在制造压延玻璃的生产线上热态玻璃的切割断板工艺的制作方法
1.本发明属于玻璃加工技术领域,具体涉及在制造压延玻璃的生产线上热态玻璃的切割断板工艺。
背景技术:
2.传统压延玻璃生产工艺是将石英砂、石灰石、纯碱等材料加热到1400℃左右熔化,然后经过澄清、拉引、冷却、切割等工艺加工而成。生产后压延玻璃可以进行进一步加工,如钢化等。钢化玻璃是将压延玻璃切割成要求尺寸后加热到接近软化点的600℃左右,再进行快速均匀的冷却而得到玻璃深加工产品,钢化玻璃的优点众多,安全且强度高,广泛应用于光伏、建筑、家居等。
3.传统压延玻璃的生产工艺中从高温熔融状态到常温切割温度下降过程中热能是直接排放掉,浪费了大量的能源。
4.鉴于以上原因,特提出本发明。
技术实现要素:
5.为了解决现有技术存在的以上问题,本发明提供了一种在制造压延玻璃的生产线上热态玻璃的切割断板工艺,采用本发明的工艺得到的玻璃板面尺寸精准,切割轨迹平直,切割边部整齐无崩边,完全达到玻璃深加工的技术要求,本发明使得压延玻璃在高温状态下可以进行切割,保留了部分能量,为压延玻璃在线深加工提供了必要的技术保障。
6.为了实现上述目的,本发明采用如下技术方案:
7.在制造压延玻璃的生产线上热态玻璃的切割断板工艺,所述的工艺为高温玻璃依次经过位于横向切割断板区域的横向切割断板装置和位于纵向切割掰边区域的纵向切割掰边装置处理,所述的横向切割断板装置在退火窑a区,在玻璃带的上下部跨线设置,所述的纵向切割掰边装置设置在退火窑b区玻璃板的两个纵向边部,距离横向切割断板区域10-50m;
8.所述的工艺的具体包括如下步骤:
9.(1)压延高温玻璃带经过所述的横向切割断板装置进行切割并断板,形成具有一定长宽尺寸的玻璃板;
10.(2)横向断板后的玻璃带进入加速辊道,加速辊道将其与玻璃带分开并进入纵向切割掰边区域;
11.(3)玻璃板在纵向切割掰边区域经过所述的纵向切割掰边装置进行切割及掰边处理,完成纵向切割掰边过程。
12.进一步的,所述的横向切割断板和所述的纵向切割掰边处理的玻璃温度均为500-650℃。
13.进一步的,所述的横向切割断板装置包括横向切割装置和横向断板辊道。
14.在压延玻璃生产过程中,压延玻璃带需要按一定的板面尺寸横向切割分割,到需
要横向切割时,由控制中心向置于退火窑a区入口附近的横向切割断板装置发讯,横向切割断板装置移动接触压紧玻璃带表面,玻璃受到冷冲击后,产生应力,破坏玻璃结构,进而产生局部炸裂或裂纹(玻璃接触到横向切割装置刀口发生断裂);玻璃带产生裂纹后,横向切割装置移动复位,等候下一道工作指令的发出;而产生裂纹的玻璃带继续在退火窑辊道上前行,当玻璃带被切割炸裂的刀口经过横向断板辊道时,横向断板辊道通过一根由气缸顶起的横掰辊将玻璃横向断板。
15.所述的横向切割断板装置垂直向下移动由置于其上的气动执行机构完成,执行机构的动作由控制中心发讯控制。
16.所述的横向切割断板装置垂直下移,在刀口接触到玻璃带表面时,横向切割断板装置具有与玻璃带运行速度同步的随动装置,使横向切割断板装置与玻璃带保持接触且无相对运动,直至玻璃板接触刀口处炸裂。随动装置执行机构由伺服驱动系统控制。
17.进一步的,所述的横向切割装置靠近退火窑a区入口附近,横跨压延玻璃生产线并水平横置于玻璃带上部和下部,以玻璃带所在的平面为中心对称设置,所述的横向断板辊道固定连接有气动执行机构,所述的横向断板辊道安装在退火窑辊道之间,所述的横向断板辊道为耐热不锈钢辊。
18.所述的气动升降机构控制横向断板辊道的垂直移动,气动执行机构的动作由控制中心发讯控制,当所述的横向断板辊道垂直移动时,在接触到玻璃带表面时,把玻璃断开。
19.进一步的,步骤(2)中所述的加速辊道是由一段具有独立传动的退火窑辊道组成。
20.所述加速辊道的加速区域长度约10-50米,其结构类似于传统退火窑b区辊道,并具有独立传动系统,其速度范围5-50m/min,加速辊道采用伺服驱动系统,可无级调速。其功能是将横向断板后的玻璃板迅速与玻璃带分开,并快速传递到纵向切割掰边装置。
21.进一步的,所述的纵向切割掰边装置包括纵向切割装置和掰边装置。
22.进一步的,所述的纵向切割装置纵向置于玻璃带两边上方,所述的掰边装置由掰边辊道和掰边轮组成。
