一种中红外光纤泵浦合束器及其制备方法
1.本发明涉及特种光纤器件领域,具体涉及一种中红外光纤泵浦合束器及其制备方法。
背景技术:
2.光纤泵浦合束是将多个光纤耦合光源中的同一波长激光合束于单根光纤中,实现具有共同发射孔径的高功率激光泵浦能量注入,能有效解决因单个泵浦源功率值不够而导致最终激光输出功率受限的问题,被广泛地应用于超高功率光纤激光输出及其全光纤集成领域中。特别地,对于3~5μm中红外波段,中红外光纤泵浦合束器已成为该波段区域光纤激光器输出功率能否突破100瓦级的核心关键器件之一。
3.目前应用于1~2μm波段范围内的石英基泵浦合束和激光输出合束器件已较为成熟,而在3~5μm中红外波段区间内,中红外光纤泵浦合束器件的发展尚属于起步阶段。迄今为止唯一的一次公开报道是在2013年,美国海军实验室的gattass等人采用传统的熔融拉锥法,基于中红外as2s3多模光纤,制备得到硫系多模光纤合束器,并将其成功应用于多个输出波长为2μm的掺铥光纤激光器的合束。但由于制备工艺的限制以及光纤材料损耗阈值偏低,使得该器件每个端口的输出率低于80%,总承载功率也难以超过30w,这显然难以满足3~5μm高功率中红外光纤激光器领域的应用需求。因此,发展一种高传输效率、高承载功率的中红外光纤泵浦合束器具有十分重要的现实意义和应用价值。
技术实现要素:
4.本发明的目的是提供一种新型高传输效率、高承载功率的中红外光纤泵浦合束器及其制备方法,来实现多路中红外泵浦激光间的高效率合束,满足100瓦级3~5μm中红外光纤激光器对中红外泵浦功率值的需求。
5.本发明的技术方案如下:
6.一种中红外光纤泵浦合束器,其特殊之处在于:包括经过热拉制的传导类型相同的多根玻璃光纤,所述多根玻璃光纤中的一根作为轴心光纤,其他玻璃光纤沿同一方向围绕该轴心光纤布置;在合束部分,所述其他玻璃光纤均与所述轴心光纤相切,光纤间包层结构为表层接触性粘接,合束部分的截面轮廓呈正多边形;在分束部分,所述其他玻璃光纤分别沿径向外侧弯曲使其与所述轴心光纤分离,各分叉点沿轴向分散分布;所述玻璃光纤为氟碲酸盐玻璃光纤或ges2基硫系玻璃光纤,相应的组分为teo2‑
y2o3‑
zno
‑
baf2或ge
‑
ga
‑
sb
‑
s
‑
as。
7.进一步地,所述氟碲酸盐玻璃光纤的具体组分配比为teo2:62mol%,y2o3:8mol%,zno:5mol%,baf2:25mol%;所述ges2基硫系玻璃光纤的具体组分配比为ge:29mol%,ga:4mol%,sb:7mol%,as:3mol%,s:57mol%。
8.进一步地,所述其他玻璃光纤的泵浦端整体也呈正多边形,各分叉点沿轴向分散均匀分布。
9.进一步地,合束部分与分束部分的长度比例为1:(2~10)。
10.进一步地,该中红外光纤泵浦合束器的合束部分长度为30~100mm,整体外径尺寸(合束部分的最大径向尺寸)为375~600μm,分束部分的单根光纤直径为125~200μm。
