一种抗菌瓷砖及其制备方法与流程
1.本发明涉及陶瓷技术领域,尤其涉及一种抗菌瓷砖及其制备方法。
背景技术:
2.瓷砖,作为一种重要的建筑装饰材料,为我们的生活提供了丰富多彩的装饰可能。但随着时代进步,人们对于生活和工作环境的卫生标准要求越来越高,加之近两年新型冠状肺炎疫情的影响,瓷砖的抗菌、抗病毒、抗霉变的特性被再次掀起了高潮。
3.目前,一些陶瓷行业的头部企业也越来越重视抗菌瓷砖的开发。现在主流的思路是在保护釉里添加抗菌材料,例如专利文件cn 110698227 a公布了一种通过在普通保护釉里添加一些磷酸锆负载复合抗菌剂而制备出的抗菌瓷砖及其制备方法,但是该方法在实践生产过程中会出现抗菌离子被熔融到釉中,出现抗菌性能不稳定的情况,严重影响产品质量。除此以外,在不影响瓷砖釉面效果的情况下,在保护釉表面制备抗菌层也可以成功制备抗菌瓷砖。例如专利文件cn 109095951 a公布了一种数字化喷墨打印的抗菌瓷砖及其制备方法,即将抗菌材料制备成墨水,再在保护釉表面喷墨打印制备抗菌瓷砖,该方法将抗菌材料加工至纳米级,抗菌材料反应活性增强,高温时易于釉料反应丧失抗菌性能。
技术实现要素:
4.本发明所要解决的技术问题在于,提供一种抗菌瓷砖,其釉面效果丰富、手感好,釉面光泽度低,耐污性能好,且具有持续、高效的抗菌性能。
5.本发明还要解决的技术问题在于,提供一种抗菌瓷砖的制备方法,其制备工艺简单、操作方便,对现有哑光面瓷砖的生产工艺影响小,不破坏现有瓷砖的釉面效果和发色。
6.为达到上述技术效果,本发明提供了一种抗菌瓷砖,包括瓷砖坯体本体,所述瓷砖坯体本体上依次设有面釉层、喷墨打印图层、保护釉层和静电抗菌釉层,所述静电抗菌釉层的施釉方法为静电喷釉工艺;
7.所述静电抗菌釉的原料按质量百分数计包括:抗菌粉10~40%、al2o
3 1~3.5%、高岭土5~8%、静电助剂11~16%、保湿剂4~12%、分散剂0.3~1%、余量为水。
8.优选地,所述面釉层的施釉方法为钟罩淋釉或高压喷釉,所述面釉的原料按质量百分数计包括:钾长石30~42%,高岭土1~9%,白云石1~10%,氧化铝9~15%,滑石15~20%,氧化锌5~10%,碳酸钡12~15%,硅酸锆10~20%。
9.优选地,所述喷墨打印图层由数码喷墨机打印颜色墨水而得。
10.优选地,所述保护釉层的施釉方法为钟罩淋釉、高压喷釉和喷墨打印中的一种,所述保护釉的原料按质量百分数计包括:钾长石35~38%、白云石10~15%、高岭土10~15%、石英10~16%、滑石5~12%、氧化锌5~8%、碳酸锶6~10%、碳酸钡2~6%。
11.优选地,所述抗菌瓷砖的光泽度为5~30
°
,防污性能≥4级;
12.所述抗菌瓷砖对金黄色葡萄球菌的抗菌效果≥99.99%、对大肠杆菌的抗菌效果≥99.99%,对金黄色葡萄球菌的抗菌耐久效果≥99.99%、对大肠杆菌的抗菌耐久效果≥
99.99%。
13.本发明还提供了一种上述的抗菌瓷砖的制备方法,包括以下步骤:
14.s1、制备瓷砖坯体本体,在所述瓷砖坯体本体上施釉形成面釉层;
15.s2、在面釉层上形成喷墨打印图层;
16.s3、在喷墨打印图层表面施保护釉形成保护釉层;
17.s4、在保护釉层上以静电喷釉工艺施静电抗菌釉,形成静电抗菌釉层,得到抗菌瓷砖生坯;
