皮秒激光切割玻璃的方法与流程
1.本发明涉及激光切割技术领域,具体而言,涉及一种皮秒激光切割玻璃的方法。
背景技术:
2.在光学元件的制造过程中,晶圆级超薄玻璃得到了广泛的应用,采用隐形切割工艺配合超短脉宽激光器,将高单脉冲能量的激光聚焦到晶圆级玻璃层内部,在极短时间内破坏材料分子,热影响小,不会对晶圆级玻璃表面带来粉尘污染。切割后表面产生的裂纹极细,产品良率明显提高。
3.一般情况下,在激光辐照下,电子吸收光子被激发的时间在fs范围,随后发生电子
‑
声子耦合,能量传递至晶格与晶格达到热平衡的时间在几个到几十ps量级。热扩散、材料熔融的时间尺度随着材料的不同而有所区别,基本在几十到几百ps的时间量级。材料表面烧蚀形成的时间为几百ps到ns不等。
4.对于飞秒激光器,其脉宽小于电子
‑
声子相互作用的时间尺度,材料内部发生“冷”烧蚀过程,会抑制热学效应,尤其是针对玻璃这种脆性材料,切割时,会避免热效应产生的热裂纹,及其扩展后导致产品出现破边等外观缺陷。
5.对于皮秒激光器,由于脉宽在皮秒级别,电子气中沉积的激光能量在激光脉冲照射材料的时间内就传给晶格,从而引起材料的加热、熔化甚至烧蚀,过程中热效应的作用明显。针对玻璃材料,皮秒激光器切割时的热效应会导致玻璃内部热裂纹的产生,热裂纹由玻璃内部扩展至表面,便会造成产品破边缺陷,良率降低。皮秒激光器相对飞秒激光器成本虽然大大降低,但是其在切割时相对飞秒激光器热效应明显的短板,限制了其在超薄玻璃切割领域的应用价值。
6.也就是说,现有技术中的皮秒激光器在切割过程中容易导致热裂纹引起的产品破边的问题。
技术实现要素:
7.本发明的主要目的在于提供一种皮秒激光切割玻璃的方法,以解决现有技术中的皮秒激光器在切割过程中容易导致热裂纹引起的产品破边的问题。
8.为了实现上述目的,本发明提供了一种皮秒激光切割玻璃的方法,包括:打孔处理:在待切割玻璃的预切割位置与待切割玻璃的表面之间开设孔洞层,以形成具有孔洞层的预切割玻璃;切割处理:在预切割玻璃的预切割位置进行烧蚀和碳化。
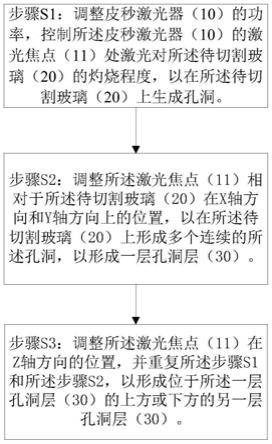
9.进一步地,在打孔处理的过程中包括如下步骤:步骤s1:调整皮秒激光器的功率,控制皮秒激光器的激光焦点处激光对待切割玻璃的灼烧程度,以在待切割玻璃上生成孔洞;步骤s2:调整激光焦点相对于待切割玻璃在x轴方向和y轴方向上的位置,以在待切割玻璃上形成多个连续的孔洞,以形成一层孔洞层。
10.进一步地,在打孔处理的过程中还包括位于步骤s2之后的步骤s3,步骤s3:调整激光焦点在z轴方向的位置,并重复步骤s1和步骤s2,以形成位于一层孔洞层的上方或下方的
另一层孔洞层。
11.进一步地,在步骤s3中,一层孔洞层和另一层孔洞层位于预切割位置的同一侧或不同侧。
12.进一步地,在打孔处理的过程中还包括重复步骤s3,以使孔洞层的层数小于等于10层。
13.进一步地,步骤s3完成后,靠近待切割玻璃的上表面的孔洞层与待切割玻璃的上表面之间的距离与待切割玻璃的厚度之间的比值大于等于0且小于等于1/10;和/或靠近待切割玻璃的下表面的孔洞层与待切割玻璃的下表面之间的距离与待切割玻璃的厚度之间的比值大于等于0且小于等于1/10。
14.进一步地,在步骤s2中,调整激光焦点相对于待切割玻璃在x轴方向和y轴方向上的位置,以调整多个孔洞中相邻两个孔洞之间的距离大于等于0μm且小于等于10μm。
15.进一步地,在步骤s2和步骤s3中,调整皮秒激光器的切割速率,调整相邻激光焦点之间的x轴方向和y轴方向的距离,从而调整相邻孔洞之间的距离。
16.进一步地,步骤s1中,孔洞的直径在5μm到20μm范围内;和/或步骤s1中,激光焦点的能量密度作用在孔洞处的平均功率大于等于0.7w且小于等于1.0w。
