钛或钛合金-可伐合金封接用焊料、其制备方法及其应用与流程
钛或钛合金
‑
可伐合金封接用焊料、其制备方法及其应用
技术领域
1.本发明涉及热电池封接技术领域,尤其涉及一种钛或钛合金
‑
可伐合金封接用焊料、其制备方法及其应用。
背景技术:
2.近年来,航空航天和武器装备等领域发展迅猛,市场对于相关领域的产品的性能要求越来越高。热电池作为工作电源在相关领域发挥着重要的作用。热电池通常包括壳体,壳体内储存有电解质,壳体的外部封接有插针。其中,壳体倾向轻量化发展趋势,逐渐开始使用比重较小的钛或钛合金取代比重较大的不锈钢材质制作壳体。插针的材质为可伐合金。壳体与插针的连接位置需要使用焊料进行封接。
3.目前,如何提高材质为钛或钛合金的壳体与材质为可伐合金的插针的连接位置的气密性成为本领域亟待解决的技术问题。
技术实现要素:
4.为解决材质为钛或钛合金的壳体与材质为可伐合金的插针的连接位置的气密性较差的问题,本发明提供一种钛或钛合金
‑
可伐合金封接用焊料、其制备方法及其应用。
5.为实现本发明目的提供的一种钛或钛合金
‑
可伐合金封接用焊料,包含以下重量份的原料:
6.氧化镧2.4
‑
24重量份、三氧化二硼108
‑
132重量份、ro 60
‑
96重量份和填料2.4
‑
72重量份;
7.填料为锆英砂、氧化锌晶须和钨酸锆中的至少一种。
8.在其中一个具体实施例中,ro为氧化锌、氧化镁、氧化钙、氧化锶和氧化钡中的至少一种。
9.在其中一个具体实施例中,还包含以下重量份的原料:
10.三氧化二铝0.24
‑
12重量份、二氧化钛0
‑
7.2重量份和二氧化锆0
‑
7.2份。
11.在其中一个具体实施例中,还包含以下重量份的原料:
12.氧化亚钴0
‑
2.4重量份、氧化亚铜0
‑
2.16重量份、一氧化镍0
‑
2.16重量份和三氧化二铬0
‑
2.16重量份。
13.在其中一个具体实施例中,钛或钛合金
‑
可伐合金封接用焊料的热膨胀系数:α=50
×
10
‑7‑
90
×
10
‑
7/℃;
14.钛或钛合金
‑
可伐合金封接用焊料的封接温度为750
‑
850℃。
15.基于同一构思的一种上述任一具体实施例提供的钛或钛合金
‑
可伐合金封接用焊料的制备方法,包括以下步骤:
16.玻璃粉的制备:将上述量的氧化镧、三氧化二硼和ro混合均匀加热熔化为玻璃液,并采用水淬法将玻璃液急冷成玻璃碎块,再将玻璃碎块球磨成玻璃粉;
17.焊料型件的制备:将玻璃粉和上述量的填料混合均匀形成焊料粉,向焊料粉中加
入粘结剂和分散剂以使焊料粉形成焊料颗粒;焊料颗粒经等静压成型处理形成焊料坯体;焊料胚体经排胶和玻化处理后形成焊料型件。
18.在其中一个具体实施例中,玻璃粉的粒度为3
‑
20μm。
19.基于同一构思的一种基于上述焊料封接钛或钛合金
‑
可伐的方法,包括以下步骤:
20.将材质为可伐合金的插针进行预氧化;
21.将预氧化后的插针、焊料型件及材质为钛或钛合金的壳体依次放入封接模具中组装成半成品组件,再将半成品组件连同烧结模具放入烧结炉内,在惰性气体保护下,加热使壳体与插针高温熔封。
22.本发明的有益效果:本发明的钛或钛合金
‑
可伐合金封接用焊料包含基础玻璃和填料,其中,基础玻璃采用氧化镧
‑
氧化硼
‑
