用于大规模浮法平板玻璃生产的全氧燃烧电加热系统的制作方法
1.本发明属于浮法平板玻璃生产技术领域,尤其涉及一种用于大规模浮法平板玻璃生产的全氧燃烧电加热系统。
背景技术:
2.玻璃生产工业是大耗能产业,也是污染排放大气的主要来源之一。随着日益日益对玻璃需求的增长,尤其是大尺寸、高强度、防火耐高温、耐冲击、超薄型电子平板玻璃的极速发展,降低能耗减少污染已成为一个迫切的任务。
3.采用浮法技术生产平板玻璃是几十年前由西方传入中国的一项生产性技术。熔化玻璃的主要热源是燃烧天然气、重油或煤。由于采用重油或煤效率低下等问题,很快,重油和煤退出生产。几十年来,绝大多数中国生产厂商(无论国企或私企)都是沿用天然气为燃料、空气助燃、在玻璃窑炉上部加热熔化玻璃,采用浮法成型,除了局部设备更改外,没有实质性的变动。
4.近几年间,由西方传入的全氧燃烧技术,其中,天然气的助燃氧气采用含氧量95%的氧气,燃烧效率提高,天然气的消耗量减少,代替热空气泵的是制氧厂,因此熔化玻璃效率得到提高,同时降低了燃烧生产的碳氢化合物和有害的毒气向空中排放。但是,全氧燃烧仍然保持着总量相当大的碳排放和热量损失,生产成本仍然是一个大问题。一台日产1000吨的平板浮法全氧炉每小时燃烧大约6000-8000立方米的天然气,巨大的天然气供应量仍是一个十分可观的能源问题。
5.电能用于熔化玻璃是早已使用的技术,电能熔化玻璃相比全氧燃烧可以解决碳排放和热量损失问题,但是,在全世界和国内鲜有广泛电能应用于平板浮法玻璃生产,大规模采用电能熔化玻璃来生产高质量、低成本的工艺仍然有需要克服的很大的技术障碍。
6.大规模采用电能熔化玻璃其实现的难点在于:第一、采用常规的电加热方式难以提高玻璃的熔化效率,平板玻璃是钠碱玻璃,电阻率很小,致使电功效率低下。某些西方玻璃技术工程公司曾经企图采用简单的电助熔技术来解决这个复杂的工程问题,采用了只占全部熔化能很低的电功率,对玻璃熔化毫无意义。犹如在一个大游泳池中加入一个电灯泡加热一样对泳池的总体温度分布没有影响。第二、传统的燃烧器在调节火焰长度时,需要改变气体流量,使得气体燃烧的能量发生变化,造成过燃烧或欠燃烧炉况,由此带来火焰不稳定,对炉墙和炉顶冲击大,使炉内温度和能量分布不均匀,
技术实现要素:
7.本发明针对现有技术存在的问题,提出一种用于大规模浮法平板玻璃生产的全氧燃烧电加热系统,第一目的在于解决采用常规的电加热方式难以提高玻璃的熔化效率的问题;第二目的传统的燃烧器在调节火焰长度时,火焰不稳定使得炉内温度和能量分布不均匀的问题。
8.本发明为解决其技术问题采用以下技术方案
9.一种用于大规模浮法平板玻璃生产的全氧燃烧电加热系统,其特点是:包括平板浮法玻璃炉、多个电加热控制区、以及多组混合型可调级火焰全氧燃烧器,每个电加热控制区上部空间设置有一组混合型可调级火焰全氧燃烧器,在加热区后部是澄清区,在加热区和澄清区之间可以根据不同设计设立鼓泡区或没有鼓泡区;每组混合型可调级火焰燃烧器由多个窑炉上部顶吹火枪和在两侧炉壁上横向布设的窑炉侧壁火枪形成;所述电加热控制区为电极三角布局连接,每个电加热控制区均为独立控制的加热区;所述的多组可调级火焰全氧燃烧器利用每个窑炉上部顶吹火枪和窑炉侧壁火枪的中间小直径的内管的伸长和收进变化来调节火焰的长度。
10.所述电极三角布局连接既是:将当前列的相临2个电极和相临列的同一个电极进行三角形连接,每二支电极间距相同,形成等边三角加电方式;每二支电极间玻璃电阻相同,对于三相交流电是平衡的,无相位差,无直流分量。
