一种高质量玻璃薄片的制造方法、玻璃薄片、玻璃部件元件、堆叠体、增强现实设备及用途与流程
本发明涉及一种高质量玻璃薄片的制造方法、优选地通过这种方法可制造的或被制造的玻璃薄片、优选地是或可以是这种玻璃薄片的一部分的玻璃部件元件,以及包含两个或更多个此类玻璃部件元件的堆叠体。本发明还涉及一种增强现实设备,包括相应的玻璃薄片、玻璃部件元件和/或堆叠体。本发明还涉及相应的玻璃薄片、玻璃部件元件和/或堆叠体在增强现实设备中的用途。
背景技术:
1、增强现实(ar)用于显示涉及存在于现实世界中的物体的计算机生成的感知信息、尤其视觉信息。
2、ar设备最近变得越来越重要。尤其,ar显示器可以在类似于眼镜的设备(也称为目镜)上呈现出来。此类ar设备可以显示计算机生成的视觉信息,这些信息通过设备的镜头部件表面投射或反射回来。光波导是大多数此类ar设备的必要组件。尤其光波导可以提供作为导光板。通常,导光板是用来传输光的平面薄片状结构。因此,光在一个位置被送入导光板,通过导光板传输并在另一个位置离开导光板。更准确地说,光在导光板内沿着从一个位置到另一个位置的主传播方向延伸的传播路径传播,因为相应的光束在导光板的主表面上要经历多个全内反射。
3、导光板等光波导也可以用作ar眼镜中的“目镜”是众所周知的。然而,当前光波导存在的问题是ar设备的计算机生成的视觉信息的视觉质量相对较低。这种低质量自身可能表现为对比度低、分辨率低或图像模糊。
技术实现思路
1、因此,本发明的目的是提供一种装置,该装置克服了现有技术问题并能够提高在增强现实设备中呈现给人们的计算机生成的视觉信息的视觉质量。
2、为实现该目的,根据第一方面,提出一种用于由未加工薄片制造用于增强现实应用的玻璃薄片的方法,该方法包括:
3、–提供未加工薄片;
4、–对未加工薄片进行磨边;
5、–碾磨未加工薄片;
6、–对未加工薄片进行粗抛光;
7、–对未加工薄片进行精细抛光,以获得中间薄片;
8、–将中间薄片粘合在平坦的载体上;
9、–对中间薄片的第一主表面进行单面抛光;以及
10、–对中间薄片的第二主表面进行单面抛光。
11、本发明背后的令人惊讶的发现是:在增强现实(ar)中,如果光束在玻璃薄片内传播时在全反射角度下发生全内反射,则计算机生成的具有尤其高视觉质量的视觉信息可以呈现给人们,对于耦合到玻璃薄片时平行的光束,该全反射角度是一致的或仅在一定限度内发生变化。
12、这是因为在实际的ar应用中,代表要呈现的视觉信息的单个像素的光束经由(第一)耦合结构作为一簇典型的平行光束在馈入区域耦合到导光板中,即耦合到玻璃薄片或其部分中。在导光板的某个限定区域,光束经由另一个(第二)耦合结构在释放区域离开玻璃材料。然而,每次该簇中的各个光束射到释放区域时,它们只会以一定的概率离开玻璃材料。因此,一些光束在导光板的玻璃材料内传播的距离比其他光束更长,直到它们离开玻璃薄片的玻璃材料为止,因此,它们比其他光束经历更多的全内反射。
13、由于全内反射角度的变化是有限的,所以该簇中的各个光束的释放角度(对于每个光束而言,其尤其取决于其离开玻璃薄片之前最后一次全内反射的角度)在一定限制范围内都是相似的。因此,最初彼此平行的光束,一旦它们穿过释放区域离开玻璃薄片,那么它们也是准平行的–即使它们可能至少部分地经历了不同数量的全内反射(由于它们可能会因概率统计而在释放区域的不同位置离开玻璃材料)。这里的“准平行”是指在实际应用中,各个光束仍然可以被视为是平行的。这是因为即使释放的光束彼此形成一定角度,但它们仍然会在相同或几乎相同的点到达人的视网膜(或一般的某些检测手段)。因此,视觉信息的像素仍然质量较高(例如不模糊),因此是清晰的。
14、令人惊讶的是,用所提出的方法制造的玻璃薄片在初始平行光束的恒定全内反射角度方面具有优异性能。发明人在这方面发现,各个步骤之间的相互影响使得性能(例如第一和第二主表面的几何参数和/或条件)得到高度改进。尤其,使得第一和第二主表面都是尤其平坦和光滑的,并且彼此高度平行。因此,在玻璃薄片内传播的光束在全内反射角度下发生全内反射,该全内反角度不会改变或仅在限制范围内发生变化。因此,满足上述条件,即涉及一个像素的信息并以平行方式送入导光板的光束也以光束仅在限制范围内偏离平行光束的方式离开导光板。换句话说,对于该簇光束,在传播路径上没有或没有显着的“聚集”和/或全内反射角度的变化。因此,各个光束在释放区域的哪个点离开玻璃薄片并不重要。
15、当然,这只是实现高厚度均匀性的一种选择。原则上也可能是每个主表面都不是平坦的,而是两个主表面的形状相似,因此厚度均匀性仍然非常好。
16、因此,换句话说,如果玻璃薄片的厚度处处都相似,则薄片适于提供具有高视觉质量的视觉信息。当然,一开始彼此就不平行的光束会在不同全内反射角度下经历全内反射。
17、因此,用所提出的方法制造的玻璃薄片具有呈现高视觉质量的视觉信息的能力。因此,相应的玻璃薄片可以用作导光板,提供更好的视觉质量,尤其在ar应用和/或ar设备中。
18、因此,用所提出的方法制造的玻璃薄片尤其适合于从所制造的玻璃薄片上切出的玻璃部件元件。这些玻璃部件元件可以用作ar设备中的目镜。
19、同时,该方法可以以非常简单且可靠的方式进行加工。这样一来,玻璃薄片的制造成本很低。此外,该方法可以很容易实现。此外,还可以使用所提出的方法改进现有工艺。因此,所提出的方法的有利效果也可以用于现有的制造现场。
20、因此,所提出的方法可用于制造玻璃薄片,这些玻璃薄片可以用作光波导,例如ar设备的导光板,并且这些光波导能够提供视觉质量显著改善的计算机生成的视觉信息。
21、特别值得注意的是,通过所提出的方法,可以制造出玻璃薄片,这些薄片被指定用作玻璃部件元件的来源,而这些玻璃部件元件又被用作ar应用中的目镜,目的是为用户(例如人们)提供具有高视觉质量的视觉信息。
22、在一个实施例中,用该方法制造非常薄的玻璃薄片,例如2mm以下,优选1.5mm以下,优选1.3mm以下,优选1mm以下。
23、在一个实施例中,用该方法制造具有高的厚度均匀性的玻璃薄片。例如,玻璃薄片的总厚度变化(ttv)会小于2μm。
24、在一个实施例中,用所提出的方法制造的薄片或其部件可以用于或被用于从薄片的玻璃材料中切出玻璃部件元件。尤其玻璃部件元件可以作为ar设备中眼镜目镜的基本部件。
25、在一个实施例中,可能优选的是,提供未加工薄片包括:
26、–熔化玻璃并从熔融玻璃中获得固体玻璃条;
27、–对玻璃条进行退火;
28、–将玻璃条切割成一个或多个玻璃块;
29、–将两个或更多个玻璃块粘合在一起以获得玻璃配合料;
30、–线锯玻璃配合料,以便制造与所提出的玻璃薄片的最终厚度接近,例如与最终厚度的偏差为10μm以下,优选5μm以下的薄基板,和/或以便同时锯切出多个玻璃块;
31、和/或
32、将未加工薄片从玻璃配合料中切出来。
33、因此,可以以相当简单明了且廉价但仍然可靠的方式提供未加工薄片。此外,这还使得所提出的方法也可以以非常有效的方式在现有的制造现场使用。
34、优选地,在线锯加工中,通常在此应用中,用多根线材(如奶酪切刀)将厚玻璃块切割成两个或更多个玻璃板。然后,这些板可以随后被碾磨和/或抛光成最终薄片。
35、在一个实施例中,可能优选的是:
36、(i)薄片的玻璃材料在587.562nm处的折射率介于1.3至2.5之间,优选在1.5至2.3之间,优选在1.5至2.1之间,优选在1.7至2.1之间,优选为1.8;
37、(ii)所制造的玻璃薄片的最大延伸部分、优选其直径为:(a)100mm、150mm、200mm或300mm;和/或(b)介于100mm至500mm之间,优选在100mm至400mm之间,优选在100mm至300mm之间,优选在180mm至220mm之间,优选在190mm至210mm之间,优选为200mm;
38、(iii)所制造的玻璃薄片的厚度、优选地所述薄片的最大厚度介于0.2mm至2mm之间,优选在0.3mm至1mm之间,优选在0.4mm至0.8mm之间,优选在0.5mm至0.7mm之间,优选为0.6mm;
39、(iv)所述玻璃材料、尤其所制造的薄片的表示为努氏硬度数hk0.1/20的努氏硬度介于400至900之间,优选介于450至850之间,优选介于500至800之间;
40、和/或
41、(v)所述玻璃材料、尤其所制造的薄片的杨氏模量介于1gpa至1000gpa之间,优选在10gpa至500gpa之间,优选在50gpa至200gpa之间,优选在50gpa至150gpa之间,优选为93gpa。
42、如果薄片的玻璃材料具有相应的参数,则所提出的方法高可靠性地制造出质量尤其高的薄片。
43、在一个实施例中,优选的是:
44、(i)玻璃条尺寸为640×210×25mm3;
45、(ii)玻璃块尺寸为205×205×22mm3;