ro体系,其熔化温度较低,使得封接温度较低,有利于基础玻璃与填料组成的焊料的封接温度低于钛的晶型转变温度。相对仅采用基础玻璃的形式,由基础玻璃和填料组成的焊料与钛/钛合金的连接强度更大,连接的气密性更佳,避免了表层物质脱落引起的漏气现象发生以及连接位置发生断裂的现象发生,有效地改善了产品质量。而且,填料使得焊料的热膨胀系数降低,焊料的热膨胀系数介于钛的热膨胀系数与可伐合金的热膨胀系数之间,且更接近于可伐合金的热膨胀系数。如此,降低了热胀冷缩引起的体积变化对壳体和插针封接的影响,进一步地改善了材质为钛或钛合金的壳体与材质为可伐合金的插针的连接位置的气密性。由基础玻璃和填料组成的焊料的封接温度低于钛的晶型转变温度,使得钛不易发生变质,既保障了封接后产品的性能,又降低了封接时钛发生体积变化的可能性,进而改善了钛/钛合金与可伐合金连接位置的气密性。而且,封接温度时,填料与基础玻璃不发生反应,如此,使用焊料封接材质为钛或钛合金的壳体与材质为可伐合金的插针后,包含填料的焊料使得壳体与插针的连接位置的耐酸性和绝缘性较好,有利于产品后期进行电镀处理。另外,基础玻璃减少了氧化钡的含量,从而降低了基础玻璃的热膨胀系数和析晶倾向,使得焊料受热时体积变化较小,有利于改善封接后的密封性。
具体实施方式
23.本发明提供一种钛或钛合金
‑
可伐合金封接用焊料,包含以下重量份的原料:
24.氧化镧2.4
‑
24重量份、三氧化二硼108
‑
132重量份、ro 60
‑
96重量份和填料2.4
‑
72重量份。其中,填料为锆英砂、氧化锌晶须和钨酸锆中的至少一种。
25.在此实施例中,钛或钛合金
‑
可伐合金封接用焊料包含基础玻璃和填料,其中,基础玻璃采用氧化镧
‑
氧化硼
‑
ro体系,其熔化温度较低,使得封接温度较低,有利于基础玻璃与填料组成的焊料的封接温度低于钛的晶型转变温度。其中,基础玻璃包含氧化镧2.4
‑
24重量份、三氧化二硼108
‑
132重量份、ro60
‑
96重量份和填料2.4
‑
72重量份。ro为氧化锌、氧化镁、氧化钙、氧化锶和氧化钡中的至少一种,ro的总重量份∑ro为60
‑
96重量份,b2o3的重量份与∑ro的重量份的比值为1.1
‑
2.2。如此,使得基础玻璃的粘度较低,进而使得焊料的粘度较低,从而使得焊料熔化所需温度较低,以使封接温度低于882℃。而且,基础玻璃不易发生析晶或乳浊现象,进而改善了封接性能。另外,通过调整比值能够大幅度改善焊料的耐酸性。其中,填料为锆英砂、氧化锌晶须和钨酸锆中的至少一种。基础玻璃和填料组成焊料,焊料受高温成为流体状态。此处,需要说明的是,钛或钛合金受高温时,易被氧化和氮化,在
其表面会生成成分较为复杂的表层物质。相对仅采用基础玻璃的形式,由基础玻璃和填料组成的焊料与钛/钛合金的连接强度更大,连接的气密性更佳,避免了表层物质脱落引起的漏气现象发生以及连接位置发生断裂的现象发生,有效地改善了产品质量。而且,填料使得焊料的热膨胀系数降低,焊料的热膨胀系数介于钛的热膨胀系数与可伐合金的热膨胀系数之间,且更接近于可伐合金的热膨胀系数。如此,降低了热胀冷缩引起的体积变化对壳体和插针封接的影响,进一步地改善了材质为钛或钛合金的壳体与材质为可伐合金的插针的连接位置的气密性。由基础玻璃和填料组成的焊料的封接温度为750
‑
850℃,低于钛的晶型转变温度(882℃),使得钛不易发生变质,既保障了封接后产品的性能,又降低了封接时钛发生体积变化的可能性,进而改善了钛/钛合金与可伐合金连接位置的气密性。此处,需要说明的是,焊料处于封接温度时,填料与基础玻璃不发生反应,如此,使用焊料封接材质为钛或钛合金的壳体与材质为可伐合金的插针后,包含填料的焊料使得壳体与插针的连接位置的耐酸性和绝缘性较好,有利于产品后期进行电镀处理。另外,基础玻璃减少了氧化钡的含量,从而降低了基础玻璃的热膨胀系数和析晶倾向,使得焊料受热时体积变化较小,有利于改善封接后的密封性。