11.所述电极三角布局连接的电加热控制区2,分别施加220-460伏电压、功率加到4000-10000千瓦以上,可采用氧化锆钼电极或其他种类电极。
12.所述窑炉上部顶吹火枪和窑炉侧壁火枪,包括自动可调级窑炉上部顶吹火枪和自动可调级窑炉侧壁火枪、以及人工可调级火焰全氧燃烧器;该自动可调级窑炉上部顶吹火枪安装在窑炉钢架上,火焰从自动可调级窑炉上部顶吹火枪小直径内管的下端口开始;该自动可调级窑炉上部顶吹火枪设有内管和外管,内管用于通天然气,外管用于通氧气;内管设有套装在一起的的上半截内管和下半截内管,套装的上半截内管由安装在火枪外管结构上的传动系统带动其上下移动,所述的传动系统安装在传统系统支持钢结构上,通过传动系统调节上半截内管和下半截内管之间的相对距离,从而实现整个小直径内管的伸长或缩短。
13.所述安装在燃烧器外管结构上的传动系统包括安装在上半截内管上的传动齿条、与传动齿条捏合传动的齿轮、控制并带动齿轮转动的伺服电机。
14.所述窑炉钢架通过轴承与燃烧器支持结构相连接;燃烧器支持结构上设有调节火枪倾斜角度的机械结构,所述火枪包括可调级窑炉上部顶吹火枪,该机械结构带动燃烧器支持结构和安装在燃烧器支持结构上的可调级窑炉上部顶吹火枪作前后方向的角度转动。
15.本发明的优点效果
16.1、本发明采用同一列的相邻2个电极和相邻列的同1个电极进行三角连接,由传统方法电极2点连接改为电极3点连接,由2点为一组改为电极3点为一组,在不改变相邻两列电极总数量的情况下,使得每一组电极的电阻份数由1份电阻增加为3份电阻,总电阻份数增加一倍以上,总功率随着电阻导热增加而增加一倍以上,由此实现了大规模采用电能熔化玻璃,解决了平板玻璃是钠碱玻璃、电阻率很小、采用常规的电加热方式难以提高玻璃的熔化效率、致使电功效率低下的难题。
17.2、本发明采用可调式全氧顶吹燃烧器利用中间小直径的内管的伸长和收进的变化来调节火焰的长度。利用可伸缩内管以后,玻璃窑炉的能耗将保持高效率,节能效果很好。燃烧器在调节火焰长度时,不需要改变气体流量,气体燃烧的能量发生变化,造成过燃烧或欠燃烧炉况。由于内管的可调节作用,因此火焰较稳定。可采用较多数量的燃烧器使炉内温度和能量分布均匀化,而且火焰较缓和,对炉墙和炉顶冲击大大减轻。再次提高燃烧效率和降低能耗大于8%。
18.3、采用全氧/电加热带来十分惊人的经济效益,原相似配置的生产线为每年6-8万吨产量,采用新技术生产线,产量达11万吨每年,后来又经改进,达到14万吨/年产量,天然气用量下降1/3。光熔化能一项就从原来1200-1400大卡/公斤玻璃减至890-920大卡/公斤。全国大约有300条平板玻璃生产线,采用我们的全氧/高电系统,排放污染减少70%,这样的社会效益是相当可观的。
附图说明
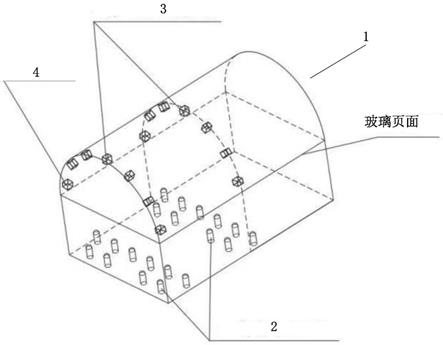
19.图1-1为本发明用于浮法平板玻璃的三角连接布局电加热系统示意图;
20.图1-2为图1的电加热控制区上部空间混合型可调级火焰全氧燃烧器示意图;
21.图2-1为常规6电极连接玻璃炉窑电加热布局;
22.图2-2为本发明三角布局连接电极组示意图;
23.图3-1为本发明自动可调级火焰全氧燃烧器示意图;
24.图3-2为本发明人工可调级火焰全氧燃烧器示意图;
25.图4为电极插入到窑炉底部效果示意图;
26.图中:1:玻璃窑炉;1-1:窑炉钢架;1-2:轴承;电加热区;3:自动可调级窑炉上部顶吹火枪;4:自动可调级窑炉侧壁火枪;2-1_2-12:电加热电极;3-1:内管;3-2:外管;3-3:传统系统支持钢结构;3-4:传动系统;3-4-1:传动齿条;3-4-2:齿轮;3-4-3:伺服电机;3-5:调节火枪倾斜角度的机械结构;3-6:燃烧器支持结构;