18.s5、所述抗菌瓷砖生坯干燥后,送至窑炉烧结,得到抗菌瓷砖成品。
19.优选地,步骤s1中,面釉通过钟罩淋釉或高压喷釉方式进行施釉,得到面釉层;
20.所述面釉按质量百分数计包括:钾长石30~42%,高岭土1~9%,白云石1~10%,氧化铝9~15%,滑石15~20%,氧化锌5~10%,碳酸钡12~15%,硅酸锆10~20%;
21.所述面釉的施釉量为200~500g/m2。
22.优选地,步骤s3中,通过钟罩淋釉或高压喷釉方式施保护釉;
23.所述保护釉的原料按质量百分数计包括:钾长石35~38%、白云石10~15%、高岭土10~15%、石英10~16%、滑石5~12%、氧化锌5~8%、碳酸锶6~10%、碳酸钡2~6%;
24.所述保护釉的施釉量为50~250g/m2。
25.优选地,步骤s4中,采用静电喷釉机在保护釉层表面施静电抗菌釉,得到静电抗菌釉层;
26.所述静电抗菌釉的原料按质量百分数计包括:抗菌粉10~40%、al2o
3 1~3.5%、高岭土5~8%、静电助剂11~16%、保湿剂4~12%、分散剂0.3~1%、余量为水;
27.所述静电抗菌釉层的施釉量为10~100g/m2;
28.所述静电喷釉机工作时的静电电压为30~60kv,喷头碟片转速为80000~120000转/分钟,喷头旋转空气压力为4~6kg,喷头吹浮空气压力为3~5kg。
29.优选地,制备得到的抗菌瓷砖的光泽度5~30
°
,防污性能≥4级;
30.所述抗菌瓷砖对金黄色葡萄球菌的抗菌效果≥99.99%、对大肠杆菌的抗菌效果≥99.99%,对金黄色葡萄球菌的抗菌耐久效果≥99.99%、对大肠杆菌的抗菌耐久效果≥99.99%。
31.实施本发明,具有如下有益效果:
32.1、本发明提供的抗菌瓷砖具有良好的釉面性能,釉面效果丰收、手感细腻无颗粒感,釉面图案发色艳丽、无色差,具备优异的防污能力。
33.2、本发明提供的抗菌瓷砖具有良好的抗菌性能,具体地,所述抗菌瓷砖对金黄色葡萄球菌的抗菌效果≥99.99%、对大肠杆菌的抗菌效果≥99.99%;对金黄色葡萄球菌的抗菌耐久效果≥99.99%、对大肠杆菌的抗菌耐久效果≥99.99%。
34.3、本发明还要解决的技术问题在于,提供一种抗菌瓷砖的制备方法,其制备工艺简单、操作方便,对现有瓷砖的生产工艺影响小,不破坏现有瓷砖的釉面效果和发色。
具体实施方式
35.为使本发明的目的、技术方案和优点更加清楚,下面将结合具体实施例对本发明作进一步地详细描述。
36.本发明公开了一种抗菌瓷砖,所述瓷砖坯体本体上依次设有面釉层、喷墨打印图层、保护釉层和静电抗菌釉层,所述静电抗菌釉层的施釉方法为静电喷釉工艺;
37.所述静电抗菌釉的原料按质量百分数计包括:抗菌粉10~40%、al2o
3 1~3.5%、高岭土5~8%、静电助剂11~16%、保湿剂4~12%、分散剂0.3~1%、余量为水。
38.本发明提供的抗菌瓷砖,其保护釉层之上设有静电抗菌釉层,所述静电抗菌釉层包括抗菌粉、氧化铝、高岭土、静电助剂、保湿剂、分散剂。所述静电抗菌釉能够以静电喷釉的施釉方法上釉,且在窑炉烧结后赋予瓷砖釉面优异的抗菌性能,且瓷砖釉面的光泽度低、发色纯正、质感好、釉面细腻光滑、防污性能好。本专利创造性地提出,以静电喷釉的方式代替喷墨打印方式,在瓷砖保护釉表面制备静电抗菌釉层。通过这种抗菌釉制备工艺的创新,可以增大抗菌材料的使用粒径,改善抗菌材料的耐高温性能,成功制备了抗菌效果显著、抗菌有效性持久的抗菌瓷砖。