46、(iii)线锯进行时的线速度为30m/min,进料量为15至20mm/h,sic密度为1.1至1.3g/mm3,和/或所述线与所述玻璃之间的倾斜角为3至5°;
47、(iv)切割所述未加工薄片,使得所述未加工玻璃薄片的最大延伸部分,优选其直径,介于180mm至220mm之间,特别地在190mm至210mm之间,特别地为201mm,具有介于0.1mpa至0.2mpa之间的压强,和/或具有1m/min的切割速度;
48、(v)进行磨边时的倒角尺寸介于0.05至0.25之间,循环次数为2至5次,进料量介于500mm/min至1000mm/min之间,和/或工具的旋转速度介于20000rmp至40000rpm之间;
49、(vi)碾磨进行时的去除量介于150μm至400μm之间,压力介于800n至2000n之间,转速介于10rpm至25rpm之间,和/或浆料密度介于1.08g/cm3至1.3g/cm3之间;
50、(vii)粗抛光进行时的去除量介于25μm至45μm之间,压力介于800n至2000n之间,转速介于10rpm至25rpm之间,和/或浆料密度介于1.08g/cm3至1.3g/cm3之间;
51、(viii)精细抛光进行时的去除量介于1μm至5μm之间,压力介于400n至1000n之间,转速介于10rpm至25rpm之间,和/或浆料密度介于1.08g/cm3至1.3g/cm3之间;
52、(ix)对所述第一主表面进行单面抛光时的压力介于500n至2000n之间,特别地为1000n,转速介于10rpm至25rpm之间,特别地为12rpm,浆料密度介于1.08g/cm3至1.3g/cm3之间,特别地为1.1g/cm3,垫板的硬度介于55至80之间,特别地为60,以及凹槽间距介于5mm到30mm之间,特别地为20mm;
53、和/或
54、(x)对所述第二主表面进行单面抛光时的压力介于500n至2000n之间,特别地为1000n,转速介于10rpm至25rpm之间,特别地为12rpm,浆料密度介于1.08g/cm3至1.3g/cm3之间,特别地为1.1g/cm3,垫板的硬度介于55至80之间,特别地为60,以及凹槽间距在5mm到30mm之间,特别地为20mm。
55、令人惊讶的是,已经发现各个参数使得薄片的主表面尤其平坦和光滑和/或使玻璃薄片的ttv较小。
56、玻璃薄片的表面条件可以尤其通过使用所述浆料得到改善。
57、根据本发明的第二方面,为实现该目的,提出了优选地通过根据本发明的第一方面的方法可制造或被制造的玻璃薄片,该玻璃薄片具有第一主表面和与第一主表面相对的第二主表面,并且该玻璃薄片材料的折射率为n,
58、其中,对于玻璃薄片的最大延伸部分d的多个子域中的每一个而言,这些子域位于玻璃薄片的有效域内:
59、根据薄片在子域的第一和第二主表面之间的厚度分布可以确定特定角度ε,其中该特定角度ε被确定为厚度分布变化的平面贡献角度;
60、其中玻璃薄片具有2mm以下的最大厚度;
61、其中玻璃薄片具有特定厚度t;
62、其中,针对一个或多个参数,该玻璃薄片被设计成使得对于每个子域而言,薄片的局部质量指标lqi等于或小于阈值t,其中阈值t被限定为:
63、
64、其中,εmax为360弧秒以下;
65、其中,局部质量指标被限定为:
66、
67、令人惊讶的发现是,具有满足多个子域的局部质量指标条件的特性(特别地例如折射率等光学特性和/或例如涉及其第一和第二主表面的几何特性)的玻璃薄片是指由于高度保留了初始平行光束的平行排列而因此非常适合作为导光板来呈现高视觉质量的视觉信息的玻璃薄片。在一个实施例中,几何特性还可以指和/或包括玻璃薄片的厚度分布。这是非常有用的,因为至少在某些区域弯曲的(因此是不平坦的)薄片也会具有均匀的厚度分布。这反过来也会是优选的玻璃薄片。
68、局部质量指标直接描述了玻璃薄片限制在玻璃薄片内传播的光束所经历的全内反射角度变化的能力。
69、最初在薄片的玻璃材料内相互平行传播的一簇光束中的单个光束的全内反射角度的变化受到限制的玻璃薄片使得:一旦这些光束穿过释放区域离开玻璃薄片,它们也是准平行的–即使它们可能至少部分地经历了不同数量的全内反射(由于概率统计,它们可能会在释放区域的不同位置离开玻璃材料)。因此,视觉信息的像素例如在某个传感装置的位置,例如人的视网膜处仍然质量较高(例如不模糊),因此是清晰的。
70、由于已经参考本发明的第一方面在上面详细讨论了这些方面,因此可以参考上述描述的相应部分,以避免此处不必要的重复。
71、所提出的薄片具有非常均匀的厚度分布特性。在该应用中,除非另有说明,否则厚度可优选限定为薄片的两个主表面之间的最短距离。就这一点而言,该厚度可以例如根据semi mf1530-0707和/或针对透明介质(例如本发明的薄片)通过光学干涉仪、尤其通过诸如zygo verifire或tropel flatmaster之类的干涉仪来测量。因此,通过考虑薄片的折射率和色散,可以很容易地将这种干涉测量确定的光学厚度计算成物理厚度。
72、这种干涉测量能够呈现出薄片厚度分布的数字三维图。即薄片上的位置与相应位置的薄片厚度与相邻位置的薄片厚度之间的相对厚度差相关联。
73、已被证明正交泽尼克多项式的集合是非常适合表达这种厚度分布的基本系统,尤其对于圆盘状物体,例如提出的玻璃薄片而言。
74、通过james c.wyant的通常用于干涉测量、尤其zygo公司的干涉仪中的泽尼克多项式索引方案,发现令人惊讶的是,薄片、尤其根据本发明第一方面的方法制造的薄片,在ar应用中显示出尤其好的光学质量,可以通过仅使用正交泽尼克多项式基本系统的最小二乘近似的前四个阶次(即通过使用阶次j=0、j=1、j=2和j=3)来以足够的精度近似获得如此高的光学质量表达厚度分布图。
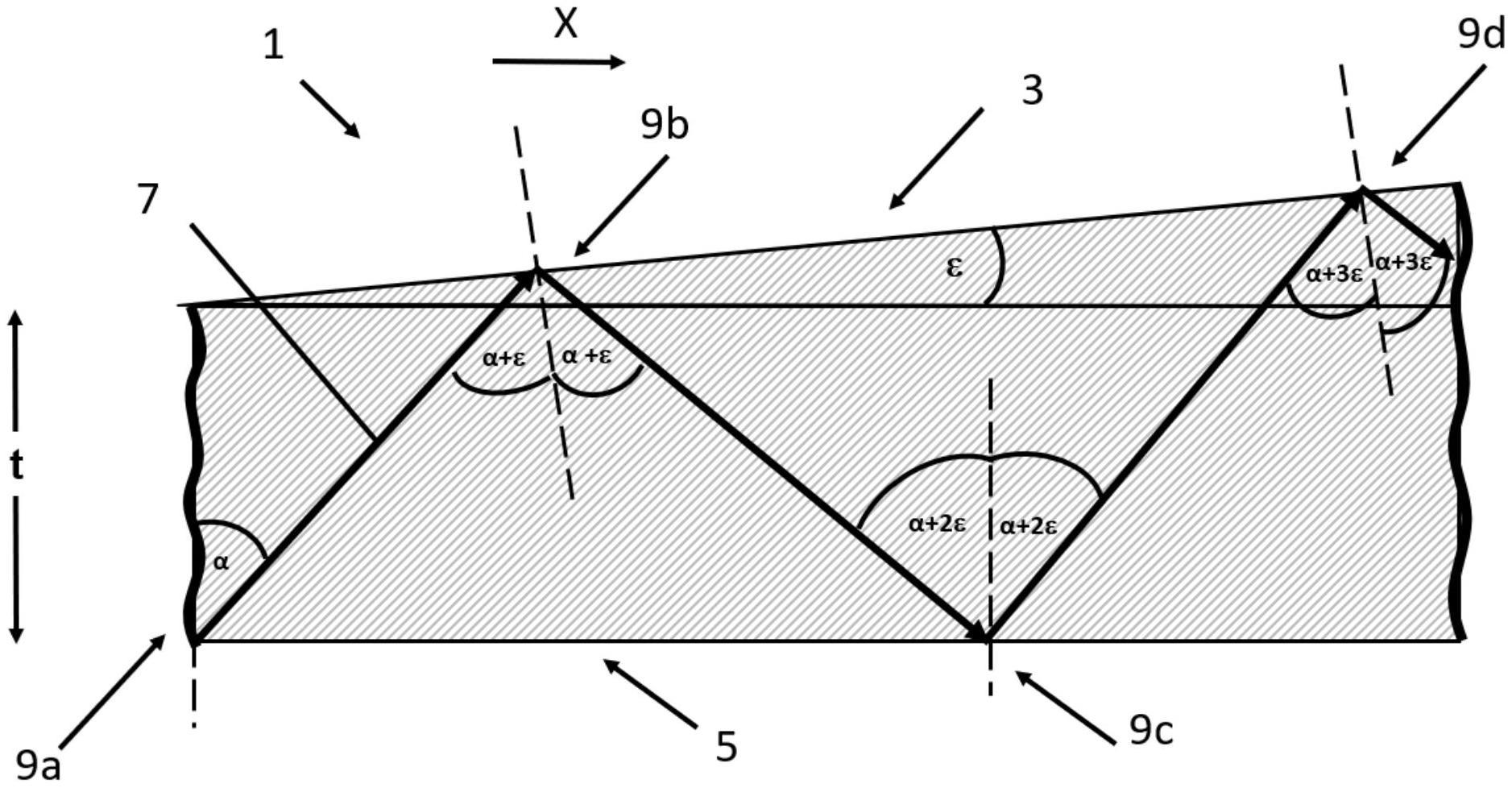
75、虽然阶次j=0与厚度的全局偏移(即所谓的“活塞式”)在物理上相关联,但它在薄片上的任何位置都具有恒定的值,因此就本发明而言对厚度分布图没有影响,因为它不会导致薄片上位置之间的任何厚度差异。反过来,j=1和j=2形成对厚度分布的平面贡献,称为“楔形”。j=3对应于对厚度分布的旋转抛物线贡献,称为“圆顶状或碗状”,具体取决于物体的中心位置是否分别比外围位置更厚或更薄。
76、发明人发现,对用于ar应用的薄片质量特别重要的是“楔形”对厚度分布的贡献的斜率,即空间梯度。换句话说,可以通过将泽尼克多项式近似到薄片厚度分布来确定角度,该分布描述了在所考虑的薄片域内从薄片的最小厚度位置到薄片最大厚度位置的线性厚度增加角度(称为斜率)。因此,在所有位置都具有恒定的厚度并且没有楔形的理想薄片具有相应的0角度。具有玻璃薄片子域的厚度分布,针对该分布得到的角度正好是特定角度ε。
77、特定角度因此确实代表了子域的物理特性。因此,控制特定角度有助于制造呈现高视觉质量的视觉信息的玻璃薄片。或者换句话说,符合局部质量指标的玻璃薄片具有受限的全内反射角度变化。
78、因此,所提出的玻璃薄片非常适合向人们呈现计算机生成的具有尤其高的视觉质量的视觉信息,因为平行光束在玻璃薄片内传播时经历的全内反射发生在全反射角下,这些全反射角均相同或仅沿传播路径在某些限制范围内发生变化,因此光束一旦离开玻璃薄片,光束的释放角度也相同或几乎相同。
79、局部质量指标描述了玻璃薄片的物理特性。因此,局部质量指标lqi是为ar应用提供玻璃薄片的实用设计条件。特别地,局部质量指标潜在地也是衡量目镜从其有效区域切出的玻璃薄片以一定视觉质量显示视觉信息的能力的指标。
80、局部质量指标直接或间接基于参数,这些参数至少部分决定了光束在薄片玻璃材料内传播时经历的全内反射角度,并且还描述了全内反射角度变化的一个或多个原因。在满足局部质量指标的情况下,玻璃薄片被设计成使得该物理特性导致全内反射角度发生所提及的有益的有限变化。
81、尤其需要注意的是,具体角度与两个主表面之间的“楔形”有关。具体角度可以根据泽尼克多项式回归获得,如上所述。这对于控制玻璃薄片的性能非常方便。因为它是基于厚度分布的。反过来,该参数可以在制造过程中以精确的方式进行控制。
82、因此,满足多个子域的局部质量指标要求的玻璃薄片以如下方式设计:反射角度不会改变或仅在一定限制范围内改变。或者换句话说,进入玻璃薄片时最初彼此平行的一簇光束在某个释放区域耦合出玻璃薄片时仍然是准平行的,如上文更详细地描述的那样(另见本发明的第一方面)。
83、对于满足局部质量指标的玻璃薄片而言,从薄片的有效域中切出的玻璃部件元件(尤其如果切出的元件对应于子域)可以优选用作ar应用和ar设备(如ar眼镜)的目镜的基本部件。因此,相应的玻璃部件元件可用于ar眼镜,以提供具有高且改进的视觉质量的视觉信息。
84、尤其值得注意的是,所提出的玻璃薄片可以具有超扁平设计,因为它具有2mm以下的最大厚度。当然,玻璃薄片的厚度可能会在优选的实施例中有所不同,但是每个位置的厚度均为2mm以下。因此,对于所提出的玻璃薄片,可能存在2μm以下的小ttv。