具体实施方式
27.发明原理
28.1、混合型可调级火焰全氧燃烧器设计原理:如图3-1所示,利用中间小直径的内管的伸长和收进的变化来调节火焰的长度。火焰的开始是从中间小管的端口开始,由于利用内管的伸长和收进的变化来调节火焰的长度,因此可以做到在不改变二种气体(天然气入口和氧气入口)的流量的同时调节可火焰的长度。这样不会影响已经设定的、适合燃烧的流量。利用可伸缩内管以后,玻璃窑炉的能耗将保持高效率,节能效果很好。由于燃烧器在调节火焰长度时,不需要改变气体流量,避免了因为改变气体的流量使得气体燃烧的能量发生变化,造成过燃烧或欠燃烧炉况。由于内管的可调节作用,因此火焰较稳定。可采用较多数量的燃烧器使炉内温度和能量分布均匀化,而且火焰较缓和,对炉墙和炉顶冲击大大减轻。再次提高燃烧效率和降低能耗大于8%。
29.2、用电极三角连接代替二点连接的设计原理:1)电加热设计的基本元素:在玻璃中设置二支电极,在二个电极上施加电压v,二电极之间的熔化玻璃电阻为r,通电后玻璃中的电流为i,那么电加热施加的电功率为:w=i2x r。这个功率通过玻璃发热来加热玻璃自身,此为在玻璃电加热的原理。2)由电加热基本元素看出,每二个电极之间为一份电阻。传统的方法如图2-1所示:每一列相临2个电极为一组,每一组的连接方式为2点连接的方式。每一列有6个电极,列和列的电极之间没有连接,这样,假如每一列6个电极,二列电极就是10份电阻。3)本发明将相临二列电极进行三角形连接,如图2-2所示,具体为:将当前列的相临2个电极和相临列的同1个电极分别连接,形成电极三角形连接,电极三角形连接后从2个电极为一组,改为3个电极为一组,当2个电极为一组时,每组只有1份电阻,而3个电极为一
组时,每组有3份电阻,虽然每一组的电极数量增加了、由2个变为3个电极为一组,但电极总的数量没有改变,图2-1和图2-2相比,相邻两列的电极数量均为12个,本发明由于是电极三角连接,增加了11份电阻,从w=i2x r看出,电阻增加了则功率加大。
30.3、加强热玻璃垂直方向流动的设计原理。单一的燃气(或燃油)玻璃熔窑采用上部空间燃烧火焰辐射和热传导加热方式,熔窑中玻璃流动模式简单、流速十分缓慢,甚至只有米/小时那样的流动。单纯火焰法玻璃熔窑的大部分热能随热气流排放到大气中,燃料利用率仍是很低,难以符合高效节能的要求。本发明将电极敷设在窑炉的底部,如图1、图4所示,窑炉的上部采用自动可调级窑炉上部顶吹火枪3。电极2-1_2-12插入在窑炉1的底部,加强了玻璃垂直方向的流动,很容易理解插入深度的意义。这种效应在多种玻璃窑内得到证实:电极在通电情况下,电极表面和电极周围的玻璃在温度场中是温度最高的区域,如图4所示。远离电极处的玻璃温度和电极表面温度差别大,约在150℃-200℃或更高一点。因此在电极上部所在主熔区内部是高能量、高温的、热玻璃体,在这个区域内化学反应也是最强烈的。在重力场内,比重小的液体在没有外力推动下是不可能向高密度、低温度方向流动。也就是接近液面区的热玻璃没有向下的推动力是不会从上向下流动的。但由于上部主熔区温度和底部低温区温差可以达到200℃或更高,在上部玻璃体积膨胀产生内部相互挤压力。这种压力如图所示,当压力和玻璃表面张力的向下合力和玻璃本身重量的合力大于挤压力时,产生向下推动力,造成形似对流的玻璃上下运动,以至于下部低温玻璃被挤向上运动。把玻璃流体看作为若干个流体控制体组成的流动,那么关于运动,热能量随时间变化而产生的传递是清晰的。