11.进一步地,该中红外光纤泵浦合束器由七根玻璃光纤制成,合束端截面整体呈正六边形;泵浦端其他玻璃光纤与所述轴心光纤成7~15
°
角;分束部分的分叉点沿轴向分散均匀分布。
12.上述中红外光纤泵浦合束器的一种制备方法,其特殊之处在于,包括以下步骤:
13.1)采用热拉制法,在中红外软玻璃拉丝塔中分别将多根相同传导类型的中红外光纤预制棒拉制成小棒;热拉制过程中采用稀有气体进行气氛保护;
14.2)除作为轴心光纤的小棒外,对其他小棒的尾部进行加热处理,并将小棒的尾部弯曲至预定的角度;
15.3)使用夹具将全部小棒进行组棒,得到准合束器预制棒组件;所述准合束器预制棒组件中,其他小棒整体沿同一方向围绕所述作为轴心光纤的小棒贴紧布置,合束端截面整体呈正多边形,尾部与所述作为轴心光纤的小棒分离;
16.4)将所述准合束器预制棒组件置入中红外软玻璃拉丝塔中进行热拉制,在玻璃软化状态下分别调控合束部分和分束部分在拉制过程中的加热温度和拉丝速度(送料速度以及相配合的牵引速度),使分束部分较合束部分的温度高30~50℃,分束部分的拉丝速度为合束部分2~3倍;热拉制过程中采用稀有气体进行气氛保护,最终得到中红外光纤泵浦合束器。
17.进一步地,步骤1)中,热拉制温度为550~650℃,拉制得到的小棒直径尺寸范围为2~4mm,直径精度误差控制在
±
20μm。
18.进一步地,步骤2)中,加热温度为500~550℃,加热温区长度为20mm,小棒热弯曲角度控制在7~15
°
。可通过电阻丝炉来精准控制加热温度和温区长度。
19.进一步地,步骤4)中,合束部分的温度为550℃~600℃,送料速度为2~3mm/min,牵引速度为0.5~2m/min;分束部分的温度为580℃~650℃,送料速度为5~6mm/min,牵引速度为1.2~4m/min。
20.上述制备方法中包括两次热拉制过程,第一次热拉制过程是将中红外光纤预制棒拉制成小棒,第二次热拉制过程是将重新组束的准合束器预制棒组件拉制成合束器。由于中红外玻璃在高温条件下极易被氧化,因此在上述两次热拉制过程中均采用氦气、氩气等稀有气体进行气氛保护。此外,在第二次热拉制过程中,为了保证中红外光纤泵浦合束器合束区的熔合度,特别采用分段变速变温拉丝技术,通过定量调控不同区域拉制过程中的加热温度和拉丝速度(送料速度以及相配合的牵引速度),来改善中红外光纤泵浦合束器的性能。
21.本发明的有益效果:
22.1、本发明选取兼具低声子能力、高损伤阈值的氟碲酸盐玻璃或ges2基硫系玻璃作为光纤材料,巧妙地通过光纤预制棒组装并结合分段变温变速拉丝技术,解决了传统熔融拉锥制备技术中极易出现的合束端光纤间包层结构相互熔融渗透导致合束效率低、不易散热等问题,成功制备得到传输波段能覆盖3~5微米波段的高传输效率、高承载功率光纤泵浦合束器,有望被广泛应用于高功率的中红外光纤激光器领域。
23.2、本方法制备的产品与熔融拉锥法在产品形态上的区别主要在于:
24.(1)传统的熔融拉锥法制备得到的器件合束端光纤间包层结构是相互熔融渗透,这容易导致泵浦光合束时发生倏逝场耦合,影响合束效率;而本发明在玻璃软化温度(低于熔融温度)条件下通过光纤预制棒组装并结合分段变温变速拉丝技术得到的合束器,其合束端光纤间包层结构是简单的表层接触性粘接,泵浦端(分束端)单根光纤直径与合束端单根光纤直径相同。
25.(2)熔融拉锥法制备得到的器件分束端分叉点分布在垂直于轴线的同一平面上,这不利于分叉点的散热;而本发明通过上述技术得到的合束器,其分束端分叉点沿轴向分散分布。
26.3、本发明制备工艺简单,重复性好,开发成本低,可操作性强。
附图说明
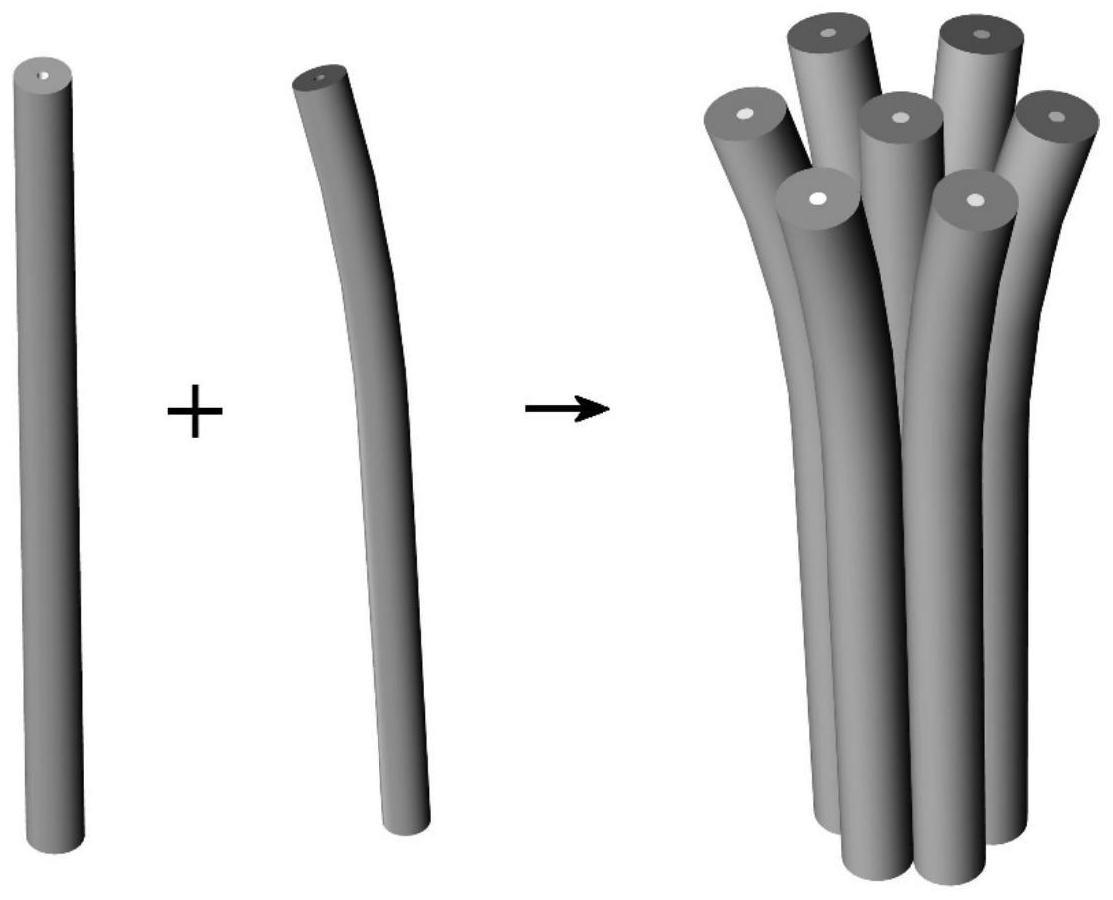
27.图1为本发明一个实施例制备中红外光纤泵浦合束器的部分过程示意图;
28.图2为本发明一个实施例的中红外光纤泵浦合束器的端面(合束端)示意图。
29.图3为本发明一个实施例的中红外光纤泵浦合束器的端面(泵浦端)示意图。
30.图4为本发明一个实施例的中红外光纤泵浦合束器的结构示意图;图中数字标号1、2
……
7表示分别表示七根尾纤(合束器的分束部分)。
具体实施方式
31.以下结合附图,通过实施例进一步介绍本发明可选的具体方案及效果。
32.实施例一
33.一种中红外光纤泵浦合束器的制备方法,包括如下步骤:
34.1)选取氟碲酸盐光纤作为中红外光纤泵浦合束器的光纤预制棒;具体可将原料混合,利用熔融淬冷法制备得到;其中,原料配比为:teo2:62mol%,y2o3:8mol%,zno:5mol%,baf2:25mol%;
35.2)通过热拉制法,在中红外软玻璃拉丝塔中将多根相同传导类型的氟碲酸盐光纤预制棒(外径12mm)拉制成直径为3mm的预制棒小棒(如图1所示),其中热拉制温度为550℃,保护气体为he气;
36.3)在合适条件的高温作用下,从上述制备得到小棒中选取六根进行分别进行加热处理,使小棒一端弯曲至与小棒轴心线成7
°
角(如图1所示),其中热处理温度为500
°
,温区长度为20mm,热处理时间为10min;
37.4)使用夹具将上述6根热弯曲小棒与一根未弯曲小棒进行重新组棒处理,将未弯曲小棒置于中心位置,其余六根热弯曲小棒与中心小棒相切放置,且其中心点位置呈正六边形排列,得到7
×
1准合束器预制棒组件(如图1所示);
38.5)将上述准合束器预制棒组件置入中红外软玻璃拉丝塔中进行热拉制,通过合理地调控热拉制过程中合束器合束段和分束段的热拉制温度以及送料速度和牵引速度,其中,合束端和分束端热拉制温度分别为550℃和580℃,送料速度(以及相配合的牵引速度)分别为2mm/min(0.56m/min)和5mm/min(1.4m/min),保护气体为he。最终得到7
×
1的氟碲酸盐中红外光纤泵浦合束器(合束器侧面结构如图4所示),该中红外光纤泵浦合束器合束端
长度为30mm,外径尺寸为540μm,泵浦端单根尾纤的直径为180μm;在合束部分(图4中所示合束端),其他玻璃光纤均与轴心光纤相切,光纤间包层结构为表层接触性粘接,合束部分的截面轮廓呈正多边形;在分束部分(图4中所示分束端),其他玻璃光纤分别沿径向外侧弯曲使其与轴心光纤分离,各分叉点沿轴向分散分布。
