面立体图;
[0046]
图7为示出作为本实用新型所涉及的玻璃成型用模具处理装置的一个结构的、第一移送单元和第二移送单元的详细结构的右侧面立体图;
[0047]
图8为示出作为本实用新型所涉及的玻璃成型用模具处理装置的一个结构的、成品存储单元和模具清洗单元的详细结构的上面立体图;
[0048]
图9为示出作为本实用新型所涉及的玻璃成型用模具处理装置的一个结构的、半成品清洗单元和半成品存储部以及半成品移送单元的详细结构的前方立体图;
[0049]
图10为示出作为本实用新型所涉及的玻璃成型用模具处理装置的一个结构的、半成品清洗单元和半成品存储部以及半成品装料单元的详细结构的右侧立体图。
具体实施方式
[0050]
下面,参照所附图5,对本实用新型所涉及的玻璃成型用模具处理装置 (以下,称
为“模具处理装置100”)的结构进行说明。上述玻璃成型用模具处理装置可以成为自动完成作业或操作的机械装置的一个示例,此时,可称之为上述自动操作装置。
[0051]
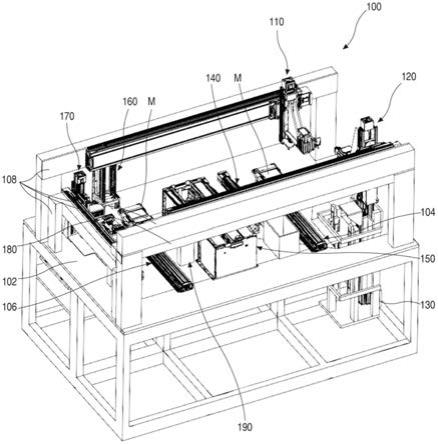
在图5中,图示了对本实用新型所涉及的玻璃成型用模具处理装置100 的优选实施例的配置的前方立体图。
[0052]
在此之前,本说明书及权利要求书中所用到的术语或词汇不应被解释为常规的词典中的含义,而应当依据发明人可以为了以最佳方式说明其自身的实用新型而适当地定义术语的概念的原则,被解释为符合本实用新型的技术思想的含义和概念。
[0053]
因此,本说明书中所记载的实施例以及附图中所图示的结构只不过是本实用新型的优选的一个实施例,而非完全代表本实用新型的技术思想,因此,应该理解为,在申请本实用新型时,可能存在可替代这些实施例的各种等同物和改变例。
[0054]
如图所示,本实用新型所涉及的玻璃成型用模具处理装置100为,执行如下功能的装置,所述功能有,从位于前方的成型装置(未图示)获得装料有玻璃成品的模具m之后进行处理,且在经过处理的模具m内部将玻璃半成品进行装料并再次供应给成型装置。此时,上述成型装置可以成为,作为原材料接受半成品的供应,从而形成非球面透镜的成型装置。
[0055]
上述模具处理装置100在矩形板状的工作台102上侧配置并支承有多个结构,在工作台102的右侧沿前后方向较长地设置有模具投入单元104,而在工作台102的左侧与模具投入单元104平行地设置有模具取出单元106。
[0056]
因此,从位于前方的成型装置向工作台102的右侧传递装料有玻璃成品的模具m,并且沿左侧将装料有玻璃半成品的模具m再次供应给成型装置。
[0057]
在上述工作台102的边缘,设置有多个支架108。上述支架108作为支承直线往复运动的多个移送单元以使其进行直线往复运动的结构,在上述工作台102的前、后半部和左侧端以及前端部分别以形状构成。
[0058]
另外,上述支架108被构成为,上端部的位置具有多种相位,使得多个移送单元在彼此直线往复运动时互不干涉。
[0059]
这是为了在多个移送单元为发挥各自的作用而直线运动时,以互不干涉或碰撞的状态被支承,从而使用于等待后续工序的时间最小化,由此提高生产性。
[0060]
在上述工作台102的后端上侧具备第一移送单元110。上述第一移送单元110采用如下结构,即,通过沿左右方向直线往复运动,从而夹持模具投入单元104所持有的模具m的一部分和玻璃成品而进行移送的结构。
[0061]
也就是说,上述模具投入单元104被构成为,在从成型装置接过装料有玻璃成品的模具m并移动至后方的状态时,上述第一移送单元110夹持模具 m的一部分(在本实用新型的实施例中为“上模”)而进行移送,并通过上模的移送,从而将露出至外部的玻璃成品依次进行夹持而与上模一起移送。
[0062]
在上述第一移送单元110的前方,平行地配置有第二移送单元120。上述第二移送单元120作为夹持由第一移送单元110清除上模和玻璃成品后所剩的模具(在本实用新型的实施例中为“下模”)而进行移送的结构,其发挥沿左右方向进行移送的作用。但是,上述模具m的一部分和剩余部分并不限于上模和下模。此时,作为其他示例,上述模具m的一部分可被称为第一模具,且上述所剩的模具m可被称为第二模具。
[0063]
因此,通过上述第一移送单元110和第二移送单元120,能够使上模和下模沿着不
相互交叉或重复的路径进行移动。
[0064]
在上述第二移送单元120的右侧部具备再处理单元130。上述再处理单元130为,在从成型装置提供过来的模具m内部存在不良玻璃成品时,以能够单独容纳模具m及不良玻璃的方式而构成的单元。