39.具体地,所述静电抗菌釉按质量百分数计包括以下原料:抗菌粉10~40%、al2o
3 1~3.5%、高岭土5~8%、静电助剂11~16%、保湿剂4~12%、分散剂0.3~1%、余量为水。
40.其中,抗菌粉是静电抗菌釉的核心组分,优选地,所述抗菌粉的化学组成按质量百分比包括:sio
2 41~51%、zro
2 1~2%、al2o
3 10~20%、b2o
3 2~5%、zno 10~20%、mgo 1~4%、cao 4~8%、na2o 1~7%、k2o 3~4%。
41.其中zno为起到抗菌作用的化学成分,当光照射能量超过zno的禁带宽度时,价带上的电子(e-)受激发跃迁到导带,价带上留下带正电荷的空穴(h+),电子和空穴会与吸附在材料表面的氧气、羟基和水发生反应,生成具有极强氧化活性的
·
oh、o
2-和h2o2等物质,破坏细菌、真菌和病毒的细胞壁,造成细胞内的蛋白质等有机物流出,影响其新陈代谢过程,杀死各类细菌、真菌和病毒。
42.优选地,所述静电助剂为酚醛树脂、环氧树脂、丙烯酸树脂、聚氨酯树脂、licl和nacl中的一种或组合。所述静电助剂赋予了静电抗菌釉一定的上静电性能,使其能够满足静电喷釉的工艺要求,以静电喷雾的方式施釉于保护釉层表面。
43.优选地,所述保湿剂为乙二醇、二乙二醇、丙三醇、羧甲基纤维素钠和羟乙基纤维素中的一种或组合。所述保湿剂能够调节静电抗菌釉的干燥速度,避免静电喷釉工艺过程中出现喷头堵塞等问题。
44.优选地,所述分散剂为聚丙烯酸钠和聚丙烯酸铵中的一种或组合。所述分散剂的加入有利于提高静电抗菌釉的研磨效率,对制备得到颗粒均匀、粒径分布窄、粒径尺寸小的静电抗菌釉料起到了关键作用。
45.综上,所述静电抗菌釉不仅赋予瓷砖良好的抗菌性能,而且有利于所述抗菌瓷砖保护釉施釉后得到厚度薄、分布均匀的抗菌釉层,烧结后不影响瓷砖本身的釉面效果、且釉面发色纯正、质感高。优选地,所述静电抗菌釉的施釉量为10~100g/m2。
46.需要说明的是,所述瓷砖坯体可以是瓷片坯体、仿古砖坯体、岩板坯体等,本发明对坯体不做限定。
47.面釉对于墨水的发色十分重要,优质的面釉发色将更好地凸显出设计图案中的纹理色彩,同时结合瓷砖坯体对面釉的膨胀系数要求,因此需要严格地优化面釉的原料组成。优选地,所述面釉层采用钟罩淋釉或高压喷釉方式进行施釉。所述面釉的原料按质量百分数计包括:钾长石30~42%,高岭土1~9%,白云石1~10%,氧化铝9~15%,滑石15~
20%,氧化锌5~10%,碳酸钡12~15%,硅酸锆10~20%。
48.具体地,钾长石(k2o
·
al2o3·
6sio2)通常也称正长石,通常呈肉红色、呈白色或灰色,其平均氧化钾含量约为11.63%,氧化钾属于一价碱金属氧化物,能够降低釉料的熔融温度,同时有助于釉料发色,更佳地,所述钾长石的质量百分数为35~41%。
49.高岭土和氧化铝是高温原料,为配方中提供al2o3,配方中高岭土和氧化铝比例提高将导致釉料高温粘度大,釉面不平整、手感差的问题;反之,高岭土和氧化铝比例过低会导致釉面低温,釉面出现“痱子”等缺陷。更佳地,所述高岭土的质量百分数为8~9%。所述氧化铝的质量百分数为10~13%。