26.在本发明另一具体实施例中,基础玻璃采用氧化镧
‑
氧化硼
‑
ro
‑
sio2体系,具体地,基础玻璃包含氧化镧2.4
‑
24重量份、三氧化二硼108
‑
132重量份、二氧化硅0
‑
24重量份、ro60
‑
96重量份和填料2.4
‑
72重量份。较少的填料能够有效地降低封接温度,较多的填料能够有效地改善封接性能。
27.在本发明一具体实施例中,钛或钛合金
‑
可伐合金封接用焊料还包含以下重量份的原料:
28.三氧化二铝0.24
‑
12重量份、二氧化钛0
‑
7.2重量份、二氧化锆0
‑
7.2份、氧化亚钴0
‑
2.4重量份、氧化亚铜0
‑
2.16重量份、一氧化镍0
‑
2.16重量份和三氧化二铬0
‑
2.16重量份。其中,三氧化二铝、二氧化钛和二氧化锆不会对封接温度和焊料的热膨胀系数产生较大的影响,而且能够有效地提高焊料的耐酸性,从而大大提高了壳体与插针连接位置的耐酸性。其中,氧化亚钴、氧化亚铜、一氧化镍和三氧化二铬有利于提高焊料与钛/钛合金的浸润性,进而改善钛/钛合金与可伐合金连接位置的连接强度和气密性。
29.在本发明一具体实施例中,钛或钛合金
‑
可伐合金封接用焊料的热膨胀系数:α=50
×
10
‑7‑
90
×
10
‑7/℃,焊料的热膨胀系数介于钛的热膨胀系数与可伐合金的热膨胀系数之间,且更接近于可伐合金的热膨胀系数。如此,降低了热胀冷缩引起的体积变化对壳体和插针封接的影响,进一步地改善了材质为钛或钛合金的壳体与材质为可伐合金的插针的连接位置的气密性。钛或钛合金
‑
可伐合金封接用焊料的封接温度为750
‑
850℃,低于钛的晶型转变温度(882℃),使得钛不易发生变质,既保障了封接后产品的性能,又降低了封接时钛发生体积变化的可能性,进而改善了钛/钛合金与可伐合金连接位置的气密性。
30.本发明还提供一种上述任一具体实施例提供的钛或钛合金
‑
可伐合金封接用焊料的制备方法,包括以下步骤:
31.(1)玻璃粉的制备:将上述量的氧化镧、三氧化二硼和ro混合均匀加热熔化为玻璃液,并采用水淬法将玻璃液急冷成玻璃碎块,再将玻璃碎块球磨成玻璃粉。
32.在此过程中,将上述量的氧化镧、三氧化二硼和ro置于球磨机内进行球磨,使原料混合均匀。然后,将混合后的原料置于刚玉坩埚或者铂金坩埚内,再将坩埚置于高温升降炉
中,在空气气氛下,升温至1050
‑
1250℃,以使原料熔化为澄清的玻璃液。将玻璃液倒入冷蒸馏水中,水淬得到玻璃碎块。之后,将玻璃碎块置于100℃烘箱内,持续烘干12小时后,将玻璃块放入氧化锆球磨罐内进行研磨以形成玻璃粉,玻璃粉过筛处理,取筛下物备用。其中,玻璃粉的粒度为3
‑
20μm。较大的粒度使得封接后的焊料不会产生大量的微气泡,减少封接后漏气发生的可能性。同时,有效地改善了粘接强度。较小的粒度有利于焊料体成型加工。
33.(2)焊料型件的制备:将玻璃粉和上述量的填料混合均匀形成焊料粉,向焊料粉中加入粘结剂和分散剂以使焊料粉形成焊料颗粒。焊料颗粒经等静压成型处理形成焊料坯体,焊料胚体经排胶和玻化处理后形成焊料型件。
34.在此过程中,将玻璃粉和上述量的填料混合并搅拌均匀成焊料粉,按比例向焊料粉中加入粘结剂和分散剂以使焊料粉凝聚成焊料颗粒。其中,加入的粘粘剂的重量份占焊料粉重量份的0.5