17.进一步地,步骤s1中,孔洞的直径在10μm到20μm范围内。
18.进一步地,在打孔处理和切割处理的过程中,皮秒激光器的激光落在待切割玻璃的内部的光斑直径大于等于5μm且小于等于15μm。
19.进一步地,在打孔处理和切割处理的过程中使用的皮秒激光器为超快皮秒激光器,皮秒激光器的脉宽大于等于8ps且小于等于100ps;和/或皮秒激光器的波长为1064nm;和/或皮秒激光器的激光脉冲的重复频率大于等于50khz且小于等于500khz;和/或皮秒激光器的激光的单脉冲能量大于等于200μj且小于等于300μj。
20.进一步地,在切割处理的过程中,皮秒激光器的激光焦点的能量密度作用在预切割位置处的平均功率大于等于2.0w且小于等于3.0w。
21.进一步地,皮秒激光切割玻璃的方法还包括:选用厚度大于等于0.2mm且小于等于1mm的待切割玻璃进行打孔处理和切割处理。
22.应用本发明的技术方案,皮秒激光切割玻璃的方法包括打孔处理和切割处理,在待切割玻璃的预切割位置与待切割玻璃的表面之间开设孔洞层,以形成具有孔洞层的预切割玻璃;在预切割玻璃的预切割位置进行烧蚀和碳化。
23.通过在待切割玻璃的预切割位置与待切割玻璃的表面之间开设孔洞层,这样设置使得孔洞层起到了阻挡和隔断的作用,能够有效阻止在切割处理过程中待切割玻璃内部的热裂纹扩展延伸至待切割玻璃的表面,使得孔洞层能够将热裂纹抑制在待切割玻璃的内部,从而避免造成产品破边的风险,提高了切割良率。
附图说明
24.构成本技术的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
25.图1示出了本发明的一个可选实施例的皮秒激光切割玻璃的方法的打孔处理的流程图;
26.图2示出了本发明的皮秒激光器在切割处理过程中的示意图;
27.图3示出了本发明的待切割玻璃在打孔处理后的截面图。
28.其中,上述附图包括以下附图标记:
29.10、皮秒激光器;11、激光焦点;20、待切割玻璃;21、上表面;22、下表面;30、孔洞层;40、预切割位置。
具体实施方式
30.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本发明。
31.需要指出的是,除非另有指明,本技术使用的所有技术和科学术语具有与本技术所属技术领域的普通技术人员通常理解的相同含义。
32.在本发明中,在未作相反说明的情况下,使用的方位词如“上、下、顶、底”通常是针对附图所示的方向而言的,或者是针对部件本身在竖直、垂直或重力方向上而言的;同样地,为便于理解和描述,“内、外”是指相对于各部件本身的轮廓的内、外,但上述方位词并不用于限制本发明。
33.为了解决现有技术中的皮秒激光器在切割过程中容易导致热裂纹引起的产品破边的问题,本发明提供了一种皮秒激光切割玻璃的方法。
34.如图1至图3所示,皮秒激光切割玻璃的方法包括打孔处理和切割处理,在待切割玻璃20的预切割位置40与待切割玻璃20的表面之间开设孔洞层30,以形成具有孔洞层30的预切割玻璃;在预切割玻璃的预切割位置40进行烧蚀和碳化切割。
35.通过在待切割玻璃20的预切割位置40与待切割玻璃20的表面之间开设孔洞层30,这样设置使得孔洞层30起到了阻挡和隔断的作用,能够有效阻止在切割处理过程中待切割玻璃20内部的热裂纹扩展延伸至待切割玻璃20的表面,使得孔洞层30能够将热裂纹抑制在待切割玻璃20的内部,从而避免造成产品破边的风险,提高了切割良率。