50.白云石可以实现面釉的丝滑面手感,更佳地,所述白云石的质量百分数为5~8%。
51.滑石的加入也能调控釉面手感,这是因为滑石本身白度高、sio2含量高,使得烧成后的釉面手感细腻,更佳地,所述滑石的质量百分数为16~18%。
52.氧化锌是二价碱土金属氧化物,加入有助于提高釉面发色,更佳地,所述氧化锌的质量百分数为8~9%。
53.碳酸钡主要是促进釉面析晶,降低釉面光泽度,实现釉面哑光柔滑效果。更佳地,所述碳酸钡的质量百分数为12~14%。
54.综上,本发明通过控制面釉组成,得到的面釉层釉面效果丰富、发色纯正、釉面光滑、细腻、手感好。
55.需要说明的是,所述面釉的施釉量根据不同产品需求会存在差异,本发明所述面釉的施釉量为200~500g/m2。
56.所述面釉施釉完成后,需要在面釉层表面形成喷墨打印图层,优选地,所述喷墨打印图层由数码喷墨机打印颜色墨水而得。
57.进一步地,瓷砖保护釉层是为了保护颜色图案层不受破坏,所述保护釉可以是干粒也可以是生料釉,使用干粒会比生料釉更具透感,釉面设计能被最大效果呈现。优选地,所述保护釉的原料以质量分数计包括:钾长石35~38%、白云石10~15%、高岭土10~15%、石英10~16%、滑石5~12%、氧化锌5~8%、碳酸锶6~10%、碳酸钡2~6%。
58.保护釉中主体原材料的作用和面釉中类似,除此之外,石英的加入有利于控制保护釉的光泽度,提升釉面效果;碳酸锶和碳酸钡作用类似,还有助于提高釉面发色。更佳地,钾长石的质量分数为36~37%、白云石的质量分数为11~14%、高岭土的质量分数为11~14%、石英的质量分数为11~15%、滑石的质量分数为6~10%、氧化锌的质量分数为6~7%、碳酸锶的质量分数为7~9%、碳酸钡的质量分数为3~5%。需要说明的是,所述保护釉的施釉量也会随着产品和工艺不同而存在差异,所述保护釉的施釉量为50~250g/m2。更佳地,所述保护釉的施釉量为200g/m2。
59.最终,所述抗菌瓷砖具有良好的釉面性能,具体而言,釉面手感细腻、无颗粒感,釉面效果丰富,图案发色艳丽、无色差,具备优异的防污能力。所述抗菌瓷砖的光泽度5~30
°
,防污性能≥4级;而且所述抗菌瓷砖具有良好的抗菌性能,优选地,所述抗菌瓷砖对金黄色葡萄球菌的抗菌效果≥99.99%、对大肠杆菌的抗菌效果≥99.99%;对金黄色葡萄球菌的抗菌耐久效果≥99.99%、对大肠杆菌的抗菌耐久效果≥99.99%。
60.本发明还提供了上述抗菌瓷砖的制备方法,包括以下步骤:
61.s1、制备瓷砖坯体本体,在所述瓷砖坯体本体上施釉形成面釉层;
62.s2、在面釉层上形成喷墨打印图层;
63.s3、在喷墨打印图层表面施保护釉,形成保护釉层;
64.s4、在保护釉层上以静电喷釉工艺施静电抗菌釉,形成静电抗菌釉层,得到抗菌瓷砖生坯;
65.s5、所述抗菌瓷砖生坯干燥后,送至窑炉烧结,得到抗菌瓷砖成品。
66.本发明提供的抗菌瓷砖制备工艺简单、操作便利,施釉工艺对釉面的发色和手感无负面影响,能够最大程度上保持釉面效果和光泽度,得到的抗菌瓷砖的釉面性能和抗菌性能俱佳。本专利创造性地提出,以静电喷釉的方式代替喷墨打印方式,在瓷砖保护釉表面制备静电抗菌釉层。通过这种抗菌釉制备工艺的创新,可以增大抗菌材料的使用粒径,改善抗菌材料的耐高温性能,成功制备了抗菌效果显著、抗菌有效性持久的抗菌瓷砖。