[0065]
也就是说,上述再处理单元130采用如下结构,即,通过从成型装置提供过来信号,从而掌握模具m内部是否存在不良玻璃成品,并且当与此相应的模具m流入到工作台102内部时,直接拾取并堆叠,从而将后续工序一个不落地排除在外,由此提高生产性的结构。
[0066]
在上述模具投入单元104的左侧,具备有成品存储单元140。上述成品存储单元140作为将由第一移送单元110拾取的玻璃成品垂直存储的结构,被构成为,能够以隔开距离的状态安全地存储多个玻璃成品。
[0067]
在上述成品存储单元140的左侧,具备有模具清洗单元150,上述模具清洗单元150作为用于分别清洗上模和下模的结构,以从上述工作台102的中央部至前后半部类似的形态而配置,以便专门负责清洗上模和下模。
[0068]
在上述工作台102的左侧后半部,具备半成品存储单元160。上述半成品存储单元160采用如下结构,即,对未成型的多个玻璃半成品安全地进行存储的结构。
[0069]
在上述半成品存储单元160的前方,设置有半成品移送单元170。上述半成品移送单元170采用如下结构,即,将存储于半成品存储单元160中的玻璃半成品移送至半成品清洗单元180的结构。
[0070]
上述半成品清洗单元180作为用于对由半成品移送单元170移送过来的玻璃半成品进行清洗的结构,通过执行如下功能,即通过喷射空气或者使其接触旋转刷来分离异物,并且通过同时提供抽吸力,来将所分离的异物排出至外部的功能,从而能够对玻璃半成品干净地进行存储。
[0071]
下面,参照所附的图6,对上述模具处理装置100的配置状态详细地进行说明。
[0072]
在图6中,图示了对本实用新型所涉及的玻璃成型用模具处理装置100 的上面外观进行了示出的上面立体图,为了能够更容易对上述结构进行识别,通过删除多个支架108的方式进行了图示。
[0073]
如图所示,上述第一移送单元110和第二移送单元120以相互平行的方式隔开距离,且以相对于上述模具投入单元104和模具取出单元106垂直的方式而配置,并且,当与模具投入单元104和模具取出单元106进行比较时,位于上侧而具有不同的相位。具体而言,上述第一移送单元110和第二移送单元120以在与上述模具投入单元104和模具取出单元106所处的平面不同的平面上进行直线往复的方式而形成。
[0074]
此外,上述半成品移送单元170和半成品装料单元190被配置在相互交叉的直线上,并且以具有与上述第一移送单元110以及第二移送单元120相比较低的相位的方式而配置。
[0075]
另外,上述半成品移送单元170和半成品装料单元190位于,与第一移送单元110和第二移送单元120相比较低的位置处,并且位于,与上述模具投入单元104和模具取出单元106相比较高的位置处。
[0076]
因此,上述模具处理装置100通过在具备直线往复运动的多个移送单元的同时,将其配置成在彼此不同的高度上运行,从而能够防止移送时发生干涉或碰撞,并且能够减少
其他移送单元运行时所等待的时间,由此能够最大程度地提高生产性。
[0077]
以下,参照所附的图7,对上述第一移送单元110以及第二移送单元120 的详细结构进行说明。
[0078]
在图7中,图示了对本实用新型所涉及的玻璃成型用模具处理装置100 的一个结构、即第一移送单元110和第二移送单元120的详细结构进行了示出的右侧面立体图。
[0079]
如图所示,上述第一移送单元110和第二移送单元120起到如下作用,即,通过以被结合悬挂在彼此平行配置的支架108上的状态,使其一部分直线运动,从而对玻璃成品、上模和下模中的一个以上进行移送。
[0080]
首先,如果观察上述第一移送单元110的话,在第一移送单元110中,第一引导件112沿着前后方向被较长地配置,并被牢固地结合到上述支架108 上。例如,上述第一引导件112以从上述模具投入单元104朝向模具取出单元106延伸的方式而形成,并且以上述第一移送单元110能够在上述第一引导件112上滑动的方式被结合到一起。由此,上述第一移送单元110在容纳有上述玻璃成品的状态的模具中,分别夹持上述模具的一部分和玻璃成品而进行移送。更具体而言,上述第一移送单元110依次夹持上述模具的一部分和上述玻璃成品,而沿着上述第一引导件112进行移送。
[0081]