‑
10%,加入的分散剂的重量份占焊料粉重量份的0.1
‑
5%。焊料颗粒经等静压成型处理形成焊料坯体,焊料胚体经排胶和玻化处理后形成焊料型件以备用。此处,需要说明的是等静压成型工艺、排胶工艺和玻化工艺均为现有技术,在此不在赘述。采用玻璃粉和填料形成的焊料型件大大改善了材质为钛或钛合金的壳体与材质为可伐合金的插针连接位置的密封性。
35.本发明还提供一种基于上述焊料封接钛及钛合金
‑
可伐的方法,包括以下步骤:
36.将材质为可伐合金的插针进行预氧化。
37.在此步骤中,将待封接插针在400℃预氧化30分钟。
38.将预氧化后的插针、焊料型件及材质为钛或钛合金的壳体依次放入封接模具中组装成半成品组件,再将半成品组件连同烧结模具放入烧结炉内,在惰性气体保护下,加热使壳体与插针通过焊料型件高温熔封。
39.在此步骤中,将壳体、焊料体以及插针按照相应次序装入烧结模具中组装成半成品,将半成品组件连同烧结模具放入高温烧结炉,通入惰性气体(n2或ar)作为保护气体,升温至750
‑
850℃(烧结温度),保温10
‑
30分钟进行烧结,使软化或熔融状态下的玻璃体与插针及壳体之间形成良好的紧密封接。之后,待封接后的壳体和插针降温至500
‑
600℃时,进行退火处理。退火时长为30分钟。最终,产品降至室温,得到性能优异的航天领域产品。而且,使得封接后的产品的气密性较好,插针与壳体的连接强度较大,连接位置不易脱落。
40.实施例1
41.钛或钛合金
‑
可伐合金封接用焊料包含以下重量份的原料:
42.氧化镧24重量份、三氧化二硼108重量份、氧化锌48重量份、氧化锶50.4重量份、填料24重量份、三氧化二铝4.8重量份、二氧化钛3.6重量份和氧化亚铜1.2重量份,其中,∑ro为41重量份,b2o3/∑ro=1.10。
43.焊料的制备方法:将上述量的氧化镧、三氧化二硼和ro混合均匀加热熔化为玻璃液,并采用水淬法将玻璃液急冷成玻璃碎块,再将玻璃碎块球磨成玻璃粉。再将玻璃粉和上述量的填料混合均匀形成焊料粉,向焊料粉中加入粘结剂和分散剂以使焊料粉形成焊料颗粒。焊料颗粒经等静压成型处理形成焊料坯体,焊料胚体经排胶和玻化处理后形成焊料型件。
44.封接过程:将预氧化后的插针、焊料型件及材质为钛或钛合金的壳体依次放入封接模具中组装成半成品组件,再将半成品组件连同烧结模具放入烧结炉内,通入惰性气体
作为保护气体,烧结温度为850℃,保温20分钟,以使插针及壳体封接。之后,待封接后的壳体和插针降温至500
‑
600℃时,进行退火处理。
45.对制成的产品的性能进行检测,测得热膨胀系数为62.3
×
10
‑7,tg为582℃,ts为611℃,耐酸性为i级,气密性<1.0
×
10
‑
10
pa
·
m3/s,绝缘电阻为6.5gω,湿润角为40
°
。
46.实施例2
47.钛或钛合金
‑
可伐合金封接用焊料包含以下重量份的原料:
48.氧化镧12重量份、三氧化二硼132重量份、氧化锌36重量份、氧化钡48重量份、填料19.2重量份、三氧化二铝2.4重量份、二氧化钛7.2重量份、一氧化镍2.16重量份和氧化亚钴0.24重量份,其中,∑ro为35重量份,b2o3/∑ro=1.57。
49.焊料的制备方法:将上述量的氧化镧、三氧化二硼和ro混合均匀加热熔化为玻璃液,并采用水淬法将玻璃液急冷成玻璃碎块,再将玻璃碎块球磨成玻璃粉。再将玻璃粉和上述量的填料混合均匀形成焊料粉,向焊料粉中加入粘结剂和分散剂以使焊料粉形成焊料颗粒。焊料颗粒经等静压成型处理形成焊料坯体,焊料胚体经排胶和玻化处理后形成焊料型件。