31.4、三角连接的电加热系统和可调式全氧顶吹燃烧器相结合的设计原理。三角连接的电加热系统使得功率加大,加强了热玻璃垂直方向流动和能量垂直分布的均匀化,自动可调级窑炉上部顶吹火枪3和自动可调级窑炉侧壁火枪4使炉内温度和能量分布均匀化,加强了能量横向和纵向分布的均匀化,而且火焰较缓和、对炉墙和炉顶冲击大大减轻,二者相互依赖和相互支持,分别从纵向和横向实现了能量分布均匀化。
32.基于以上原理,本发明设计了一种用于大规模浮法平板玻璃生产的全氧燃烧电加热系统如图1-1、图1-2所示,其特点是:包括平板浮法玻璃炉1、多个电加热控制区2、以及多组混合型可调级火焰全氧燃烧器,每个电加热控制区2上部空间设置有一组混合型可调级火焰全氧燃烧器,在加热区后部是澄清区,在加热区和澄清区之间可以根据不同设计设立鼓泡区或没有鼓泡区;每组混合型可调级火焰燃烧器由多个窑炉上部顶吹火枪和在两侧炉壁上横向布设的窑炉侧壁火枪形成;所述电加热控制区2为电极三角布局连接,每个电加热控制区均为独立控制的加热区;所述的多组可调级火焰全氧燃烧器利用每个窑炉上部顶吹火枪和窑炉侧壁火枪的中间小直径的内管的伸长和收进变化来调节火焰的长度。
33.所述电极三角布局连接既是:将当前列的相临2个电极和相临列的同一个电极进行三角形连接,每二支电极间距相同,形成等边三角加电方式;每二支电极间玻璃电阻相同,对于三相交流电是平衡的,无相位差,无直流分量。
34.所述电极三角布局连接的电加热控制区2,分别施加220-460伏电压、功率加到4000-10000千瓦以上,可采用氧化锆钼电极或其他种类电极。
35.所述窑炉上部顶吹火枪和窑炉侧壁火枪,包括自动可调级窑炉上部顶吹火枪3和自动可调级窑炉侧壁火枪4、以及人工可调级火焰全氧燃烧器;该自动可调级窑炉上部顶吹
火枪3安装在窑炉钢架上,火焰从自动可调级窑炉上部顶吹火枪3小直径内管3-1的下端口开始;该自动可调级窑炉上部顶吹火枪3设有内管3-1和外管3-2,内管用于通天然气,外管用于通氧气;内管3-1设有套装在一起的的上半截内管和下半截内管,套装的上半截内管由安装在火枪外管结构上的传动系统3-4带动其上下移动,所述的传动系统3-4安装在传统系统支持钢结构3-3上,通过传动系统3-4调节上半截内管和下半截内管之间的相对距离,从而实现整个小直径内管的伸长或缩短。
36.所述安装在燃烧器外管结构上的传动系统3-4包括安装在上半截内管上的传动齿条3-4-1、与传动齿条捏合传动的齿轮3-4-2、控制并带动齿轮转动的伺服电机3-4-3。
37.所述窑炉钢架1-1通过轴承1-2与燃烧器支持结构3-6相连接;燃烧器支持结构3-6上设有调节可调级窑炉上部顶吹火枪3倾斜角度的机械结构3-5,该机械结构3-5带动燃烧器支持结构3-6和安装在燃烧器支持结构3-6上的可调级窑炉上部顶吹火枪3作前后方向的角度转动。
38.所述窑炉钢架1-1通过轴承1-2与燃烧器支持结构3-6相连接;燃烧器支持结构3-6上设有调节火枪倾斜角度的机械结构3-5,所述火枪包括可调级窑炉上部顶吹火枪3,该机械结构带动燃烧器支持结构3-6和安装在燃烧器支持结构3-6上的可调级窑炉上部顶吹火枪3作前后方向的角度转动。
39.需要强调的是,上述具体实施例仅仅是对本发明的解释,其并不是对本发明的限制,本领域技术人员在阅读完本说明书后可以根据需要对上述实施例做出没有创造性贡献的修改,但只要在本发明的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1