39.对以上制备得到的中红外光纤泵浦合束器进行测量和测试,得出:利用该器件成功地实现了七路3μm波段的激光合束,合束效率高达90%,总合束功率为100w(器件未出现损伤)。
40.实施例二
41.一种中红外光纤泵浦合束器的制备方法,包括如下步骤:
42.1)选取ges2基硫系光纤作为中红外光纤泵浦合束器的光纤预制棒;具体可将原料混合,利用熔融淬冷法制备得到;其中,原料配比为:ge:29mol%,ga:4mol%,sb:7mol%,as:3mol%,s:57mol%;
43.2)通过热拉制法,在中红外软玻璃拉丝塔中将多根相同传导类型的ges2基硫系光纤预制棒(外径14mm)拉制成直径为5mm的预制棒小棒,其中热拉制温度为600℃,保护气体为ar气;
44.3)在合适条件的高温作用下,从上述制备得到小棒中选取六根进行分别进行加热处理,使小棒一端弯曲至与小棒轴心线成10
°
角,其中热处理温度为550℃,温区长度为20mm,热处理时间为15min;
45.4)使用夹具将上述6根热弯曲小棒与一根未弯曲小棒进行重新组棒处理,将未弯曲小棒置于中心位置,其余六根热弯曲小棒与中心小棒相切放置,且其中心点位置呈正六边形排列,得到7
×
1准合束器预制棒组件;
46.5)将上述准合束器预制棒组件置入中红外软玻璃拉丝塔中进行热拉制,通过合理地调控热拉制过程中合束器合束段和分束段的热拉制温度以及送料速度和牵引速度,其中,合束端和分束端热拉制温度分别为600℃和640℃,送料速度(以及相配合的牵引速度)分别为3mm/min(1.9m/min)和6mm/min(3.8m/min),保护气体为ar。最终得到7
×
1的氟碲酸盐中红外光纤泵浦合束器(合束器侧面结构如图4所示),该中红外光纤泵浦合束器合束端长度为50mm,外径尺寸为600μm,泵浦端单根尾纤的直径为200μm;在合束部分,其他玻璃光纤均与轴心光纤相切,光纤间包层结构为表层接触性粘接,合束部分的截面轮廓呈正多边形;在分束部分,其他玻璃光纤分别沿径向外侧弯曲使其与轴心光纤分离,各分叉点沿轴向分散分布。
47.对以上制备得到的中红外光纤泵浦合束器进行测量和测试,得出:利用该器件成功地实现了七路3.5μm波段的激光合束,合束效率高达92%,总合束功率为40w(器件未出现损伤)。
48.实施例三
49.一种中红外光纤泵浦合束器的制备方法,包括如下步骤:
50.1)选取氟碲酸盐光纤作为中红外光纤泵浦合束器的光纤预制棒;具体可将原料混合,利用熔融淬冷法制备得到;其中,原料配比为:teo2:62mol%,y2o3:8mol%,zno:5mol%,baf2:25mol%;
51.2)通过热拉制法,在中红外软玻璃拉丝塔中将多根相同传导类型的氟碲酸盐光纤
预制棒(外径12mm)拉制成直径为3mm的预制棒小棒,其中热拉制温度为550℃,保护气体为he气;
52.3)在合适条件的高温作用下,从上述制备得到小棒中选取六根进行分别进行加热处理,使小棒一端弯曲至与小棒轴心线成7