50.封接过程:将预氧化后的插针、焊料型件及材质为钛或钛合金的壳体依次放入封接模具中组装成半成品组件,再将半成品组件连同烧结模具放入烧结炉内,通入惰性气体作为保护气体,烧结温度为820℃,保温20分钟,以使插针及壳体封接。之后,待封接后的壳体和插针降温至500
‑
600℃时,进行退火处理。
51.对制成的产品的性能进行检测,测得热膨胀系数为63.5
×
10
‑7,tg为573℃,ts为602℃,耐酸性为ii级,气密性<1.0
×
10
‑
10
pa
·
m3/s,绝缘电阻为5.4gω,湿润角为50
°
。
52.实施例3
53.钛或钛合金
‑
可伐合金封接用焊料包含以下重量份的原料:
54.氧化镧20.4重量份、三氧化二硼120重量份、氧化锌42重量份、氧化钙12重量份、氧化锶24重量份、氧化钡12重量份、填料28.8重量份、三氧化二铝4.8重量份、二氧化钛2.16重量份、二氧化锆2.4重量份和氧化亚铜0.24重量份,其中,∑ro为37.5重量份,b2o3/∑ro=1.33。
55.焊料的制备方法:将上述量的氧化镧、三氧化二硼和ro混合均匀加热熔化为玻璃液,并采用水淬法将玻璃液急冷成玻璃碎块,再将玻璃碎块球磨成玻璃粉。再将玻璃粉和上述量的填料混合均匀形成焊料粉,向焊料粉中加入粘结剂和分散剂以使焊料粉形成焊料颗粒。焊料颗粒经等静压成型处理形成焊料坯体,焊料胚体经排胶和玻化处理后形成焊料型件。
56.封接过程:将预氧化后的插针、焊料型件及材质为钛或钛合金的壳体依次放入封接模具中组装成半成品组件,再将半成品组件连同烧结模具放入烧结炉内,通入惰性气体作为保护气体,烧结温度为830℃,保温20分钟,以使插针及壳体封接。之后,待封接后的壳体和插针降温至500
‑
600℃时,进行退火处理。
57.对制成的产品的性能进行检测,测得热膨胀系数为61.2
×
10
‑7,tg为593℃,ts为614℃,耐酸性为i级,气密性<1.0
×
10
‑
10
pa
·
m3/s,绝缘电阻为5.3gω,湿润角为30
°
。
58.实施例4
59.钛或钛合金
‑
可伐合金封接用焊料包含以下重量份的原料:
60.氧化镧22.8重量份、三氧化二硼116.4重量份、氧化锌51.6重量份、氧化镁4.8重量份、氧化钙4.8重量份、氧化锶19.2重量份、氧化钡14.4重量份、填料72重量份、三氧化二铝3.6重量份、氧化亚铜2.16重量份和一氧化镍0.24重量份,其中,∑ro为39.5重量份,b2o3/∑ro=1.23。
61.焊料的制备方法:将上述量的氧化镧、三氧化二硼和ro混合均匀加热熔化为玻璃液,并采用水淬法将玻璃液急冷成玻璃碎块,再将玻璃碎块球磨成玻璃粉。再将玻璃粉和上述量的填料混合均匀形成焊料粉,向焊料粉中加入粘结剂和分散剂以使焊料粉形成焊料颗粒。焊料颗粒经等静压成型处理形成焊料坯体,焊料胚体经排胶和玻化处理后形成焊料型件。
62.封接过程:将预氧化后的插针、焊料型件及材质为钛或钛合金的壳体依次放入封接模具中组装成半成品组件,再将半成品组件连同烧结模具放入烧结炉内,通入惰性气体作为保护气体,烧结温度为820℃,保温20分钟,以使插针及壳体封接。之后,待封接后的壳体和插针降温至500
‑
600℃时,进行退火处理。
63.对制成的产品的性能进行检测,测得热膨胀系数为59.8
×
10
‑7,tg为599℃,ts为628℃,耐酸性为i级,气密性<1.0