85、根据本发明第一方面提出的方法首次允许用于制造这种超扁平玻璃薄片,其被设计成诸如满足多个子域的局部质量指标标准。替代地或附加地,玻璃薄片的ttv2μm以下。
86、需要注意的是,当针对每个子域计算薄片的局部质量指标时,使用相应子域的特定角度。换句话说,对于每个子域而言,对应的本地质量指标基于为该子域确定的特定角度。具体角度又根据相应子域的厚度分布的泽尼克多项式回归来确定。但是,针对所有局部质量指标,特定厚度和折射率都相同。
87、因此,所提出的薄片尤其适合增强现实应用。例如,它可用于切割出代表目镜基本部件的玻璃部件元件。这意味着,目镜(例如用于增强现实设备的眼镜中的目镜)可以包括这样的玻璃部件元件。为此,基本部件还可以进一步加工,例如涂层、压印、结构化等。
88、例如,光束会在玻璃薄片内传播的同时经历全内反射。为此目的,光束可以经由第一耦合结构在馈入区域耦合到玻璃薄片中和/或可以在释放区域经由第二耦合结构从玻璃薄片中耦合出来。
89、lqi的值越小,玻璃薄片就越适合ar应用。lqi为零是理想(理论)的最佳状态。
90、有效域可以限定为薄片的有适当的质量的域,以满足局部质量指标的要求。因此,该有效域是玻璃薄片的物理部分。
91、在一个实施例中,多个子域可以选择为2个以上、3个以上、5个以上、10个以上、20个以上、或50个以上、100个以上、500个以上或1000个以上的子域。可选地,所述多个子域可以选择为10000个以下、5000个以下、1000个以下、500个以下、100个以下、50个以下或30个以下。更多的子域是提高整体质量结果的基础。
92、在一个实施例中,该些子域可以至少部分地重叠。
93、在一个实施例中,玻璃材料的折射率是波长在587nm和588nm之间的、特别地为587.562nm的光的折射率。
94、本领域技术人员理解,子域优选地是玻璃薄片的被限定的或可限定的组成部分。因此,可以选择子域的大小,例如取决于玻璃薄片的最终用途。例如,如果玻璃薄片作为切出玻璃部件元件的来源(反过来可以用作ar设备中眼镜目镜的基本零部件),则合适的是限定出类似于玻璃部件元件之一的子域的尺寸,尤其是最大延伸部分。
95、优选地,本领域技术人员清楚的是,厚度分布不提供玻璃薄片的厚度的绝对值,但是该分布涉及薄片上一个位置的厚度如何与薄片上另一个位置的厚度的相比。那么,在两个位置处的两个厚度的差值反过来是绝对值(而非相对值)。但是,薄片厚度的绝对值对于薄片上的所有位置都是未知的。
96、在一个实施例中,可能优选的是:
97、玻璃薄片材料的折射率n为(a):介于1.4和3之间,优选在1.5和2.5之间,优选在1.7和2.3之间,优选在1.8和2.2之间,优选在1.9和2.1之间;(b)1.4以上,优选1.5以上,优选1.6以上,优选小于1.7以上,优选1.8以上,优选1.9以上,优选2以上,优选2.1以上;和/或(c)3以下,优选2.7以下,优选2.5以下,优选2.4以下,优选2.3以下,优选2.2以下,优选2.1以下,优选2以下,优选1.9以下,优选1.8以下,优选1.7以下,优选1.6以下,优选1.5以下;
98、和/或
99、在587nm和588nm之间的波长处、尤其在587.562nm的波长处,玻璃薄片的材料的折射率为n。
100、具有相应折射率的玻璃材料是首选的。这是因为这种玻璃材料特别适合ar应用和/或ar设备,因为在可以接受的角度内可能发生全内反射。
101、在一个实施例中,尤其对于ar应用而言,折射率可以是1.59、2.06、2.1或2.2。
102、所述范围内的波长是尤其优选的,因为它能够验证对人眼尤其敏感的波长的局部质量指标。
103、在一个实施例中,可能优选的是:
104、(i)玻璃薄片(a)的厚度针对两个位置中的每一个位置而变化,尤其在有效域内两个位置中的每一个位置而变化,该变化为至多5000nm,优选至多3000nm,优选至多1000nm,优选至多500nm,优选至多300nm,优选至多200nm,优选至多150nm,优选至多100nm;
105、和/或
106、(ii)薄片的最大厚度为:(a)1.9mm以下,优选1.8mm以下,优选1.7mm以下,优选1.6mm以下,优选1.5mm以下,优选1.4mm以下,优选1.3mm以下,优选1.2mm以下,优选1.1mm以下,优选0.9mm以下,优选0.7mm以下,优选0.5mm以下,优选0.3mm以下,优选0.2mm以下,优选0.1mm以下;(b)0.01mm以上,优选0.05mm以上,优选0.1mm以上,优选0.3mm以上,优选0.5mm以上,优选0.7mm以上,优选1mm以上,优选1.1mm以上,优选1.2mm以上,优选1.3mm以上,优选1.4mm以上,优选1.5mm以上;和/或(c)介于0.01mm至1.8mm之间,优选在0.3mm至1.5mm之间,优选在0.5mm至1.2mm之间,优选在0.8mm至1.1mm之间。
107、如果玻璃薄片在有效域内的厚度仅在一定边界内变化,则该薄片尤其适合于提高导光能力,尤其减小一簇初始平行光束中不同光束的全内反射角度之间的差异。
108、例如,一般来说,玻璃薄片的厚度分布可以根据玻璃薄片的三维表示来获得。
109、玻璃薄片的三维表示,其特别适合于本技术,能够优选地例如通过确定玻璃薄片的厚度变化来获得。例如,ttv可以基于semi mf 1530gbir确定。ttv也可以基于对制品厚度剖面的干涉测量来确定,例如使用干涉仪,尤其zygo公司的干涉仪。
110、在一个实施例中,优选的是每个子域:
111、(i)是玻璃薄片中被限定或可限定的域;
112、(ii)包括介于第一主表面和第二主表面之间的并包括第一主表面和第二主表面的玻璃薄片主体的至少一个部分,尤其连续的部分、尤其圆形或矩形部分;
113、(iii)包括玻璃薄片的总玻璃材料的、尤其所述有效域的(a)至少0.1%,优选至少1%,优选至少3%,优选至少5%,优选至少6%,优选至少7%,优选至少8%,优选至少9%,优选至少10%;和/或(b)至多80%,优选至多70%,优选至多60%,优选至多50%,优选至多40%,优选至多30%,优选至多20%,优选至多10%,优选至多5%,优选至多3%,优选至多2%;
114、(iv)为圆盘状,尤其其直径为(a)介于所述玻璃薄片直径的1%至80%之间,优选5%至60%之间,优选10%至50%之间,优选15%至40%之间,优选20%至35%之间,优选25%至30%之间;(b)介于所述玻璃薄片直径的1%至5%之间或70%至80%之间;(c)为10mm、20mm、30mm、60mm或75mm;和/或(d)介于5mm至75mm之间,优选介于10mm至65mm之间,优选介于10mm至60mm之间,优选介于10mm至30mm之间,特别为20mm,介于20mm至40mm之间,特别为30mm,介于30mm至50mm之间,特别为40mm,介于50mm至70mm之间,特别为60mm;
115、(v)具有相同的最大延伸部分d,尤其具有相同的直径;
116、和/或
117、(vi)包括在至少一个横截平面、尤其被布置在所述第一主表面和所述第二主表面之间的横截平面中的圆形、椭圆形或矩形圆周形状。
118、各个形状的子域受到尤其关注,因为它可以以一种特别可靠且廉价的方式进行处理。
119、本领域技术人员理解,该些子域优选地是玻璃薄片中被限定或可限定的域。
120、在一个实施例中,可能优选的是:
121、(i)每个子域都是圆盘状的或矩形的和/或具有相同的最大延伸部分,尤其相同的直径;
122、(ii)子域至少部分地重叠;
123、和/或
124、子域涵盖:(a)玻璃薄片、尤其有效域的大于50%,优选大于60%,优选大于70%,优选大于80%,优选大于90%,优选大于93%,优选大于95%,优选大于95%;和/或(b)玻璃薄片、尤其有效域的小于99.9%,优选小于99%,优选小于95%,优选小于90%,优选小于80%,优选小于70%,优选小于60%。
125、所提出的子域形状尤其受到关注,因为薄片输出或有效域输出的几何形状均可以通过限定多个分别排列的子域来可靠地重现。
126、因为需要针对相同的域评估局部质量指标,所以具有相同最大延伸部分的子域是首选的。
127、在一个实施例中,优选的是:对于圆盘状子域而言,每个子域的最大延伸部分d是其直径和/或每个子域的最大延伸部分d为(i)1mm以上,优选3mm以上,优选5mm以上,优选10mm以上,优选20mm以上,优选30mm以上,优选40mm以上,优选50mm以上,优选60mm以上,优选70mm以上,优选75mm以上;(ii)100mm以下,优选90mm以下,优选80mm以下,优选70mm以下,优选60mm以下,优选50mm以下,优选40mm以下,优选30mm以下,优选20mm以下,优选10mm以下,优选5mm以下,优选3mm以下;和/或(iii)介于1mm和100mm之间,优选介于3mm和90mm之间,优选介于5mm和80mm之间,优选介于10mm和70mm之间,优选介于30mm和70mm之间,优选介于20mm和60mm之间,优选介于40mm和60mm之间,最优选为60mm、50mm、40mm、30mm或20mm。
