一种雪茄剪专用陶瓷材料及其制备方法与流程
1.本发明涉及陶瓷材料领域,具体涉及一种雪茄剪专用陶瓷材料。
背景技术:
2.雪茄作为现烟草消费中的重要组成部分,一只雪茄的组成由茄衣、茄套、茄芯三部分组成,其中各部分所使用的的烟草烟叶各不相同,包裹方式也不相同,同时因烟草烟叶本身的叶脉属于强度较高的植物纤维,因此雪茄在进行切割时,对切割刀具的锋利度和耐用度要求极高。
3.传统使用的雪茄刀、雪茄剪等工具,其主要的材质成分为钢类材料,包括但不限于不锈钢、高速钢、合金钢等材质。其硬度一般为hrc30左右,在进行实际雪茄的切割中,一般进行100次左右的切割后即会出现较明显的刃口缺口、打卷、钝化等情况,使得实际切割时出现切不动、切不齐等情况,极大的影响了实际使用体验。
4.另在进行较多次的雪茄切割过程中,因雪茄燃烧及制作时本身的烟油等物质会大量的附着在刀刃各处,难以清理,极大的影响了切削效果和刀具本身的美观度,同时也极大的影响了烟草类产品的消费体验。
5.陶瓷其本身特有的高硬度和耐磨性特点,其在纤维的剪切加工中,耐磨性并非其主要困难,难点在于如何在使用过程中避免因粗纤维而造成的刃口异常崩缺问题,且因陶瓷的特殊性,其一旦出现崩缺后,裂纹会延缺口方向进行较长距离的拓展,极大的影响了刀具的寿命;所以考虑将陶瓷材料制备成剪切雪茄的刀具时,如何提升陶瓷材料的韧性及强度是技术难点所在。
6.本技术人发现现有技术至少存在以下技术问题:
7.1、现有技术中雪茄刀或雪茄剪的制备材料硬度不够,几次切割后即会出现较明显的刃口缺口、打卷、钝化等,影响消费者的使用体验;
8.2、进行较多次的雪茄切割过程中,因雪茄燃烧及制作时本身的烟油等物质会大量的附着在刀刃各处,难以清理,极大的影响了切削效果和刀具本身的美观度,同时也极大的影响了烟草类产品的消费体验。
技术实现要素:
9.本发明的目的在于提供一种雪茄剪专用陶瓷材料,以解决现有技术中雪茄刀或雪茄剪的制备材料硬度不够,几次切割后即会出现较明显的刃口缺口、打卷、钝化等,影响消费者使用体验的技术问题。
10.为实现上述目的,本发明提供了以下技术方案:
11.本发明提供的一种雪茄剪专用陶瓷材料,其制备包括下述重量百分比的原料:si3n
4 10-15%、al2o
3 80-89%和金属相1-5%,各原料的重量百分比之和为100%;所述si3n4包括αsi3n4和βsi3n4;且αsi3n4和βsi3n4的重量比为3:7-2:8;所述金属相为mo和ni。
12.进一步的,各原料的重量百分比分别为:si3n
4 12-15%、al2o
3 82-88%和金属相
2-5%,各原料的重量百分比之和为100%。
13.进一步的,各原料的重量百分比分别为:αsi3n
4 4.5%;βsi3n
4 10.5%;al2o380%;mo2.5%;ni2.5%。
14.进一步的,各原料的重量百分比分别为:αsi3n
4 2%;βsi3n
4 8%;al2o
3 88%;mo1%;ni1%。
15.本发明提供的雪茄剪专用陶瓷材料的制备方法,包括下述步骤:
16.(1)按配比将原料加入球磨机中球磨,得到混合料;
17.(2)将步骤(1)所得的混合料进行烘干、制粒,得到粒料;
18.(3)将步骤(2)所得的粒料在保护气氛下进行烧结,在温度为1600-1700℃保温1.5-2.5h,获得充分固溶块体,即为陶瓷材料。
19.进一步的,所述步骤(1)中,球磨时加入了分散剂和成型剂,且分散剂和成型剂的加入量均为原料总重量的1.5%-2.5%。
20.进一步的,所述步骤(1)中,所述分散剂为去离子水,所述成型剂为peg。
21.进一步的,所述步骤(1)中,球磨时间为55-65h。
22.进一步的,所述步骤(2)中,烘干是在温度为95-105℃烘干1.2-1.8h。
23.基于上述技术方案,本发明实施例至少可以产生如下技术效果:
24.(1)本发明提供的雪茄剪专用陶瓷材料及其制备方法,得到的陶瓷材料属于塞隆陶瓷类复合材料;其能够满足针对高纤维烟叶丝的切割的同时,保持足够的锋刃耐用度,且能够达到出色的切割表面效果;本发明中si3n4含量为10-15%时,整体表现断裂韧性最高;βsi3n4晶型为六方晶型,其在后续的烧结固溶过程中,以其晶体结构为基础,al2o3固溶其中,生成的β塞隆陶瓷的晶型高度相似,且具备较高的韧性;而αsi3n4则一定程度保证了其高温性能和硬度。
25.(2)本发明提供的雪茄剪专用陶瓷材料及其制备方法,通过金属相的加入进一步改善了陶瓷材料的致密度及韧性,通过实验对比发现,较于体系本身的al、si等元素的加入,mo、ni的加入不会造成因亲和力和膨胀系数等问题而产生的偏析聚积和孔洞等问题,同时其本身也具备较强的抗腐蚀能力效果。
具体实施方式
26.一、制备实施例:
27.1、原料
28.在实施例1-实施例5中制备雪茄剪专用陶瓷材料,其原料加入量(以重量百分比计)如下述表1所示;同时,提供对比例1-对比例3,对比例1-对比例3中原料加入量(以重量百分比计)同样如下述表1所示:
29.表1实施例和对比例原料表
[0030] αsi3n4βsi3n4al2o3moni实施例1288811实施例24.510.5802.52.5实施例33.110.98222实施例43.48.68512
实施例52.47.68721对比例14.510.57055对比例214902.52.5对比例3738811
[0031]
2、制备方法
[0032]
实施例1:
[0033]
包括下述步骤:
[0034]
(1)按配比将原料加入球磨机中球磨,球磨时加入了分散剂和成型剂,且分散剂和成型剂的加入量均为原料总重量的2%,所述分散剂为去离子水,所述成型剂为peg;球磨时间为60h,得到混合料;
[0035]
(2)将步骤(1)所得的混合料进行烘干(烘干是在温度为100℃烘干1.5h)、制粒,得到粒料;
[0036]
(3)将步骤(2)所得的粒料在保护气氛下进行烧结,在温度为1650℃保温2h,获得充分固溶块体,即为陶瓷材料。
[0037]
实施例2:
[0038]
包括下述步骤:
[0039]
包括下述步骤:
[0040]
(1)按配比将原料加入球磨机中球磨,球磨时加入了分散剂和成型剂,且分散剂和成型剂的加入量均为原料总重量的1.5%,所述分散剂为去离子水,所述成型剂为peg;球磨时间为65h,得到混合料;
[0041]
(2)将步骤(1)所得的混合料进行烘干(烘干是在温度为105℃烘干1.2h)、制粒,得到粒料;
[0042]
(3)将步骤(2)所得的粒料在保护气氛下进行烧结,在温度为1700℃保温1.5h,获得充分固溶块体,即为陶瓷材料。
[0043]
实施例3:
[0044]
包括下述步骤:
[0045]
(1)按配比将原料加入球磨机中球磨,球磨时加入了分散剂和成型剂,且分散剂和成型剂的加入量均为原料总重量的2.5%,所述分散剂为去离子水,所述成型剂为peg;球磨时间为55h,得到混合料;
[0046]
(2)将步骤(1)所得的混合料进行烘干(烘干是在温度为95℃烘干1.8h)、制粒,得到粒料;
[0047]
(3)将步骤(2)所得的粒料在保护气氛下进行烧结,在温度为1700℃保温1.5h,获得充分固溶块体,即为陶瓷材料。
[0048]
实施例4-实施例5的制备方法均同实施例1。
[0049]
二、对比例
[0050]
对比例1:
[0051]
制备方法同实施例1。
[0052]
对比例2:
[0053]
制备方法同实施例1。
[0054]
对比例3:
[0055]
制备方法同实施例1。
[0056]
对比例4:
[0057]
以美国西卡xikar生产的型号为157vx2 v-cut cutter的雪茄刀(刀片材质为440不锈钢,硬度hrc57)为对比例4。
[0058]
三、实验例:
[0059]
1、性能测试
[0060]