×
10
‑
10
pa
·
m3/s,绝缘电阻为5.5gω,湿润角为40
°
。
64.实施例5
65.钛或钛合金
‑
可伐合金封接用焊料包含以下重量份的原料:
66.氧化镧12重量份、三氧化二硼118.8重量份、氧化锌60重量份、氧化钙12重量份、氧化锶12重量份、氧化钡24重量份、填料19.2重量份、三氧化二铝0.24重量份、二氧化锆0.72重量份和氧化亚铜0.24重量份,其中,∑ro为45重量份,b2o3/∑ro=1.10。
67.焊料的制备方法:将上述量的氧化镧、三氧化二硼和ro混合均匀加热熔化为玻璃液,并采用水淬法将玻璃液急冷成玻璃碎块,再将玻璃碎块球磨成玻璃粉。再将玻璃粉和上述量的填料混合均匀形成焊料粉,向焊料粉中加入粘结剂和分散剂以使焊料粉形成焊料颗粒。焊料颗粒经等静压成型处理形成焊料坯体,焊料胚体经排胶和玻化处理后形成焊料型件。
68.封接过程:将预氧化后的插针、焊料型件及材质为钛或钛合金的壳体依次放入封接模具中组装成半成品组件,再将半成品组件连同烧结模具放入烧结炉内,通入惰性气体作为保护气体,烧结温度为800℃,保温20分钟,以使插针及壳体封接。之后,待封接后的壳体和插针降温至500
‑
600℃时,进行退火处理。
69.对制成的产品的性能进行检测,测得热膨胀系数为65.6
×
10
‑7,tg为575℃,ts为596℃,耐酸性为ii级,气密性<1.0
×
10
‑
10
pa
·
m3/s,绝缘电阻为5.8gω,湿润角为25
°
。
70.实施例6
71.钛或钛合金
‑
可伐合金封接用焊料包含以下重量份的原料:
72.氧化镧24重量份、三氧化二硼112.8重量份、氧化锌51.6重量份、氧化钙14.4重量份、氧化锶14.4重量份、氧化钡14.4重量份、填料2.4重量份、三氧化二铝1.2重量份、二氧化钛1.2重量份、二氧化锆3.6重量份、氧化亚铜1.2重量份和氧化亚钴1.2重量份,其中,∑ro为39.5重量份,b2o3/∑ro=1.19。
73.焊料的制备方法:将上述量的氧化镧、三氧化二硼和ro混合均匀加热熔化为玻璃液,并采用水淬法将玻璃液急冷成玻璃碎块,再将玻璃碎块球磨成玻璃粉。再将玻璃粉和上
述量的填料混合均匀形成焊料粉,向焊料粉中加入粘结剂和分散剂以使焊料粉形成焊料颗粒。焊料颗粒经等静压成型处理形成焊料坯体,焊料胚体经排胶和玻化处理后形成焊料型件。
74.封接过程:将预氧化后的插针、焊料型件及材质为钛或钛合金的壳体依次放入封接模具中组装成半成品组件,再将半成品组件连同烧结模具放入烧结炉内,通入惰性气体作为保护气体,烧结温度为750℃,保温20分钟,以使插针及壳体封接。之后,待封接后的壳体和插针降温至500
‑
600℃时,进行退火处理。
75.对制成的产品的性能进行检测,测得热膨胀系数为68.3
×
10
‑7,tg为565℃,ts为592℃,耐酸性为i级,气密性<1.0
×
10
‑
10
pa
·
m3/s,绝缘电阻为6.0gω,湿润角为50
°
。
76.实施例7
77.钛或钛合金
‑
可伐合金封接用焊料包含以下重量份的原料:
78.氧化镧14.4重量份、三氧化二硼122.4重量份、氧化锌44.4重量份、氧化镁2.4重量份、氧化钙14.4重量份、氧化锶18重量份、氧化钡18重量份、填料12重量份、三氧化二铝1.2重量份、二氧化钛1.2重量份、二氧化锆2.4重量份和一氧化镍1.2重量份,其中,∑ro为40.5重量份,b2o3/∑ro=1.26。