128、在一个实施例中,每个子域具有至少一个最大延伸部分d,尤其该最大延伸部分对于圆盘状子域而言是其直径,其介于10mm和40mm之间。
129、从玻璃薄片上切出的尤其用于ar设备的玻璃部件元件会具有所提出的延伸部分。因此,满足相应限定的子域的局部质量指标的玻璃薄片设计为ar设备提供了高质量的玻璃薄片。
130、在一个实施例中,优选的是,有效域
131、(i)是玻璃薄片中被限定或可限定的域;
132、(ii)包括介于第一主表面和第二主表面之间的并包括第一主表面和第二主表面的玻璃薄片主体的至少一个部分,尤其中心部分;
133、(iii)包括玻璃薄片的总玻璃材料的(a)至少10%,优选至少20%,优选至少30%,优选至少50%,优选至少60%,优选至少70%,优选至少80%,优选至少90%,优选至少95%;和/或(b)至多99.99%,优选至多99%,优选至多95%,优选至多90%,优选至多85%,优选至多80%,优选至多70%,优选至多50%;
134、(iv)为圆盘状,尤其其直径为(a)玻璃薄片直径的50%以上,优选60%以上,优选70%以上,优选80%以上,优选90%以上,优选95%以上,优选99%以上;(b)玻璃薄片直径的100%以下,优选99%以下,优选96%以下,优选91%以下,优选81%以下,优选71%以下,优选61%以下,优选51%以下;和/或(c)尤其对于直径为300mm的薄片而言为290mm,或者尤其对于直径为100mm的薄片而言为90mm;
135、和/或
136、(v)包括在至少一个横截平面、尤其被布置在所述第一主表面和所述第二主表面之间的横截平面中的圆形、椭圆形或矩形圆周的形状。
137、各个形状的有效域尤其受到关注,因为它可以以尤其可靠且便宜的方式进行处理。此外,对于具有所提出的形状的许多应用而言,可以从有效域中切出最大数量的玻璃部件元件。这是非常有效的。
138、在一个实施例中,有效域可以包括玻璃薄片的至少一个中心部分。在这种情况下,在评估局部质量指标时可以忽略薄片的边界。这是一个非常实际的情况,因为由于与加工相关的情况,薄片的边界可能具有表面结构和厚度分布,因此从薄片的这些部件上切下的玻璃部件元件可能不适合高质量的应用。
139、本领域技术人员理解,该有效域优选地是玻璃薄片中被限定或可限定的域。例如,根据玻璃薄片的圆周区域中的结构,该有效域可以被限定为不包含该圆周区域(或至少其部分)。
140、例如,在一个实施例中,该有效域可以被选择成使得该有效域的直径为玻璃薄片直径的50%、60%、70%、80%、90%、95%或99%。
141、在一个实施例中,优选的是,特定厚度是玻璃薄片、尤其有效域的最小厚度、最大厚度和/或平均厚度。
142、最小厚度和最大厚度可以可靠地确定。例如,所述(绝对)值可以通过接触式精密探头(例如来自heidenhain公司)或通过光学距离测量设备(例如来自precitec公司)来确定。同样,也可以以可靠的方式确定平均厚度,尤其通过适当的软件进程来确定。
143、在一个实施例中,优选的是,平面贡献由所述厚度分布表达式的阶次1和阶次2的贡献通过泽尼克多项式的最小二乘近似来确定,所述阶次1特别地为一个方向上的楔形贡献,而阶次2特别地位另一个垂直方向上的楔形贡献,其中阶次由james c.wyant的索引方案表示,其中优选地平面对厚度分布变化的贡献也被视为楔形,因此特定角度ε是楔形的斜角。
144、特别需要注意的是,平面对厚度分布变化的贡献也可以视为楔形,因此特定角度ε是该楔形的斜角。
145、在一个实施例中,优选的是,一个或多个参数是从包括以下参数的组中选出的:
146、–全局楔形;
147、–全局圆顶状物和/或碗状物;
148、–第一主表面的拓扑结构;
149、–第二主表面的拓扑结构;
150、–薄片的至少有效域的最大厚度,尤其将厚度最大值控制在2mm;
151、–薄片的至少有效域的最小厚度,尤其将厚度最小值控制在0.01mm;
152、–薄片的至少所述有效域的厚度变化,尤其将厚度变化控制在小于2μm;
153、–第一主表面的粗糙度,尤其至少一个平均粗糙度ra,尤其将粗糙度的最大值控制在5nm以下;
154、和/或
155、–第二主表面的粗糙度,尤其至少一个平均粗糙度ra,尤其将粗糙度的最大值控制在5nm以下。
156、事实证明,如果薄片(尤其是主表面)的设计考虑到了上述参数,则可以以可靠且尤其便宜的方式获得各个子域的局部质量指标。尤其如果参数满足有关最小值和/或最大值的某些条件,则可以获得lqi低的并且因此非常适合的特定优选玻璃薄片。
157、特别地使用根据本发明第一方面的方法,可以以尤其精确和稳健的方式求出相应的参数。
158、例如,绝对厚度信息可以根据玻璃薄片的相应光学厚度测量等来确定,其示例已在上面描述过。
159、在一个实施例中,优选的是,角度εmax300弧秒以下,优选240弧秒以下,优选180弧秒以下,优选120弧秒以下,优选90弧秒以下,优选60弧秒以下,优选45弧秒以下,优选30弧秒以下,优选20弧秒以下,优选15弧秒以下,优选10弧秒以下。
160、如果阈值进一步降低(因为角度epsilon_max减小),则薄片满足了计算机生成的视觉信息的视觉质量的进一步提高的要求。这是因为较低的阈值需要较低的局部质量指标值。这反过来又可以通过对薄片、尤其其主表面的适当设计来进一步改善全内反射的角度来实现。
161、在一个实施例中,优选的是,薄片的局部质量指标lqi等于或大于0.001弧秒/mm,优选等于或大于0.005弧秒/mm,优选等于或大于0.01弧秒/mm,优选等于或大于0.05弧秒/mm,优选地等于或大于0.1弧秒/mm,优选地等于或大于0.2弧秒/mm,优选地等于或大于0.3弧秒/mm,优选地等于或大于0.4弧秒/mm,优选地等于或大于0.5弧秒/mm,优选等于或大于0.7弧秒/mm,优选等于或大于0.9弧秒/mm,优选等于或大于1弧秒/mm。
162、但是,在某些应用中,一个或多个子域的局部质量指标大于零是可以接受的。允许更大的lqi降低了玻璃薄片的制造成本。换句话说,尽管薄片等中可能仍存在缺陷,尤其关于其第一和/或第二主表面,这些缺陷会导致初始平行光束之间的全内反射角度之间存在差异,但薄片仍然具有向人们呈现计算机生成的高视觉质量的视觉信息的能力。
163、在一个实施例中,优选的是,玻璃薄片的至少有效域被设计为光学光导。
164、所述设计对于ar设备的眼镜尤为重要。
165、在一个实施例中,优选的是,玻璃薄片、尤其其第一和第二主表面被设计成使得:在入射角下在各个子域的馈入点耦合到任何子域中的平行或准平行光束通过在第一和第二主表面上经历多个全内反射,沿传播路径在子域内传播,直到光束在释放角度下在端点处从子域中释放出来;
166、其中,两个或更多个这种光束的释放角度之差为(a)等于或小于120弧秒,优选等于或小于90弧秒,优选等于或小于60弧秒,优选等于或小于45弧秒,优选等于或小于30弧秒,优选等于或小于20弧秒;和/或(b)等于或大于0.001弧秒,优选等于或大于0.01弧秒,优选等于或大于0.05弧秒,优选等于或大于0.1弧秒,优选等于或大于0.5弧秒。
167、在一个实施例中,优选的是:
168、(i)光束的波长在587nm至588nm之间,特别为587.562nm;
169、(ii)光束借助至少一个第一耦合结构在馈入点耦合到子域中,该第一耦合结构特别地包括至少一个棱镜和/或至少一个表面光栅;
170、和/或
171、(iii)光束借助至少一个第二耦合结构在端点耦合出所述各个子域,该第二耦合结构特别地包括至少一个棱镜和/或至少一个表面光栅。
172、在一个实施例中,优选的是,玻璃薄片的玻璃材料包括以下重量百分比(wt%)的组分:
173、
174、对于所提出的玻璃薄片,相应的玻璃材料是尤其优选的。
175、根据本发明的第三方面,为实现该目的,提出一种玻璃部件元件,该玻璃部件元件优选作为或能够作为根据本发明第二方面的玻璃薄片的一部分,特别对应于或可以对应于其子域之一,该玻璃部件元件具有第一主表面和与第一主表面相对的第二主表面,并且高玻璃部件元件材料的折射率为n,
176、其中,对于玻璃部件元件的最大延伸部分d而言:
177、·根据玻璃部件元件的第一和第二主表面之间的玻璃部件元件的厚度分布,可以确定特定角度ε,其中特定角度ε被确定为厚度分布变化的平面贡献角度;