36.具体的,在打孔处理的过程中包括如下步骤:步骤s1:调整皮秒激光器10的功率,控制皮秒激光器10的激光焦点11处激光对待切割玻璃20的灼烧程度,以在待切割玻璃20上生成孔洞;步骤s2:设置切割路径,移动加工平台,调整激光焦点11相对于待切割玻璃20在x轴方向和y轴方向上的位置,以在待切割玻璃20上形成多个连续的孔洞,以形成一层孔洞层30。
37.需要说明的是,在打孔处理之前还包括预处理过程,预处理过程包括:提供待切割玻璃20和皮秒激光器10,将待切割玻璃20放置在加工平台上,调节皮秒激光器10的光学聚焦系统,使得激光焦点11透过待切割玻璃20的表面,落在待切割玻璃20的内部;然后调节激光焦点11的进给量参数,实现激光焦点11位置在待切割玻璃20内部延z轴进行上下移动,调整激光焦点11离待切割玻璃20上表面21和下表面22的距离。
38.需要说明的是,在切割处理过程中,激光通过激光非线性光学克尔效应在待切割玻璃20内部产生自聚焦成丝现象,丝长在10μm~30μm的范围内。
39.具体的,在打孔处理的过程中还包括位于步骤s2之后的步骤s3,步骤s3:调整激光焦点11在z轴方向的位置,并重复步骤s1和步骤s2,以形成位于一层孔洞层30的上方或下方的另一层孔洞层30。
40.如图3所示,在步骤s3中,一层孔洞层30和另一层孔洞层30位于预切割位置40的同一侧或不同侧。如图中所示,当预切割位置40位于待切割玻璃20的上表面21与下表面22之间的中间位置时,待切割玻璃20靠近上表面21的一侧和靠近下表面22的一侧均设置有孔洞层30,单侧的孔洞层30为一层或多层。这样设置使得两侧孔洞层30能够阻挡热裂纹扩展延伸至上表面21和下表面22,从而保证产品良率。
41.具体的,在打孔处理的过程中还包括重复步骤s3,以使孔洞层30的层数小于等于10层。也就是说,靠近上表面21的孔洞层30的层数大于等于1层且小于等于5层,靠近下表面22的孔洞层30的层数大于等于1层且小于等于5层。
42.具体的,步骤s3完成后,靠近待切割玻璃20的上表面21的孔洞层30与待切割玻璃20的上表面21之间的距离与待切割玻璃20的厚度之间的比值大于等于0且小于等于1/10;靠近待切割玻璃20的下表面22的孔洞层30与待切割玻璃20的下表面22之间的距离与待切割玻璃20的厚度之间的比值大于等于0且小于等于1/10。这样设置根据待切割玻璃20的厚度合理规划了靠近上表面21的孔洞层30与上表面21的位置关系、靠近下表面22的孔洞层30与下表面22的孔洞层30的位置关系,对孔洞层30的位置进行了合理的规划,保证了孔洞层30的使用可靠性,进而保证孔洞层30阻止热裂纹扩展至上表面21和下表面22的作用,避免产生破边,保证良率。
43.具体的,在步骤s2中,调整激光焦点11相对于待切割玻璃20在x轴方向和y轴方向上的位置,以调整多个孔洞中相邻两个孔洞之间的距离大于等于0μm且小于等于10μm。这样设置避免相邻两个孔洞之间没有间隔从而影响待切割玻璃20的强度,还能够避免相邻两个孔洞之间距离过大,而减弱对热裂纹的阻挡效果。将多个孔洞中相邻两个孔洞之间的距离限制在0μm到10μm的范围内,有利于保证孔洞层30中的多个孔洞的密度满足阻挡热裂纹扩展的效果。
44.具体的,在步骤s2和步骤s3中,调整皮秒激光器10的切割速率,调整相邻激光焦点11之间的x轴方向和y轴方向的距离,从而调整相邻孔洞之间的距离。
45.需要说明的是,孔洞层30在x轴方向和y轴方向上的覆盖面积与待切割玻璃20在x轴方向和y轴方向的截面大小相等。
46.具体的,步骤s1中,孔洞的直径在5μm到20μm范围内;步骤s1中,激光焦点11的能量密度作用在孔洞处的平均功率大于等于0.7w且小于等于1.0w。优选地,孔洞的直径大于等于10μm且小于等于20μm范围内。