79.焊料的制备方法:将上述量的氧化镧、三氧化二硼和ro混合均匀加热熔化为玻璃液,并采用水淬法将玻璃液急冷成玻璃碎块,再将玻璃碎块球磨成玻璃粉。再将玻璃粉和上述量的填料混合均匀形成焊料粉,向焊料粉中加入粘结剂和分散剂以使焊料粉形成焊料颗粒。焊料颗粒经等静压成型处理形成焊料坯体,焊料胚体经排胶和玻化处理后形成焊料型件。
80.封接过程:将预氧化后的插针、焊料型件及材质为钛或钛合金的壳体依次放入封接模具中组装成半成品组件,再将半成品组件连同烧结模具放入烧结炉内,通入惰性气体作为保护气体,烧结温度为780℃,保温20分钟,以使插针及壳体封接。之后,待封接后的壳体和插针降温至500
‑
600℃时,进行退火处理。
81.对制成的产品的性能进行检测,测得热膨胀系数为66.7
×
10
‑7,tg为570℃,ts为598℃,耐酸性为i级,气密性<1.0
×
10
‑
10
pa
·
m3/s,绝缘电阻为5.2gω,湿润角为30
°
。
82.实施例8
83.钛或钛合金
‑
可伐合金封接用焊料包含以下重量份的原料:
84.氧化镧24重量份、三氧化二硼120重量份、氧化锌52.8重量份、氧化钙2.4重量份、氧化锶4.8重量份、氧化钡24重量份、填料36重量份、三氧化二铝2.4重量份、二氧化钛2.4重量份、二氧化锆4.8重量份和氧化亚钴2.4重量份,其中,∑ro为35重量份,b2o3/∑ro=1.43。
85.焊料的制备方法:将上述量的氧化镧、三氧化二硼和ro混合均匀加热熔化为玻璃液,并采用水淬法将玻璃液急冷成玻璃碎块,再将玻璃碎块球磨成玻璃粉。再将玻璃粉和上述量的填料混合均匀形成焊料粉,向焊料粉中加入粘结剂和分散剂以使焊料粉形成焊料颗粒。焊料颗粒经等静压成型处理形成焊料坯体,焊料胚体经排胶和玻化处理后形成焊料型件。
86.封接过程:将预氧化后的插针、焊料型件及材质为钛或钛合金的壳体依次放入封接模具中组装成半成品组件,再将半成品组件连同烧结模具放入烧结炉内,通入惰性气体作为保护气体,烧结温度为830℃,保温20分钟,以使插针及壳体封接。之后,待封接后的壳
体和插针降温至500
‑
600℃时,进行退火处理。
87.对制成的产品的性能进行检测,测得热膨胀系数为62.5
×
10
‑7,tg为581℃,ts为608℃,耐酸性为i级,气密性<1.0
×
10
‑
10
pa
·
m3/s,绝缘电阻为5.4gω,湿润角为35
°
。
88.实施例9
89.钛或钛合金
‑
可伐合金封接用焊料包含以下重量份的原料:
90.氧化镧24重量份、三氧化二硼131.76重量份、氧化锌38.4重量份、氧化钡21.6重量份、填料60重量份、三氧化二铝12重量份、二氧化钛4.8重量份、二氧化锆7.2重量份和氧化亚钴0.24重量份,其中,∑ro为25重量份,b2o3/∑ro=2.20。
91.焊料的制备方法:将上述量的氧化镧、三氧化二硼和ro混合均匀加热熔化为玻璃液,并采用水淬法将玻璃液急冷成玻璃碎块,再将玻璃碎块球磨成玻璃粉。再将玻璃粉和上述量的填料混合均匀形成焊料粉,向焊料粉中加入粘结剂和分散剂以使焊料粉形成焊料颗粒。焊料颗粒经等静压成型处理形成焊料坯体,焊料胚体经排胶和玻化处理后形成焊料型件。
92.封接过程:将预氧化后的插针、焊料型件及材质为钛或钛合金的壳体依次放入封接模具中组装成半成品组件,再将半成品组件连同烧结模具放入烧结炉内,通入惰性气体作为保护气体,烧结温度为850℃,保温20分钟,以使插针及壳体封接。之后,待封接后的壳体和插针降温至500