178、·其中,优选地,平面贡献由厚度分布表达式的阶次1和阶次2的贡献通过泽尼克多项式的最小二乘近似来确定,该阶次1特别地为一个方向上的楔形贡献,而阶次2特别地为另一个垂直方向上的楔形贡献,其中所述阶次由james c.wyant的索引方案表示,其中优选地,该平面对厚度分布变化的贡献也被视为楔形,因此特定角度ε是楔形的斜角;
179、其中,所述玻璃部件元件具有2mm以下的最大厚度;
180、其中,所述玻璃部件元件具有特定厚度t;
181、其中,针对一个或多个参数,玻璃部件元件被设计成使得玻璃部件元件的局部质量指标lqi等于或小于阈值t,阈值t被限定为:
182、
183、其中,εmax为360弧秒以下;
184、其中,局部质量指标被限定为:
185、
186、令人惊讶的发现是,具有满足局部质量指标条件的特性(特别地例如折射率等光学特性和/或例如涉及其第一和第二主表面的几何特性)的玻璃部件元件是指由于高度保留了初始平行光束的平行排列而因此非常适合作为导光板来呈现高视觉质量的视觉信息的玻璃部件元件。
187、局部质量指标直接描述了玻璃部件元件限制在玻璃薄片内传播的光束所经历的全内反射角度变化的能力。
188、因此,视觉信息的像素例如在某个传感装置的位置,例如人的视网膜处仍然质量较高(例如不模糊),因此是清晰的。
189、由于已经参考本发明的第一方面和第二方面在上面详细讨论了这些方面,因此可以参考上述描述的相应部分,以避免此处不必要的重复。
190、玻璃部件元件可以用于增强现实设备,例如增强现实眼镜中。
191、玻璃部件元件可用于医疗应用、航空、汽车和/或物流,仅举几例。
192、上面讨论的关于子域(尤其在适用的情况下也关于玻璃薄片)的所有选项和优选实施例也在必要修改后适用于玻璃部件元件。因此,没有必要在这里再次重复所有选项。
193、特别地以下选项也在必要修改后适用于玻璃部件元件:折射率n、子域最大延伸部分d、子域特定角度、子域厚度、子域特定厚度、子域形状、玻璃薄片的一个或多个参数、子域的最大厚度、玻璃薄片的最大厚度、子域的lqi、阈值t和/或角度εmax。
194、在一个实施例中,优选的是,特定厚度是玻璃部件元件的最小厚度、最大厚度和/或平均厚度。
195、最小厚度和最大厚度可以可靠地确定。可以参考上面描述的如何测量绝对厚度值的示例。
196、在一个实施例中,可以优选的是,对于盘状玻璃部件元件而言,玻璃部件元件的最大延伸部分d是其直径,和/或最大延伸部分d是(i)1mm以上,优选3mm以上,优选5mm以上,优选10mm以上,优选20mm以上,优选30mm以上,优选40mm以上,优选50mm以上,优选60mm以上,优选70mm以上,优选75mm以上;(ii)100mm以下,优选90mm以下,优选80mm以下,优选70mm以下,优选60mm以下,优选50mm以下,优选40mm以下,优选30mm以下,优选20mm以下,优选10mm以下,优选5mm以下,优选3mm以下;和/或(iii)介于1mm和100mm之间,优选介于3mm和90mm之间,优选介于5mm和80mm之间,优选介于10mm和70mm之间,优选介于30mm和70mm之间,优选介于20mm和60mm之间,优选介于40mm和60mm之间,最优选为60mm、50mm、40mm、30mm或20mm。
197、具有所述最大的延伸的玻璃部件元件对于增强现实应用是特别优选的。尤其对于增强现实眼镜而言。
198、在一个实施例中,可以优选的是玻璃部件元件具有在至少一个横截平面、尤其布置在第一主表面和第二主表面之间的横截平面中的圆形、椭圆形或矩形圆周形状,尤其具有圆角边缘。
199、具有上述形状的玻璃部件元件对于增强现实应用而言是特别优选的。尤其对于增强现实眼镜而言。
200、根据本发的第四方面,为了实现该目的,提出包括根据本发明的第三方面的两个或更多个玻璃部件元件的堆叠体。
201、所提出的堆叠体允许提供计算机生成的高视觉质量的视觉信息,也适用于多色场景。例如,第一玻璃部件元件可用于提供包含绿色的视觉信息的部件,而第二玻璃部件元件可用于提供包含红色的视觉信息的部件。
202、堆叠体可用于增强现实设备,例如增强现实眼镜中。
203、堆叠体可用于医疗应用、航空、汽车和/或物流,仅举几例。
204、在一个实施例中,优选的是:
205、(a)在所述堆叠体内,所有玻璃部件元件均设置、尤其布置和/或定向成使得各个玻璃部件元件的楔形以相同或准相同的方式定向;
206、(b)玻璃部件元件垂直堆叠;
207、(c)设置至少两个玻璃部件元件,优选包含在堆叠体内的所有玻璃部件元件,对于该玻璃部件元件,角度εmax为300弧秒以下,优选240弧秒以下,优选180弧秒以下,优选120弧秒以下,优选90弧秒以下,优选60弧秒以下,优选45弧秒以下,优选30弧秒以下,优选20弧秒以下,优选15弧秒以下,优选10弧秒以下,优选5弧秒以下;
208、和/或
209、(d)在堆叠体内,至少两个玻璃部件元件被设置、尤其被布置和/或定向成使得玻璃部件元件的楔形相对定向,特别地,对于至少该玻璃部件元件,优选对于包括在堆叠体内的所有玻璃部件元件,角度εmax为300弧秒以下,优选240弧秒以下,优选180弧秒以下,优选120弧秒以下,优选90弧秒以下,优选60弧秒以下,优选45弧秒以下,优选30弧秒以下,优选20弧秒以下,优选15弧秒以下,优选10弧秒以下,优选5弧秒以下。
210、令人惊讶的是,如果将成对玻璃部件元件(尤其是每对玻璃部件元件)的释放角度之间的差异所限在所述边界内,则可以进一步提高视觉信息的视觉质量。
211、在一个实施例中,优选的是,在堆叠体的第一玻璃部件元件内沿第一特定传播路径传播的光束和在堆叠体的第二玻璃部件元件内沿第二特定传播路径传播的光束在耦合到相应的玻璃部件元件时具有相同的入射角。换句话说,两个光束与各自的玻璃部件元件之间的夹角是相同的。优选地,对于这种光束而言,离开堆叠体的任何两束光束的释放角度之差小于360/d弧秒的临界值(其中d是玻璃部件元件的最大延伸部分)。
212、根据本发明的第五方面,为了实现该目的,提出一种增强现实设备,尤其这种设备的眼镜,该设备包括:
213、(i)根据本发明的第二方面的至少一个玻璃薄片,或其至少一部分;
214、(ii)根据本发明的第三方面的至少一个玻璃部件元件;
215、和/或
216、(iii)根据本发明的第四方面的至少一个堆叠体。
217、这种增强现实设备具有上述本发明的第一、第二、第三和第四方面的所有优点。因此,为了避免重复,可以参考说明书的相应部分。
218、增强现实设备可以是或包括增强现实眼镜。
219、增强现实设备可用于医疗应用、航空、汽车和/或物流,仅举几例。
220、根据第六方面,为实现该目的,提出下述组件用于增强现实设备的用途,尤其用于增强现实眼镜的用途:
221、(i)根据本发明第二方面的玻璃薄片或其至少一部分;
222、(ii)根据本发明第三方面的玻璃部件元件;
223、和/或
224、(iii)根据本发明第四方面的堆叠体。
225、上述用途具有上文所述的本发明的第一、第二、第三和第四方面的所有优点。因此,为避免重复,可以分别参考说明书的相应部分。
226、优选地,用途包括用于医疗应用、航空、汽车和/或物流等领域。
227、其他优选方面
228、下文将介绍根据本发明第二方面的玻璃薄片和根据本发明第三方面的玻璃部件元件的其他可选特征。
229、为了便于阅读,在描述这些特征时将以“(本发明的)制品”为参照。显然,此处所述“制品”属于占位文本,每个特征都可以是玻璃薄片和/或玻璃部件元件的可选特征。
230、鉴于此,“本发明的制品包括x”是指“玻璃薄片包括x”、“玻璃部件元件包括x”或“玻璃薄片包括x且玻璃部件元件包括x”。
231、优选地,本发明的制品具有厚度t,特别地,该厚度是制品的平均厚度。优选地,制品的厚度t介于0.10mm至2.0mm之间,更优选地在0.15mm至1.5mm之间,更优选地在0.20mm至1.2mm之间,更优选地在0.25mm至1.0mm之间,更优选地在0.30mm至0.70mm之间,如在0.40mm至0.60mm之间。优选地,所述制品的厚度t小于1mm,优选地小于0.5mm,优选地小于0.2mm。可选地,所述厚度t大于0.1mm。
232、优选地,本发明的制品为玻璃薄片,尤其平面玻璃薄片,如平面波导。优选地,制品有两个主表面。优选地,各主表面具有大致相同的表面积。优选地,对于每个主表面,其表面积介于1000mm2至1000000mm2之间,更优选地介于3000mm2至750000mm2之间,更优选地介于5000mm2至500000mm2之间,例如在10000mm2至400000mm2之间、20000mm2至300000mm2之间、30000mm2至200000mm2之间、40000mm2至150000mm2之间、50000mm2至125000mm2之间、或60000mm2至100000mm2之间。