67.具体地,步骤s1中,所述瓷砖坯体本体可以是瓷片坯体、仿古砖坯体、岩板坯体等,本发明对坯体不做限定。优选地,所述面釉层采用钟罩淋釉或高压喷釉方式进行施釉。其中,钟罩淋釉工艺成熟,质量稳定,适合于大施釉量需求的面釉施釉;高压喷釉适合于制备宽体瓷砖,对于釉浆性能要求也低于钟罩淋釉,适合小施釉量需求的面釉施釉。
68.面釉对于墨水的发色十分重要,优质的面釉发色将更好地凸显出设计图案中的纹理色彩,同时结合瓷砖坯体对面釉的膨胀系数要求,因此,需要严格地优化面釉的原料组成,具体的面釉的组成成分描述与上文相同,此处不再赘述。本发明通过控制面釉组成,得到的面釉层釉面效果丰富、发色纯正、釉面光滑、细腻、手感好。需要说明的是,所述面釉层的施釉量根据不同产品需求会存在差异,本发明所述面釉层的施釉量为200~500g/m2。
69.步骤s2中,在面釉层表面喷墨打印图层。喷墨打印技术制备瓷砖图案层,与传统的丝网印刷和滚筒印刷相比,最大的区别在于喷墨打印是非接触式打印,图案丰富多彩,切换方便,节省打印材料等,这些特点都是传统的丝网印刷和滚筒印刷无法做得到的。
70.步骤s3中,优选地,保护釉通过钟罩淋釉或高压喷釉方式施保护釉,还可以采用喷墨打印数码釉方式实现,对所述喷墨打印图层起保护作用。具体的保护釉的组成成分描述与上文相同,此处不再赘述。本发明通过保护釉成分的控制,得到了透明度高、手感细腻、发色纯正的保护釉层。需要说明的是,所述保护釉的施釉量也会随着产品和工艺不同而存在差异,所述保护釉层的施釉量为50~250g/m2。更佳地,所述保护釉的施釉量为200g/m2。
71.步骤s4中,优选地,采用静电喷釉机在保护釉层表面施抗菌釉,得到静电抗菌釉层。相比于其它施釉方式,静电喷釉的优点有很多,静电喷釉的釉水雾化效果好,静电吸附分布均匀,无水化施釉,施釉量可控等等;此外,静电喷油机设备结构简单,操作方便,不易阻塞、容易清洗,成膜均匀且涂料利用率高。静电喷釉原理在于,带有负电荷的釉料微粒,在负电场中沿电力线方向反向运动,吸附到瓷砖保护釉表面,因此,基本上没有釉料射流反弹和漆雾飞散现象。
72.静电喷釉机工作过程中,设备工艺参数将直接影响施釉效果,为了得到厚度均匀且釉层较薄的静电抗菌釉层,需要控制静电喷釉机的设备参数。所述静电喷釉机的电压过小,静电喷釉的釉料容易团聚,得到的釉层均匀度下降,但是,所述静电喷釉机的电压过大容易造成釉雾击穿,破坏静电吸附过程,优选地,所述静电喷釉机的电压为30~60kv。
73.所述静电喷釉机的喷头碟片转速、旋转压力和吹浮压力可以控制釉水雾化效果与雾化面积,减少釉面质量缺陷,避免初相见缺釉、缩釉、釉缕、釉面波纹不平等情况。优选地,
所述喷头碟片转速为80000~120000转/分钟,旋转压力为4~6kg,吹浮压力为3~5kg。
74.进一步地,为了最大程度上保持釉面的光泽度和手感度,需要控制所述静电抗菌釉层的施釉量,所述静电抗菌釉层的施釉量过大时将造成釉面光泽度增加;当静电抗菌釉层的施釉量过小时,无法起到良好的抗菌效果。优选地,所述静电抗菌釉层的施釉量为10~100g/m2。更佳地,所述静电抗菌釉层的施釉量为20~80g/m2。