47.另外,在打孔处理和切割处理的过程中,皮秒激光器10的激光落在待切割玻璃20的内部的光斑直径大于等于5μm且小于等于15μm。在打孔处理和切割处理的过程中使用的皮秒激光器10为超快皮秒激光器,皮秒激光器10的脉宽大于等于8ps且小于等于100ps;皮秒激光器10的波长为1064nm;皮秒激光器10的激光脉冲的重复频率大于等于50khz且小于等于500khz;皮秒激光器10的激光的单脉冲能量大于等于200μj且小于等于300μj。
48.具体的,在切割处理的过程中,皮秒激光器10的激光焦点11的能量密度作用在预切割位置40处的平均功率大于等于2.0w且小于等于3.0w。也就是说,在切割处理时皮秒激光器10的功率大于打孔处理时皮秒激光器10的功率。皮秒激光切割玻璃的方法还包括:选用厚度大于等于0.2mm且小于等于1mm的待切割玻璃20进行打孔处理和切割处理,以实现超薄玻璃的激光切割。
49.本发明通过控制激光焦点11处的能量密度、激光焦点11位置和切割速度,在靠近上表面21和下表面22处,形成5μm~20μm尺寸,微米级别的孔洞层30,对玻璃切割时产生的热裂纹起到“扎钉”作用,阻止切割时玻璃内部热裂纹扩展至表面,造成产品破边缺陷,提高切割良率。
50.在本技术具体的实施例中,采用了波长为1064nm的红外皮秒激光器10,激光束单脉冲能量在为287μj,激光束经过光学聚焦系统聚焦后在待切割玻璃20内部的光斑直径为5μm~15μm,激光脉冲的重复频率设置为50khz。
51.具体步骤包括:选取厚度为0.4mm的6英寸的待切割玻璃20放在加工平台上,调节光学聚焦系统使激光焦点11透过待切割玻璃20的表面,落在玻璃内部。
52.然后调整激光焦点11进给量参数,实现激光焦点11位置在待切割玻璃20内部上下调整,激光焦点11离上表面21和下表面22的距离在0μm至20μm范围内。如图2所示,调整激光焦点11处能量密度为0.76w,对待切割玻璃20作用生成5μm至20μm尺寸的孔洞,设定切割路径,移动加工平台的x轴和y轴,对待切割玻璃20进行连续加工,设定切割速率600mm/s,实现连续切割,产生多个连续孔洞,相邻孔洞之间的距离在0μm至10μm范围内。
53.然后调整激光焦点11位置,使得相邻孔洞层30之间的在z轴上的距离控制在0μm~10μm范围内。
54.然后调整激光焦点11位置,激光焦点11的能量密度作用在预切割位置40的平均功率为2.0w至3.0w,实现对预切割位置40处的玻璃材料的烧蚀、碳化。激光焦点11处能量密度越大,对于玻璃材料的作用效果越明显,当平均功率在0.7w至1.0w范围内,激光焦点11处玻璃出现熔融,产生孔洞,当平均功率在2.0w至3.0w范围内,激光焦点11处玻璃丝长范围内出现烧蚀、碳化,以实现切割。通过在靠近上表面21位置处设置孔洞层30、在靠近下表面22位置处设置孔洞层30,将预切割位置40在高能量密度切割时产生的热裂纹封在待切割玻璃20内部,阻碍热裂纹向上表面21和下表面22延伸扩展,造成产品破边。本发明适合用于各种超薄玻璃的切割,只需要调整合适的参数即可。
55.显然,上述所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
56.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、工作、器件、组件和/或它们的组合。
57.需要说明的是,本技术的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本技术的实施方式能够以除了在这里图示或描述的那些以外的顺序实施。
58.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1