233、优选地,本发明的制品的玻璃具有努氏硬度hk,其介于2gpa至10gpa之间,更优选地介于2.5gpa至9.5gpa之间,更优选地介于3gpa至9gpa之间,更优选地介于3.5gpa至8.5gpa之间,更优选地介于4gpa至8gpa之间。努氏硬度hk是金刚石压头压入时表面发生永久性改变的度量单位。优选地,可以根据iso 9385测定努氏硬度hk。优选地,在压入力为0.9807n(即0.1kp)和压入时间为20秒时来确定努氏硬度hk。优选地,在室温下,利用抛光的玻璃表面来确定努氏硬度hk。
234、优选地,本发明的玻璃的杨氏模量介于60gpa至160gpa之间,例如介于70gpa至150gpa之间或介于80gpa至140gpa之间。
235、优选地,在450nm波长下,制品的玻璃的折射率n介于1.45至2.45之间,更优选地介于1.50至2.40之间,更优选地介于1.55至2.35之间,更优选地介于1.60至2.30之间,更优选地介于1.65至2.25之间,更优选地介于1.70至2.20之间,例如介于1.75至2.15之间、1.80至2.10之间、1.85至2.05之间、1.86到2.04之间、1.87至2.03之间、1.88至2.02之间、1.89至2.01之间、或1.90至2.00之间。尤其优选地,在450nm波长下,玻璃的折射率n介于1.70至2.00之间。
236、优选地,本发明的制品为玻璃薄片。制品可以是矩形的玻璃薄片,例如,其长度介于40mm至1250mm之间,宽度介于30mm至750mm之间。然而,优选地,制品不是矩形的,而是圆形的,尤其是圆形的玻璃薄片。圆形的玻璃薄片也可以被描述为圆盘状玻璃薄片。尤其优选地,制品是圆盘状玻璃薄片,优选地,是玻璃制品,其直径介于100mm至500mm之间,更优选地介于120mm至450mm之间,更优选地介于140mm至400mm之间,更优选地介于160mm至350mm之间,更优选地介于180mm至325mm之间,更优选地介于200mm至300mm之间。尤其优选地,该直径为约200mm或约300mm。优选地,制品的直径为至少100mm,至少120mm,至少140mm,至少160mm,至少180mm或至少200mm。优选地,制品的直径为至多500mm,更优选地为至多450mm,更优选地为至多400mm,更优选地为至多350mm,更优选地为至多325mm,更优选地为至多300mm。
237、优选地,本发明的制品为玻璃薄片,尤其平面玻璃薄片,如平面波导。
238、优选地,本发明的制品为玻璃薄片的一部分,尤其平面玻璃薄片(如平面波导)的一部分。
239、优选地,本发明的制品的翘曲度低,特别地,其翘曲度小于100μm,更优选地小于50μm,更优选地小于20μm。该翘曲度可以大于1μm,大于5μm或大于10μm。优选地,本发明的制品的弓度较低,特别地,其弓度小于100μm,更优选地小于50μm,更优选地小于20μm。该弓度可以大于1μm,大于5μm或大于10μm。制品的翘曲度和/或弓度会受到该制品的直径、厚度以及涂层的影响。优选地,本发明的制品的翘曲度和/或弓度小于该制品直径的0.1%,更优选地小于该制品直径的0.075%,更优选地小于该制品直径的0.05%,更优选地小于该制品直径的0.025%,更优选地小于该制品直径的0.01%。该翘曲度和/或弓度可以大于该制品直径的0.001%,大于该制品直径的0.002%,或大于该制品直径的0.005%。优选地,可以根据semi3d1203152015来确定翘曲和弓度。
240、优选地,制品的总厚度变化(ttv)小于2μm,更优选地小于1.8μm,更优选地小于1.6μm,更优选地小于1.5μm,更优选地小于1.4μm,更优选地小于1.3μm,更优选地小于1.2μm,更优选地小于1.1μm,更优选地小于1.0μm,更优选地小于0.75μm,更优选地小于0.5μm。可以根据semi mf 1530gbir来确定ttv。也可以根据制品的厚度曲线的干涉测量来确定ttv,例如可以使用干涉仪,尤其zygo公司的干涉仪。在一些实施例中,ttv可以为至少0.1μm或至少0.2μm。如果ttv非常低,则对于制品在ar领域的应用是特别有利的。例如,可以通过磨削、碾磨和/或抛光等研磨工艺获得低ttv。因此,本发明的制品优选地是应用了研磨工艺的制品。
241、优选地,本发明的制品的表面粗糙度rq介于0.1nm至5nm之间,例如在0.15nm至3.5nm之间、在0.2nm至2nm之间、在0.25nm至1.5nm之间、在0.3nm至1.0nm之间、或在0.35nm至0.75nm之间。优选地,表面粗糙度rq小于5nm,更优选地小于3.5nm,更优选地小于2nm,更优选地小于1.5nm,更优选地小于1.0nm,更优选地小于0.75nm,更优选地小于0.5nm。优选地,用白光干涉仪(wli)或原子力显微镜来测定表面粗糙度rq。最优选地,用原子力显微镜来测定。在本公开中,术语“rq”和“rms”可以互换使用。优选地,根据din en iso 4287来确定表面粗糙度rq。
242、优选地,本发明的制品的表面粗糙度ra介于0.1nm至5nm之间,例如在0.15nm至3.5nm之间、在0.2nm至2nm之间、在0.25nm至1.5nm之间、在0.3nm至1.0nm之间、或在0.35nm至0.75nm之间。优选地,该表面粗糙度ra小于5nm,更优选地小于3.5nm,更优选地小于2nm,更优选地小于1.5nm,更优选地小于1.0nm,更优选地小于0.75nm,更优选地小于0.5nm。优选地,根据din en iso 4287来确定表面粗糙度ra。
243、本发明的制品的玻璃材料并不局限于特定的玻璃组成。下文所示的示例性组成范围仅仅是示例性的。
244、优选地,本发明的制品的玻璃材料中,sio2的量可以介于0wt%至80wt%之间,例如为至多70wt%,至多60wt%或至多15wt%。在一些实施例中,sio2的量为至少10wt%,至少20wt%,至少30wt%或至少40wt%。在其他实施例中,sio2的量少于20wt%,甚至少于10wt%。
245、优选地,本发明的制品的玻璃材料中,p2o5的量介于0wt%至40wt%之间,例如为至多30wt%,至多5wt%或至多2wt%。在一些实施例中,p2o5的量可以为至少10wt%,至少15wt%或至少20wt%。在其他实施例中,p2o5的量为至多1wt%,或至多0.5wt%。本发明的制品的玻璃材料也可以不含p2o5。
246、优选地,本发明的制品的玻璃材料中,al2o3的量可以介于0wt%至25wt%之间,例如为至多15wt%,至多10wt%或至多5wt%。在一些实施例中,al2o3的量可以为至少0.1wt%,至少0.5wt%或至少1wt%。在一些实施例中,al2o3的量为至多1wt%,或至多0.5wt%。本发明的制品的玻璃材料也可以不含al2o3。
247、优选地,本发明的制品的玻璃材料中,b2o3的量可以介于0wt%至55wt%之间,例如为至多45wt%,至多35wt%或至多25wt%。在一些实施例中,b2o3的量可以为至少1wt%,至少2wt%或至少5wt%。在一些实施例中,b2o3的量为至多20wt%,至多15wt%或至多10wt%。本发明的制品的玻璃材料也可以不含b2o3。
248、优选地,本发明的制品的玻璃材料中,li2o的量可以介于0wt%至10wt%之间,例如为至多5wt%,至多2wt%或至多1wt%。在一些实施例中,li2o的量可以为至少0.5wt%,至少1wt%或至少2wt%。在其他实施例中,li2o的量为至多0.5wt%,至多0.2wt%或至多0.1wt%。本发明的制品的玻璃材料也可以不含li2o。
249、优选地,本发明的制品的玻璃材料中,na2o的量可以介于0wt%至30wt%之间,例如为至多25wt%,至多20wt%,至多10wt%或至多5wt%。在一些实施例中,na2o的量可以为至少1wt%,至少2wt%或至少5wt%。在一些实施例中,na2o的量为至多2wt%,至多1wt%或至多0.5wt%。本发明的制品的玻璃材料也可以不含na2o。
250、优选地,本发明的制品的玻璃材料中,k2o的量可以介于0wt%至25wt%之间,例如为至多20wt%,至多10wt%或至多5wt%。在一些实施例中,k2o的量可以为至少1wt%,至少2wt%或至少5wt%。在一些实施例中,k2o的量为至多2wt%,至多1wt%或至多0.5wt%。本发明的制品的玻璃材料也可以不含k2o。
251、优选地,本发明的制品的玻璃材料中,mgo的量可以介于0wt%至10wt%之间,例如为至多5wt%,至多2wt%或至多1wt%。在一些实施例中,mgo的量可以为至少0.5wt%,至少1wt%或至少2wt%。在其他实施例中,mgo的量可以为至多0.5wt%,至多0.2wt%或至多0.1wt%。本发明的制品的玻璃材料也可以不含mgo。