°
角,其中热处理温度为500
°
,温区长度为20mm,热处理时间为10min;
53.4)使用夹具将上述6根热弯曲小棒与一根未弯曲小棒进行重新组棒处理,将未弯曲小棒置于中心位置,其余六根热弯曲小棒与中心小棒相切放置,且其中心点位置呈正六边形排列,得到7
×
1准合束器预制棒组件;
54.5)将上述准合束器预制棒组件置入中红外软玻璃拉丝塔中进行热拉制,通过合理地调控热拉制过程中合束器合束段和分束段的热拉制温度以及送料速度和牵引速度,最终得到7
×
1的氟碲酸盐中红外光纤泵浦合束器(合束器侧面结构类似图4所示),该中红外光纤泵浦合束器合束端长度为50mm,外径尺寸为540μm,泵浦端单根尾纤的直径为180μm,其中,合束端和分束端热拉制温度均为550℃,送料速度和牵引速度分别为2mm/min、0.56m/min,保护气体为he。
55.对以上制备得到的中红外光纤泵浦合束器进行测量和测试,得出:利用该器件实现了七路3μm波段的激光合束,但合束效率仅为70%,当总合束功率为60w时,器件已出现损伤。
56.实施例四
57.一种中红外光纤泵浦合束器的制备方法,包括如下步骤:
58.1)选取ges2基硫系光纤作为中红外光纤泵浦合束器的光纤预制棒;具体可将原料混合,利用熔融淬冷法制备得到;其中,原料配比为:ge:29mol%,ga:4mol%,sb:7mol%,as:3mol%,s:57mol%;
59.2)通过热拉制法,在中红外软玻璃拉丝塔中将多根相同传导类型的ges2基硫系光纤预制棒(外径14mm)拉制成直径为5mm的预制棒小棒,其中热拉制温度为600℃,保护气体为ar气;
60.3)在合适条件的高温作用下,从上述制备得到小棒中选取六根进行分别进行加热处理,使小棒一端弯曲至与小棒轴心线成10
°
角,其中热处理温度为550℃,温区长度为20mm,热处理时间为15min;
61.4)使用夹具将上述6根热弯曲小棒与一根未弯曲小棒进行重新组棒处理,将未弯曲小棒置于中心位置,其余六根热弯曲小棒与中心小棒相切放置,且其中心点位置呈正六边形排列,得到7
×
1准合束器预制棒组件;
62.5)将上述准合束器预制棒组件置入中红外软玻璃拉丝塔中进行热拉制,通过合理地调控热拉制过程中合束器合束段和分束段的热拉制温度以及送料速度和牵引速度,最终得到7
×
1的氟碲酸盐中红外光纤泵浦合束器(合束器侧面结构类似图4所示),该中红外光纤泵浦合束器合束端长度为80mm,外径尺寸为600μm,泵浦端单根尾纤的直径为200μm,其中,合束端和分束端热拉制温度均为600℃,送料速度和牵引速度分别为3mm/min、1.9m/min,保护气体为ar。
63.对以上制备得到的中红外光纤泵浦合束器进行测量和测试,得出:利用该器件实现了七路3.5μm波段的激光合束,但合束效率仅为50%,当总合束功率为30w时,器件出现损伤。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1