75.最终得到的抗菌瓷砖釉层手感丝滑细腻、柔软无颗粒感,釉面图案发色艳丽、无色差,并且能通过防污测试和抗菌测试。
76.综上,根据以上制备方法,制备得到的抗菌瓷砖具有良好的釉面性能,具体而言,釉面手感细腻、无颗粒感,釉面效果丰富,图案发色艳丽、无色差,具备优异的防污能力。而且所述抗菌瓷砖具有良好的抗菌性能,优选地,所述抗菌瓷砖对金黄色葡萄球菌的抗菌效果≥99.99%、对大肠杆菌的抗菌效果≥99.99%;对金黄色葡萄球菌的抗菌耐久效果≥99.99%、对大肠杆菌的抗菌耐久效果≥99.99%。
77.下面以具体实施例对本发明进行进一步说明:
78.实施例1
79.一种抗菌瓷砖,所述瓷砖坯体本体上依次设有面釉层、喷墨打印图层、保护釉层和静电抗菌釉层,所述静电抗菌釉层的施釉方法为静电喷釉工艺。
80.所述静电抗菌釉的原料按质量百分数计包括:抗菌粉20%、al2o
3 3%、高岭土5%、静电助剂15%、保湿剂7%、分散剂1%、余量为水。
81.所述面釉按质量百分数计包括:钾长石40%,高岭土5%,白云石3%,氧化铝10%,滑石15%,氧化锌5%,碳酸钡12%,硅酸锆10%。
82.所述保护釉的原料按质量百分数计包括:钾长石38%、白云石15%、高岭土15%、石英10%、滑石10%、氧化锌6%、碳酸锶6%、碳酸钡2~6%。
83.上述抗菌瓷砖的制备方法:包括以下步骤:
84.s1、制备瓷砖坯体本体,在所述瓷砖坯体本体上施釉形成面釉层;
85.s2、在面釉层上形成喷墨打印图层;
86.s3、在喷墨打印图层表面施保护釉形成保护釉层;
87.s4、在保护釉层上以静电喷釉工艺施静电抗菌釉,形成静电抗菌釉层,得到抗菌瓷砖生坯;
88.s5、所述抗菌瓷砖生坯干燥后,送至窑炉烧结,得到抗菌瓷砖成品。
89.具体地,所述s1中,将上述面釉料通过钟罩淋釉的方式进行施釉,得到面釉层,所述面釉料的施釉量为400g/m2。
90.所述s3中,上述保护釉料通过高压喷釉机对所述喷墨打印图层表面进行施釉,形成保护釉层;所述保护釉料的施釉量为150g/m2。
91.步骤s4中,采用静电喷釉机在保护釉层表面施釉,得到静电抗菌釉层;
92.所述静电抗菌釉料的施釉量为15g/m2;
93.所述静电喷釉机的电压为30kv,喷头碟片转速为80000转/分钟,旋转压力为4kg,吹浮压力为3kg。
94.实施例2
95.一种抗菌瓷砖,所述瓷砖坯体本体上依次设有面釉层、喷墨打印图层、保护釉层和
静电抗菌釉层,所述静电抗菌釉层的施釉方法为静电喷釉工艺。
96.所述静电抗菌釉的原料按质量百分数计包括:抗菌粉40%、al2o
3 1%、高岭土5%、静电助剂11%、保湿剂4%、分散剂0.3%、余量为水。
97.所述面釉按质量百分数计包括:钾长石30%,高岭土3%,白云石3%,氧化铝14%,滑石20%,氧化锌10%,碳酸钡15%,硅酸锆15%。
98.所述保护釉的原料组成按质量分数计包括:钾长石36%、白云石15%、高岭土12%、石英10%、滑石9%、氧化锌8%、碳酸锶10%、碳酸钡2~6%。
99.上述抗菌瓷砖的制备方法:包括以下步骤:
100.s1、制备瓷砖坯体本体,在所述瓷砖坯体本体上施釉形成面釉层;
101.s2、在面釉层上形成喷墨打印图层;
102.s3、在喷墨打印图层表面施保护釉形成保护釉层;