252、优选地,本发明的制品的玻璃材料中,cao的量可以介于0wt%至40wt%之间,例如为至多30wt%,至多25wt%或至多15wt%。在一些实施例中,cao的量可以为至少1wt%,至少5wt%或至少10wt%。在一些实施例中,cao的量为至多10wt%,至多5wt%或至多1wt%。本发明的制品的玻璃材料也可以不含cao。
253、优选地,本发明的制品的玻璃材料中,sro的量可以介于0wt%至25wt%之间,例如为至多15wt%,至多10wt%或至多5wt%。在一些实施例中,sro的量可以为至少0.5wt%,至少1wt%或至少2wt%。在一些实施例中,sro的量为至多2wt%,至多1wt%或至多0.5wt%。本发明的制品的玻璃材料也可以不含sro。
254、优选地,本发明的制品的玻璃材料中,bao的量可以介于0wt%至55wt%之间,例如为至多30wt%,至多20wt%或至多10wt%。在一些实施例中,bao的量可以为至少1wt%,至少5wt%或至少10wt%。在一些实施例中,bao的量为至多5wt%,至多2wt%或至多1wt%。本发明的制品的玻璃材料也可以不含bao。
255、优选地,本发明的制品的玻璃材料中,zno的量可以介于0wt%至30wt%之间,例如为至多20wt%,至多15wt%或至多10wt%。在一些实施例中,zno的量可以为至少1wt%,至少2wt%或至少5wt%。在一些实施例中,zno的量为至多5wt%,至多2wt%或至多1wt%。本发明的制品的玻璃材料也可以不含zno。
256、优选地,本发明的制品的玻璃材料中,la2o3的量可以介于0wt%至55wt%之间,例如为至多50wt%,至多40wt%或至多20wt%。在一些实施例中,la2o3的量可以为至少5wt%,至少10wt%或至少20wt%。在一些实施例中,la2o3的量可以为至多10wt%,至多5wt%或至多1wt%。本发明的制品的玻璃材料也可以不含la2o3。
257、优选地,本发明的制品的玻璃材料中,gd2o3的量可以介于0wt%至20wt%之间,例如为至多15wt%,至多10wt%或至多5wt%。在一些实施例中,gd2o3的量可以为至少1wt%,至少2wt%或至少5wt%。在一些实施例中,gd2o3的量可以为至多5wt%,至多2wt%或至多1wt%。本发明的制品的玻璃材料也可以不含gd2o3。
258、优选地,本发明的制品的玻璃材料中,y2o3的量可以介于0wt%至20wt%之间,例如为至多15wt%,至多10wt%或至多5wt%。在一些实施例中,y2o3的量可以为至少0.1wt%,至少0.2wt%或至少0.5wt%。在一些实施例中,y2o3的量可以为至多2wt%,至多1wt%或至多0.5wt%。本发明的制品的玻璃材料也可以不含y2o3。
259、优选地,本发明的制品的玻璃材料中,zro2的量可以介于0wt%至20wt%之间,例如为至多15wt%,至多10wt%或至多5wt%。在一些实施例中,zro2的量可以为至少1wt%,至少2wt%或至少5wt%。在一些实施例中,zro2的量为至多7.5wt%,至多5wt%或至多2.5wt%。本发明的制品的玻璃材料也可以不含zro2。
260、优选地,本发明的制品的玻璃材料中,tio2的量可以介于0wt%至35wt%之间,例如为至多30wt%,至多20wt%或至多15wt%。在一些实施例中,tio2的量可以为至少2wt%,至少5wt%或至少10wt%。在一些实施例中,tio2的量为至多10wt%,至多7.5wt%或至多5wt%。本发明的制品的玻璃材料也可以不含tio2。
261、优选地,本发明的制品的玻璃材料中,ta2o5的量可以介于0wt%至30wt%之间,例如为至多25wt%,至多17.5wt%或至多10wt%。在一些实施例中,ta2o5的量可以为至少1wt%,至少2wt%或至少5wt%。在一些实施例中,ta2o5的量可以为至多5wt%,至多2wt%或至多1wt%。本发明的制品的玻璃材料也可以不含ta2o5。
262、优选地,本发明的制品的玻璃材料中,nb2o5的量可以介于0wt%至55wt%之间,例如为至多35wt%,至多20wt%或至多15wt%。在一些实施例中,nb2o5的量可以为至少2wt%,至少5wt%或至少10wt%。在一些实施例中,nb2o5的量可以为至多10wt%,至多5wt%或至多2wt%。本发明的制品的玻璃材料也可以不含nb2o5。
263、优选地,本发明的制品的玻璃材料中,wo3的量可以介于0wt%至10wt%之间,例如为至多7.5wt%,至多5wt%或至多2wt%。在一些实施例中,wo3的量可以为至少0.1wt%,至少0.2wt%或至少0.5wt%。在一些实施例中,wo3的量为至多1wt%,至多0.5wt%或至多0.2wt%。本发明的制品的玻璃材料也可以不含wo3。
264、优选地,本发明的制品的玻璃材料中,bi2o3的量可以介于0wt%至65wt%之间,例如为至多50wt%,至多20wt%或至多10wt%。在一些实施例中,bi2o3的量可以为至少1wt%,至少2wt%或至少5wt%。在一些实施例中,bi2o3的量可以为至多5wt%,至多1wt%或至多0.1wt%。本发明的制品的玻璃材料也可以不含bi2o3。
265、优选地,本发明的制品的玻璃材料中,f的量可以介于0wt%至45wt%之间,例如为至多25wt%,至多10wt%或至多5wt%。在一些实施例中,f的量可以为至少0.1wt%,至少0.5wt%或至少1wt%。在一些实施例中,f的量为至多2wt%,至多1wt%或至多0.1wt%。本发明的制品的玻璃材料也可以不含f。
266、优选地,本发明的制品的玻璃材料中,geo2的量可以介于0wt%至20wt%之间,例如为至多15wt%,至多10wt%或至多5wt%。在一些实施例中,geo2的量可以为至少0.1wt%,至少0.5wt%或至少1wt%。在一些实施例中,geo2的量为至多2wt%,至多1wt%或至多0.1wt%。本发明的制品的玻璃材料也可以不含geo2。
267、优选地,本发明的制品的玻璃材料中,pbo的量可以介于0wt%至80wt%之间,例如为至多70wt%,至多50wt%或至多20wt%。在一些实施例中,pbo的量可以为至少1wt%,至少2wt%或至少5wt%。在一些实施例中,pbo的量为至多5wt%,至多1wt%或至多0.1wt%。本发明的制品的玻璃材料优选地不含pbo,尤其考虑到其毒性和对环境的危害性。
268、优选地,本发明的制品的玻璃材料包括(或基本上包括)含量在所示范围内(以wt%计)的以下组分。
269、 组分 含量(wt%) <![cdata[sio<sub>2</sub>]]> 0–80 <![cdata[p<sub>2</sub>o<sub>5</sub>]]> 0–40 <![cdata[al<sub>2</sub>o<sub>3</sub>]]> 0–25 <![cdata[b<sub>2</sub>o<sub>3</sub>]]> 0–55 <![cdata[li<sub>2</sub>o]]> 0–10 <![cdata[na<sub>2</sub>o]]> 0–25 <![cdata[k<sub>2</sub>o]]> 0–25 mgo 0–10 cao 0–30 sro 0–25 bao 0–55 zno 0–30 <![cdata[la<sub>2</sub>o<sub>3</sub>]]> 0–55 <![cdata[gd<sub>2</sub>o<sub>3</sub>]]> 0–20 <![cdata[y<sub>2</sub>o<sub>3</sub>]]> 0–20 <![cdata[zro<sub>2</sub>]]> 0–20 <![cdata[tio<sub>2</sub>]]> 0–35 <![cdata[ta<sub>2</sub>o<sub>5</sub>]]> 0–30 <![cdata[nb<sub>2</sub>o<sub>5</sub>]]> 0–55 <![cdata[wo<sub>3</sub>]]> 0–10 <![cdata[geo<sub>2</sub>]]> 0–20 <![cdata[bi<sub>2</sub>o<sub>3</sub>]]> 0–65 pbo 0–80 f 0–45
270、更优选地,本发明的制品的玻璃材料包括(或基本上包括)含量在所示范围内(以wt%计)的以下组分。
271、
272、
273、更优选地,本发明的制品的玻璃材料包括(或基本上包括)含量在所示范围内(以wt%计)的以下组分。
274、
275、
276、更优选地,本发明的制品的玻璃材料包括(或基本上包括)含量在所示范围内(以wt%计)的以下组分。
277、
278、