‑
600℃时,进行退火处理。
93.对制成的产品的性能进行检测,测得热膨胀系数为60.9
×
10
‑7,tg为588℃,ts为615℃,耐酸性为i级,气密性<1.0
×
10
‑
10
pa
·
m3/s,绝缘电阻为5.7gω,湿润角为45
°
。
94.实施例10
95.钛或钛合金
‑
可伐合金封接用焊料包含以下重量份的原料:
96.氧化镧16.8重量份、三氧化二硼129.6重量份、氧化锌43.2重量份、氧化镁12重量份、氧化钙12重量份、氧化钡13.2重量份、填料24重量份、三氧化二铝12重量份、二氧化锆0.72重量份和氧化亚铜0.48重量份,其中,∑ro为33.5重量份,b2o3/∑ro=1.61。
97.焊料的制备方法:将上述量的氧化镧、三氧化二硼和ro混合均匀加热熔化为玻璃液,并采用水淬法将玻璃液急冷成玻璃碎块,再将玻璃碎块球磨成玻璃粉。再将玻璃粉和上述量的填料混合均匀形成焊料粉,向焊料粉中加入粘结剂和分散剂以使焊料粉形成焊料颗粒。焊料颗粒经等静压成型处理形成焊料坯体,焊料胚体经排胶和玻化处理后形成焊料型件。
98.封接过程:将预氧化后的插针、焊料型件及材质为钛或钛合金的壳体依次放入封接模具中组装成半成品组件,再将半成品组件连同烧结模具放入烧结炉内,通入惰性气体作为保护气体,烧结温度为800℃,保温20分钟,以使插针及壳体封接。之后,待封接后的壳体和插针降温至500
‑
600℃时,进行退火处理。
99.对制成的产品的性能进行检测,测得热膨胀系数为64.2
×
10
‑7,tg为577℃,ts为605℃,耐酸性为i级,气密性<1.0
×
10
‑
10
pa
·
m3/s,绝缘电阻为5.1gω,湿润角为35
°
。
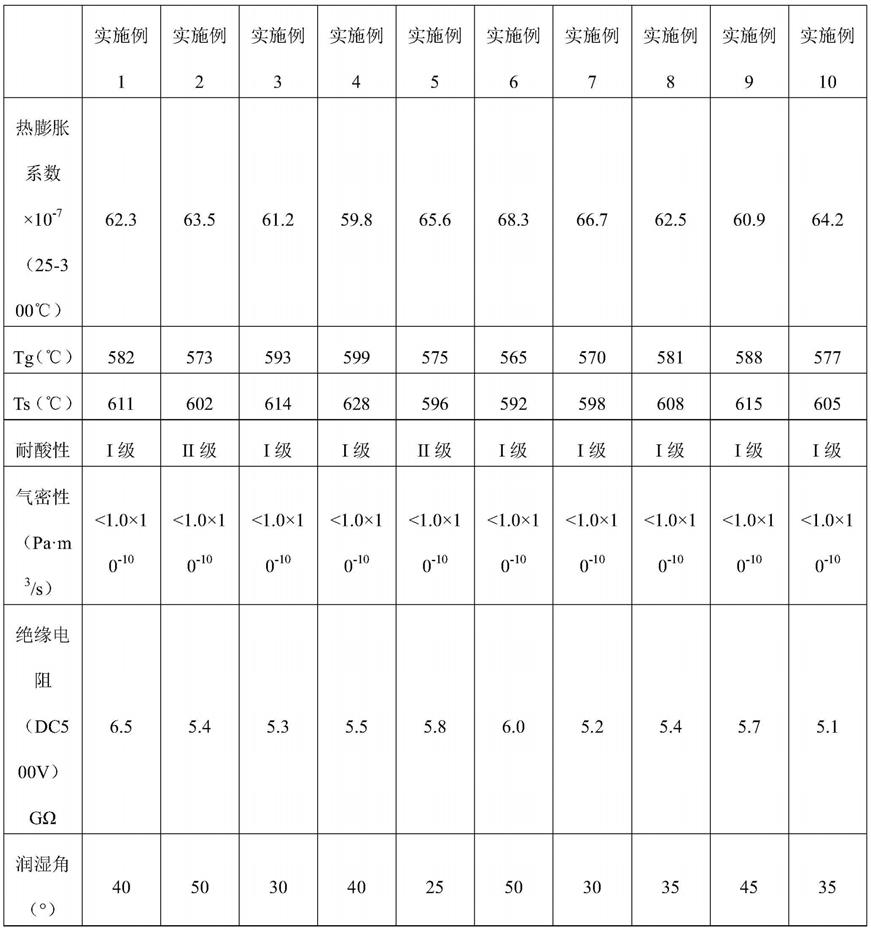
100.对采用实施例1
‑
10的焊料制成的产品的性能进行检测,检测结果如表1所示:
[0101][0102]
表1
[0103]
其中,润湿角采用高温显微镜进行检测,在润湿角保证<90
°
的前提下,润湿角越小,浸润性越好。耐酸性采用玻璃耐沸腾盐酸浸蚀性的重量试验方法和分级(gb/t 15728),在沸腾的6mol/l的盐酸溶液中损失的重量来进行分级。气密性采用氦质谱检漏仪测定封接后样品的气密性,用于热电池产品的气密性要求≤10
‑7。绝缘电阻采用高绝缘电阻测量仪进行检测,要求dc500v电压下≥500mω。综上可知,由基础玻璃和填料组成的焊料降低了焊料的热膨胀系数,提高了钛或钛合金
‑
可伐合金的连接强度更大和连接的气密性,而且,使得壳体与插针的连接位置的耐酸性和绝缘性较好,有利于产品后期进行电镀处理。
[0104]
在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、“一个具体实施例”或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对所述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
[0105]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,
任何熟悉本技术领域的技术人员在本发明揭露的范围内,根据本发明的技术方案及其发明的构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1