作为这样的示例,在上述第一引导件112的前端结合有第一升降引导件 114。上述第一升降引导件114相对于第一引导件112维持直立的状态,并且能够沿着第一引导件112的长度方向直线往复运动。
[0082]
另外,在上述第一升降引导件114的左侧,具备第一模具夹持部116和成品夹持部118。
[0083]
上述第一模具夹持部116以通过在夹持上模之后进行移送,从而能够使模具m内部开口的方式而构成,并且,上述成品夹持部118采用如下结构,即,通过吸附开口的模具m内部的玻璃成品而进行移送的结构。
[0084]
此外,上述第一模具夹持部116和成品夹持部118被结合到第一升降引导件114上,从而在第一升降引导件114移动时会产生联动。
[0085]
上述成品夹持部118以如下方式构成,所述方式为,通过在成型装置中所成型的玻璃成品的外表面上产生吸附力,从而在已吸附的状态下向上方上升,由此能够从模具m内部取出玻璃成品,并且将所取出的玻璃成品以竖立的状态插入至成品存储单元140中。
[0086]
此外,上述成品夹持部118以如下方式运转,所述方式为,当对玻璃成品进行吸附时,在玻璃成品的多个位置处产生吸附力,但在偏向一侧而非中央部的位置处产生吸附力。
[0087]
这是为了使上述玻璃成品的一侧首先被抬起,从而使空气流入到下部,由此防止因为贴紧而引起的破损。
[0088]
在上述第一移送单元110的左侧,平行地配置有第二移送单元120。上述第二移送单元120采用如下结构,即,通过在以与结合有第一移送单元110 的支架108平行的方式而配置的另一支架108上结合第二引导件122,从而进行直线往复运动的结构。更具体而言,上述第二引导件122在与上述第一引导件112隔开距离的位置处被平行地配置。上述第二移送单元120被结合成,上述第二移送单元120沿着与上述第一移送单元110不同的路径移送上述模具的剩余部分,并且,上述第二移送单元120能够在上述第二引导件122 上进行滑动。此时,上述第二移送单元120在上述模具的一部分和上述玻璃成品被上述第一移送单元夹
持之后,夹持上述模具的剩余部分而进行移送。
[0089]
此外,上述第二移送单元120同时执行翻转下模的功能。也就是说,上述第二移送单元120以包含如下部件的方式而构成,所述部件有:第二模具夹持部124,其对上述第一模具夹持部116夹持后所剩的模具m进行夹持;模具翻转部126,其将由上述第二模具夹持部124夹持的模具m进行翻转。
[0090]
因此,当在上述第二模具夹持部124夹持住下模后进行移送的过程中,通过启动上述模具翻转部126来使下模翻转的情况下,能够使堆积在上述下模内部的异物等落下,并且能够实现利用了上述模具清洗单元150的清洗。
[0091]
以下,参照所附的图8,对上述模具清洗单元150的详细结构进行说明。
[0092]
在图8中,图示了对本实用新型所涉及的玻璃成型用模具处理装置100 的一个结构、即成品存储单元140和模具清洗单元150的详细结构进行了示出的上面立体图。
[0093]
如图所示,上述模具清洗单元150以包含如下部件的方式而构成,所述部件有:第一模具清洗部152,其对上述第一移送单元110所移送的模具m 内部进行清洗;第二模具清洗部154,其对上述第二移送单元120所移送的模具m内部进行清洗;异物容纳部156,其对上述第二移送单元120翻转后的模具m内部所存在的异物进行容纳。
[0094]
上述第一模具清洗部152位于第一移送单元110所移动的直线的下侧,在将由第一移送单元110拾取的上模直接向下移动时,对其进行容纳从而清洗下表面。
[0095]
此外,上述第一模具清洗部152具备旋转刷,由此能够以接触的方式清洗上模的下表面,并且还具备喷气喷嘴,由此能够利用较强气流来拂落。
[0096]
上述第二模具清洗部154作为用于清洗下模的上表面的结构,对由上述第二移送单元120的模具翻转部126翻转过来的下模的内部进行清洗。
[0097]
上述第二模具清洗部154也可以通过多种方式来清洗下模,并且优选为,以通过抽吸力而将流入至第二模具清洗部154内部的异物等排出至外部的方式而构成。
[0098]
此外,上述第一模具清洗部152也可以以通过在内部产生抽吸力,从而将异物排出至外部的方式而构成。
[0099]
在上述第二模具清洗部154的右侧,具备异物容纳部156。上述异物容纳部156在本实用新型的实施例中,以上部开口的四边形盒子形状而构成,并且,在上述异物容纳部156中,当有较大的异物落下时对其进行容纳并存储。
[0100]