279、更优选地,本发明的制品的玻璃材料包括(或基本上包括)含量在所示范围内(以wt%计)的以下组分。
280、
281、
282、同样优选地,本发明的制品的玻璃材料包括(或基本上包括)含量在所示范围内(以wt%计)的以下组分。
283、
284、
285、同样优选地,本发明的制品的玻璃材料包括(或基本上包括)含量在所示范围内(以wt%计)的以下组分。
286、 组分 含量(wt%) <![cdata[sio<sub>2</sub>]]> 1–30 <![cdata[b<sub>2</sub>o<sub>3</sub>]]> 0–20 <![cdata[na<sub>2</sub>o]]> 0–10 <![cdata[k<sub>2</sub>o]]> 0–10 cao 0–5 bao 0–20 zno 0–15 <![cdata[la<sub>2</sub>o<sub>3</sub>]]> 10–50 <![cdata[gd<sub>2</sub>o<sub>3</sub>]]> 0–10 <![cdata[y<sub>2</sub>o<sub>3</sub>]]> 0–1 <![cdata[zro<sub>2</sub>]]> 0–10 <![cdata[tio<sub>2</sub>]]> 8–30 <![cdata[nb<sub>2</sub>o<sub>5</sub>]]> 0–35
287、优选地,所示制品的大小可以为至少100mm2,至少200mm2,至少400mm2,至少600mm2,至少800mm2,至少2000mm2(特别地直径为2英寸(约50mm)),至少4400mm2(特别地直径为3英寸(约75mm))和/或至少74000mm2(特别地直径为12英寸(约300mm))。例如,可以通过从制品锯切(切割)出部件,将上述大尺寸的制品制成各种部件。同时,也可以使用比上述更大或更小的薄片或薄片。制品可以具有圆形或方形底座。
288、在优选实施例中,制品的大小为至少100mm2,例如至少200mm2、至少400mm2、至少600mm2、至少800mm2、至少2000mm2(特别地直径为2英寸(约50mm))、至少4400mm2(特别地直径为3英寸(约75mm))和/或至少74000mm2(特别地直径为12英寸(约300mm))。其中制品至少有30个2x2mm2大小的表面部分,特别地具有至少40或至少45个所述表面部分。上述制品适用于特别经济地制造ar应用组件。
289、优选地,制品的“大小”是指该制品两个主表面中其中一个面的面积。特别地,该制品的两个主表面可以具有相同的面积。
290、制造玻璃薄片的替代方法
291、作为本发明第一方面的方法的替代方法,发明人发现,以下方法竟然也能从未加工薄片中制造出用于增强现实应用的玻璃薄片。为此,发明人提出:
292、一种用于由未加工薄片制造用于增强现实应用的玻璃薄片的方法,该方法包括:
293、–提供未加工薄片,尤其熔化玻璃,并从所述熔熔玻璃中获得固体玻璃条;对玻璃条进行退火;将玻璃条切割成一个或多个玻璃块;将两个或更多个玻璃块粘合在一起,以获得玻璃配合料;线锯玻璃配合料,以同时锯开多个玻璃块,和/或以制造出与所提出玻璃薄片最终厚度接近、例如与最终厚度的偏差为10μm以下、优选地5μm以下的薄基板;和/或从玻璃配合料中切割出未加工薄片;
294、–对未加工薄片进行磨边;
295、–碾磨未加工薄片;
296、–对未加工薄片进行粗抛光;以及
297、–对未加工薄片进行精细抛光,以获得中间薄片。
298、优选地,采用以下参数:
299、(i)玻璃条尺寸为640x210x25mm3;
300、(ii)玻璃块尺寸为205x205x22mm3;
301、(iii)进行线锯时的线速度为30m/min,进料量为15至20mm/h,碳化硅密度为1.1至1.3g/cm3,和/或线与玻璃之间的倾斜角为3至5度;
302、(iv)切割未加工薄片,使得未加工薄片的最大延伸部分、优选地其直径,在180mm至220mm之间,特别地在190mm至210mm之间,特别地为201mm,具有介于0.1mpa至0.2mpa之间的压强,和/或具有1m/min的切割速度;
303、(v)进行磨边时的倒角尺寸在0.05至0.25之间,循环次数为2至5次,进料量在500至1000mm/min之间,和/或工具的旋转速度在20000rpm至40000rpm之间;
304、(vi)进行碾磨时的去除量介于150μm至400μm之间,压力介于800n至2000n之间,转速介于10rpm至25rpm之间,和/或泥浆密度介于1.08g/cm3至1.3g/cm3之间;
305、(vii)进行粗抛光时的去除量介于25μm至45μm之间,压力介于800n至2000n之间,转速介于10rpm至25rpm之间,和/或泥浆密度介于1.08g/cm3至1.3g/cm3之间;和/或
306、(viii)进行精细抛光时的去除量介于1μm至5μm之间,压力介于400n至1000n之间,转速介于10rpm至25rpm之间,和/或泥浆密度介于1.08g/cm3至1.3g/cm3之间。
307、然而,本领域技术人员理解,也可根据玻璃薄片的实际玻璃材料来调整这些参数。
308、与制造相关的通用方面
309、可以通过拉制工艺来制造本发明的玻璃薄片(例如尤其全部或部分)。示例性拉制工艺包括下拉、溢流熔融和重拉。
310、而且,根据表面质量,还会需要进行后处理。示例性后处理步骤包括抛光、磨削和碾磨。磨削和随后可选进行的抛光是尤其有利的。特别优选地,使用粘结砂粒,特别地使用金刚石磨料来进行磨削。
311、优选地,使用拉制工艺来获得近表面损伤水平已经较高的玻璃制品,尤其例如玻璃薄片。不是通过拉制工艺,而是通过铸造工艺作为铸锭生产,然后进行锯切和抛光的玻璃制品也可能具有较高的近表面损伤水平。
312、在一个实施例中,所提出的方法是或包括下拉工艺、溢流熔融工艺和/或重拉工艺。
313、与薄片厚度分布影响lqi有关的方面
314、研究发现,对于优选的薄片,如根据本发明第一方面的方法制造的薄片和/或根据本发明第二方面的薄片,以及其例如根据本发明第三方面的玻璃部件元件等部件,会存在不同的贡献,这会是尤其值得关注的。这是因为上述不同贡献会影响玻璃薄片或玻璃部件元件的局部楔形。而局部楔形反过来又会影响全内反射角的变化。因此,通过控制贡献,可以控制所提出的薄片和玻璃部件元件的子域的局部质量指标。
315、其中一个贡献会是全局楔形hw,其中hw>0。全局楔形是存在于整个薄片的两个主表面之间的倾斜度,优选地,可以根据前文所述的泽尼克多项式的近似法,通过确定薄片厚度分布的j=1阶次和j=2阶次的贡献来确定全局楔形。研究发现,优选的薄片和玻璃部件元件的全局楔形|hw|的贡献会缩减。如果全局楔形减小,即|hw|值趋于零,则能够可靠地满足多个子域或玻璃部件元件的局部质量指标。因此,通过控制全局楔形hw的值,能够制造和表征所提出的薄片和玻璃部件元件。
316、因此,在一个实施例中,制造根据本发明的薄片或玻璃部件元件可以包括控制玻璃薄片的全局楔形|hw|。
317、因此,在一个实施例中,根据本发明的薄片或玻璃部件元件可以包括低全局楔形|hw|。
318、另一贡献会是全局圆顶状物或碗状物hd,其中,hd>0则是圆顶状物,hd<0则是碗状物。圆顶状物指的是中心厚度大于径向向外位置的厚度的制品,而碗状物的情况正好相反,即中心区域比径向向外位置要薄。此外,优选地,可以通过前述泽尼克多项式来接近薄片厚度分布,从而确定碗状物和圆顶状物,而碗状物和圆顶状物则与j=3阶次的贡献有关。
319、研究发现,优选的薄片和玻璃部件元件的全局圆顶状物/碗状物|hd|的贡献会缩减。因此,令人惊讶的发现是,全局圆顶状物/碗状物的贡献缩减(即绝对值|hd|趋于零)的薄片可以可靠地满足多个子域的局部质量指标。相应地,绝对值|hd|减小的玻璃部件元件也能可靠地满足局部质量指标。因此,通过控制圆顶状物/碗状物|hd|的值,则能够制造和表征所提出的薄片和玻璃部件元件。
320、因此,在一个实施例中,制造根据本发明的薄片或玻璃部件元件可以包括控制玻璃薄片的全局圆顶状物/碗状物|hd|。
321、因此,在一个实施例中,根据本发明的薄片或玻璃部件元件可以包括绝对值较低的圆顶状物/碗状物|hd|。
322、优选地,可以借助软件程序zygo mx的第7版或供应商ametek的metropro来确定hd和/或hw。
323、如从下面的示例中可以看出的,优选地,要对hd和hw的绝对值进行限制。
324、示例
325、例如,以下根据全局楔形hw和全局圆顶状物/碗状物hd,可以近似计算出所提薄片和/或所提玻璃部件元件的局部楔形,即两个主表面之间的夹角:
326、
327、
328、在一个实施例中,对于特定角度ε,下式适用:
329、
330、其中,r是被测薄片或玻璃部件元件的半径。
- 还没有人留言评论。精彩留言会获得点赞!