103.s4、在保护釉层上以静电喷釉工艺施静电抗菌釉,形成静电抗菌釉层,得到抗菌瓷砖生坯;
104.s5、所述抗菌瓷砖生坯干燥后,送至窑炉烧结,得到抗菌瓷砖成品。
105.具体地,所述s1中,将上述面釉料通过高压喷釉的方式进行施釉,得到面釉层,所述面釉料的施釉量为200g/m2。
106.所述s3中,上述保护釉料通过钟罩淋干粒釉对所述喷墨打印图层表面进行施釉,形成保护釉层;所述保护釉料的施釉量为250g/m2。
107.步骤s4中,采用静电喷釉机在保护釉层表面施釉,得到静电抗菌釉层;
108.所述静电抗菌釉料的施釉量为50g/m2;
109.所述静电喷釉机的电压为60kv,喷头碟片转速为120000转/分钟,旋转压力为6kg,吹浮压力为5kg。
110.实施例3
111.一种抗菌瓷砖,所述瓷砖坯体本体上依次设有面釉层、喷墨打印图层、保护釉层和静电抗菌釉层,所述静电抗菌釉层的施釉方法为静电喷釉工艺。
112.所述静电抗菌釉的原料按重量wt%计包括:抗菌粉10%、al2o
3 1%、高岭土5%、静电助剂11%、保湿剂4%、分散剂0.3%、余量为水。
113.所述面釉按质量百分数计包括:钾长石42%,高岭土3%,白云石5%,氧化铝9%,滑石15%,氧化锌6%,碳酸钡12%,硅酸锆18%。
[0114][0115]
所述保护釉的原料组成按质量分数计包括:钾长石36%、白云石13%、高岭土14%、石英10%、滑石6%、氧化锌8%、碳酸锶10%、碳酸钡3%。
[0116]
上述抗菌瓷砖的制备方法:包括以下步骤:
[0117]
s1、制备瓷砖坯体本体,在所述瓷砖坯体本体上施釉形成面釉层;
[0118]
s2、在面釉层上形成喷墨打印图层;
[0119]
s3、在喷墨打印图层表面施保护釉形成保护釉层;
[0120]
s4、在保护釉层上以静电喷釉工艺施静电抗菌釉,形成静电抗菌釉层,得到抗菌瓷砖生坯;
[0121]
s5、所述抗菌瓷砖生坯干燥后,送至窑炉烧结,得到抗菌瓷砖成品。
[0122]
具体地,所述s1中,将上述面釉料通过钟罩淋釉的方式进行施釉,得到面釉层,所述面釉料的施釉量为350g/m2。
[0123]
所述s3中,上述保护釉料通过数码喷墨打印机对所述喷墨打印图层表面进行施釉,形成保护釉层;所述数码保护釉料墨水的施釉量为55g/m2。
[0124]
步骤s4中,采用静电喷釉机在保护釉层表面施釉,得到静电抗菌釉层;
[0125]
所述静电抗菌釉料的施釉量为80g/m2;
[0126]
所述静电喷釉机的电压为45kv,喷头碟片转速为100000转/分钟,旋转压力为5kg,吹浮压力为4kg。
[0127]
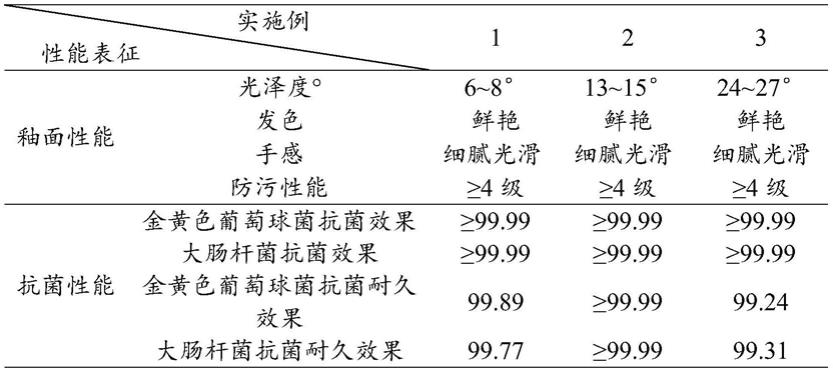
将实施例1~3的抗菌瓷砖进行抗菌和釉面性能测试,所述抗菌瓷砖的抗菌测试方法参照jc/t 897-2014《抗菌陶瓷制品抗菌性能》和jc/t 897-2014《antiseptic function of antibacterial ceramic》测试结果见表1。由此可见,本发明得到的抗菌瓷砖具有良好的抗菌性能和釉面性能。
[0128]
表1实施例1~3的抗菌瓷砖的性能检测结果
[0129][0130]
以上所述是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1