因此,优选为,在上述异物容纳部156的上侧,通过使上述模具翻转部 126进行翻转,从而使下模的上表面位于下侧,由此强制地使粘在下模内部的异物落下。
[0101]
以下,参照所附的图9,对上述半成品移送单元170的详细结构进行说明。
[0102]
在图9中,图示了对本实用新型所涉及的玻璃成型用模具处理装置100 的一个结构、即半成品清洗单元180和半成品存储部以及半成品移送单元170 的详细结构进行了示出的前方立体图。
[0103]
如图所示,上述半成品存储部可以在具有多个存储槽的盒162中存储多个玻璃半成品。此外,上述盒162通过由升降强制部164来进行升降,从而将被堆叠的多个玻璃半成品依次一个一个供应至外部。
[0104]
在上述半成品存储部的左侧,具备半成品移送单元170。上述半成品移送单元170执行如下功能,即,在沿着前后方向直线运动的同时,拔出被插入到上述盒162中的玻璃半
成品,并移送至位于前方下侧的半成品清洗单元 180。
[0105]
为此,上述半成品移送单元170以能够沿着被结合到支架108上的半成品移送引导件172的长度方向直线往复运动的方式起作用,并且在上述半成品移送引导件172中具备半成品夹持部174,从而沿着左右方向缩小或扩大宽度,由此能够对玻璃半成品进行夹持。
[0106]
在上述半成品移送单元170的下部,具备半成品清洗单元180。上述半成品清洗单元180作为用于对粘在玻璃半成品上的异物进行清除的结构,负责上述玻璃半成品即将投入到模具m内部之前的工序。
[0107]
上述半成品清洗单元180以包含如下部件的方式而构成,所述部件有:清洗盒182,其形成清洗空间;盖184,其对上述清洗盒182的被打开的上部选择性地进行遮盖;升降支架186,其在上述清洗盒182内部以进行升降方式而构成,并且对上述玻璃半成品向上进行支承;异物清除部188,其在上述清洗盒182的内部对粘在玻璃半成品外表面上的异物进行清除。
[0108]
上述清洗盒182被设置成上方开口,以便通过升降支架186的升降而将玻璃半成品引出或引入,并且通过上述盖184而被选择性地遮盖。
[0109]
此外,上述盖184起到在清洗盒182内部进行清洗的过程中,为防止外部异物进一步流入而进行遮盖的功能,并且,在本实用新型的实施例中,上述盖子184被构成为,以滑动方式进行运转。
[0110]
上述升降支架186以玻璃半成品被安置于上表面上时进行下降,而在清洗盒182内部完成了玻璃半成品的清洗时进行上升的方式而构成。此外,上述盖184在不干涉升降支架186的范围内进行滑动,从而遮盖或打开清洗盒 182的内部。
[0111]
上述异物清除部188在本实用新型的实施例中采用了喷气喷嘴方式,当然也可以变更为刷子形式来执行异物清除功能。
[0112]
以下,参照所附的图10,对上述半成品装料单元190的详细结构进行说明。
[0113]
在图10中,图示了对本实用新型所涉及的玻璃成型用模具处理装置100 的一个结构、即半成品清洗单元180和半成品存储部以及半成品装料单元190 的详细结构进行了示出的右侧立体图。
[0114]
如图所示,上述半成品装料单元190作为将半成品清洗单元180的玻璃半成品装料至位于模具取出单元106的模具m中的结构,在模具取出单元 106的附近处以隔开距离的方式而配置,当在图10中进行观察时,通过沿着前后方向进行直线运动,从而移送玻璃半成品。
[0115]
为此,上述半成品装料单元190以包含如下部件的方式而构成,所述部件有:装料引导件192,其被结合到支架108上;玻璃吸附部194,其在沿着上述装料引导件192的长度方向直线往复运动的同时,在下端部处产生抽吸力,从而对玻璃半成品进行吸附。
[0116]
因此,上述玻璃半成品先被存储在半成品存储部中,然后由半成品移送单元170移送至半成品清洗单元180,在半成品清洗单元180中清洗过的玻璃半成品通过半成品装料单元190而被安置在模具取出单元106的上表面上。
[0117]
如果欲将玻璃半成品安置在上述模具取出单元106的上侧上,则以如下方式起作用,即,下模以被打开的状态位于上述模具取出单元106的上侧,并且在该状态下待上述玻璃半成品被装料之后,将上模盖上。
[0118]
如上所述的本实用新型的范围并不限于上述所例示的实施例,在如上所述的技术范围之内,本领域的技术人员能够基于本实用新型进行其他许多变形。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1