将实施例1-5和对比例1-3中得到的陶瓷材料进行性能测试:
[0061]
(1)检测标准:
[0062]
致密度:
[0063]
(2)测试结果如下表2所示:
[0064]
表2性能测试结果
[0065] 致密度(%)实施例199.3实施例299.5实施例399.5实施例499.3实施例599.3对比例199.7对比例298.9对比例398.7
[0066]
由表2可知,实施例1-5以及对比例1的致密度均较高;对比例1中,因ni、mo等金属含量较高,虽然烧结时易达到较高致密度,但因为润湿性问题,容易形成聚积;对比例2中,因al2o3含量比例较高,不易达到较高的致密度,内部有微孔,因毛细力容易吸附;对比例3中,因αsi3n4以及βsi3n4比例问题,韧性偏低,容易崩口,另因润湿性问题,较类似配方(实施例1)的致密度差。
[0067]
2、将实施例1-5、对比例1-3中得到陶瓷材料按相同的方法制成同样的雪茄刀片,同对比例4中的雪茄刀一起进行雪茄连续剪切测试:
[0068]
(1)刀片制备方法:
[0069]
制备厚度为0.5mm的刀片,具体步骤为:
[0070]
s1、切割:将陶瓷材料进行切割处理,切割成单个刀片形状,得到刀片初品;
[0071]
采用金刚石切割线进行预刀片的切割,金刚石切割线直径为0.4mm,金刚石目数120目;
[0072]
s2、烧结:将刀片初品在脱脂真空炉内使用保护性气体进行烧结;
[0073]
烧结温度为1450℃,烧结时使用加压烧结,加压压力为6mpa,保温时间为0.5h,烧结舟皿使用图钉式舟皿,以增强产品上下面气氛的一致性,减少产品的变形;
[0074]
s3、端面磨削:将烧结后的刀片初品使用磨床进行端面磨削;
[0075]
磨削时采用双端面磨削以保证产品上下面磨削的一致性,磨削时产品放置于仿形工装盘内,磨削压力为350mpa,砂轮粒度为500目;磨削后产品厚度尺寸为0.5
±
0.05mm;
[0076]
s4、开槽:使用磨床对端面磨削后的刀片进行月牙刀刃的开槽;
[0077]
使用开槽机、金刚石砂轮进行月牙型刀刃的开槽加工,砂轮直径为200mm,砂轮粒度为w25,刀刃宽度为4.0mm;
[0078]
s5、钝化:使用金刚石毛刷对刀片刃口进行钝化处理;
[0079]
钝化选用2个金刚石毛刷进行刃口处理,毛刷粒度分别为600目、800目粒度,钝化大小为0.02-0.04mm;
[0080]
s6、清洗:对钝化处理后刀片进行清洗,清洗时采用去离子水,得到刀片成品。
[0081]
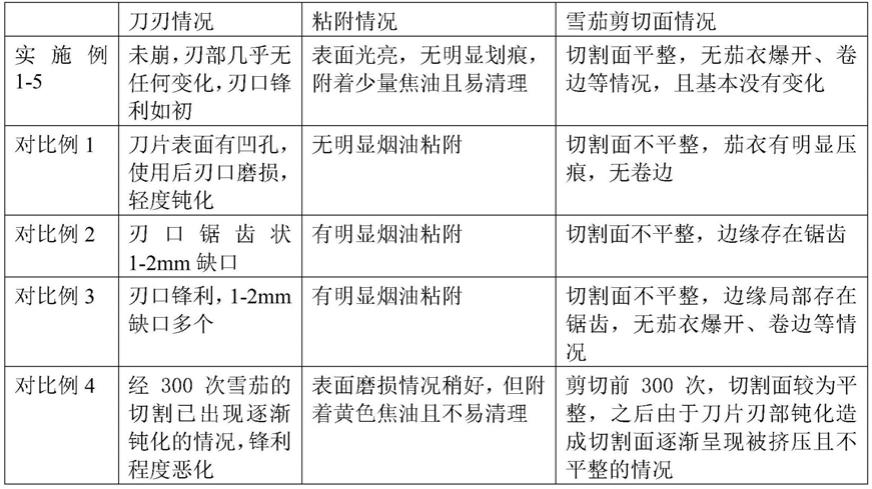
(2)将实施例1-5以及对比例1-3中制备的陶瓷材料制成的刀片同其他配件一起制备成雪茄刀,然后同对比例4中的雪茄刀一起进行雪茄剪切实验;实验方法为:针对同种雪茄进行剪切400次,在剪切400次后,观察刀刃的情况、刀刃上烟油粘附的情况,观察雪茄剪切面的情况;在进行实验时,先点燃雪茄,待雪茄自然熄灭,放置两小时后再将先前燃烧过的一端剪掉,剪掉的长短以刚刚剪掉燃烧过的一段为准,为避免浪费,剪掉燃烧的一端后可以继续点燃,待再次熄灭、放置后继续进行剪切实验,直至剪切实验不能进行,实验结果如下表3所示:
[0082]
表3雪茄连续剪切测试结果
[0083][0084]
由表3可知,由实施例1-5中的陶瓷材料制备的雪茄刀刀片经过400次雪茄剪切后,刀刃情况、烟油粘附情况以及雪茄剪切面情况均优于对比例;对比例1中,因为润湿性问题,容易形成聚积,导致刀刃表面出现凹孔,使用后刃口磨损,轻度钝化;对比例2中,原料中si3n4的含量较低,则硬度偏高偏脆,导致刀刃易出现缺口;对比例3中,虽然si3n4的总体较高,但在实际使用中表现出刃口的磨损和钝化情况,是因为原料中αsi3n4的含量较高,则陶瓷刀片使用时呈现出易崩缺的情况。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1