23.经过加速辊道输送到纵向掰边区域的玻璃为具有一定尺寸的玻璃板,此时玻璃板的温度约为500-650℃,在玻璃板的两个纵向边部,设置纵向切割掰边装置,该装置将运行到纵向掰边区域的玻璃板的两个纵边实施纵向切割并掰边,除去玻璃板横向厚度的不均的边部。
24.掰边轮是一组安装在退火窑辊道双侧的耐热不锈钢轮构成,并具有气动升降机构,掰边辊道是由一组具有独立传动的退火窑辊道组成。
25.在压延玻璃生产过程中,经过上道工序横向切割断板装置处理后的玻璃板需除去横向厚度不均且平整度差的边部,当玻璃板传送到纵向掰边区时,由控制中心向纵向切割掰边装置发讯,此时传动辊道做短暂停顿,分布在玻璃板纵边的两组纵向切割装置垂直移动接触压紧玻璃板表面,玻璃受到冷冲击后,产生应力,破坏玻璃结构,进而产生的局部炸裂或裂纹(玻璃接触到玻璃切割装置刀口,发生断裂)。玻璃板产生裂纹后,切割刀组抬起复位,等候下一道切割指令的发出,同时,掰边轮下移将玻璃边掰断,掰边后的玻璃板进入下道修边工序。
26.纵向掰边区位于传统压延退火窑b区附近,距横向切割断板装置约10-50m。
27.所述的纵向切割装置分布在纵切掰边区上方,并位于退火窑边部两侧,纵切刀组
横向位置可根据玻璃带的横向跑偏值及玻璃带宽度做调整;其调整动作由控制中心发讯,由伺服驱动系统执行。
28.所述的纵向切割装置可做垂直上下运动,在刀口接触到玻璃板纵向边部上表面时静止,直至玻璃板边部接触刀口处炸裂,纵切刀组垂直下移动作由置于其上的气动执行机构完成,执行机构的动作由控制中心发讯控制。
29.所述的掰边轮位于玻璃板上部的两侧,并固定在纵切刀组的结构件上,其横向位置的调整随纵切刀组位置移动。掰边轮由两个耐热不锈钢轮组成,并具有升降装置;当纵切工序完成后,控制中心发讯,掰边轮下移将玻璃板的纵边掰断。
30.所述的掰边辊道是退火窑b区辊道的一部分,其具有独立传动系统。当玻璃板进入纵向掰边区时,纵掰辊道静止,纵切掰边工序完成后,玻璃板在纵掰辊道上继续运行并进入修边工序。
31.进一步的,所述的横向切割装置和所述的纵向切割装置结构相同,均包括可以垂直移动的垂直升降机构和与玻璃带运行速度同步的随动机构,所述的横向断板辊道固定连接有气动执行机构。
32.横向切割断板装置和纵向切割掰边装置均与控制中心通讯连接。
33.垂直升降机构的垂直移动由置于其上的气动执行机构完成,气动执行机构的动作由控制中心发讯控制。
34.进一步的,所述的垂直升降机构以玻璃带所在的平面为中心对称设置,包括气动升降装置和玻璃横切刀组,所述的玻璃横切刀组由密闭构件和切割刀头组成,优选的,所述的密闭构件为由耐热不锈钢制成的具有密封腔室的中空结构,其内部通有循环冷却水。
35.所述的密闭构件的长度大于玻璃板的宽度。
36.进一步的,所述循环冷却水为去离子水,冷却水电导率为10-100μs/cm,水温为0-80℃,水压为0.1-0.6mp,水流量为50-500l/min。
37.进一步的,所述的密闭构件为由耐热不锈钢制成的具有密封腔室的中空结构,其内部安装有电加热部件。
38.进一步的,所述的电加热部件是由电加热丝和填充有导热绝缘非金属粉末构成的,切割刀头的温度为500-1000℃,电加热部件的功率为10-30kw。
39.本发明中横向或纵向的玻璃切割装置分割玻璃的原理基于:由于玻璃是无机非金属脆性非晶体材料,在温度变化的条件下,特别是在受到较大热冲击或冷冲击的情况下,玻璃内外部温度差产生的热应力会导致玻璃结构的破坏;在外力和温度场的作用下,可以对玻璃可按照预定的设计进行分割。
40.本发明的控制中心由plc控制器、计算机终端和光电传感器等组成,本发明的气动升降装置和气动执行机构均有现有技术方法制备,只要能起到可以上下垂直移动和与玻璃板随动即可。
41.与现有技术相比,本发明的有益效果为:
42.采用本发明的工艺得到的玻璃板面尺寸精确,切割轨迹平直,切割边部整齐无崩边,完全达到玻璃深加工的技术要求,本发明解决了压延玻璃在500-650℃高温状态下可以进行切割的技术难题,为压延玻璃进一步加工提供了必要的技术保障。
附图说明
43.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
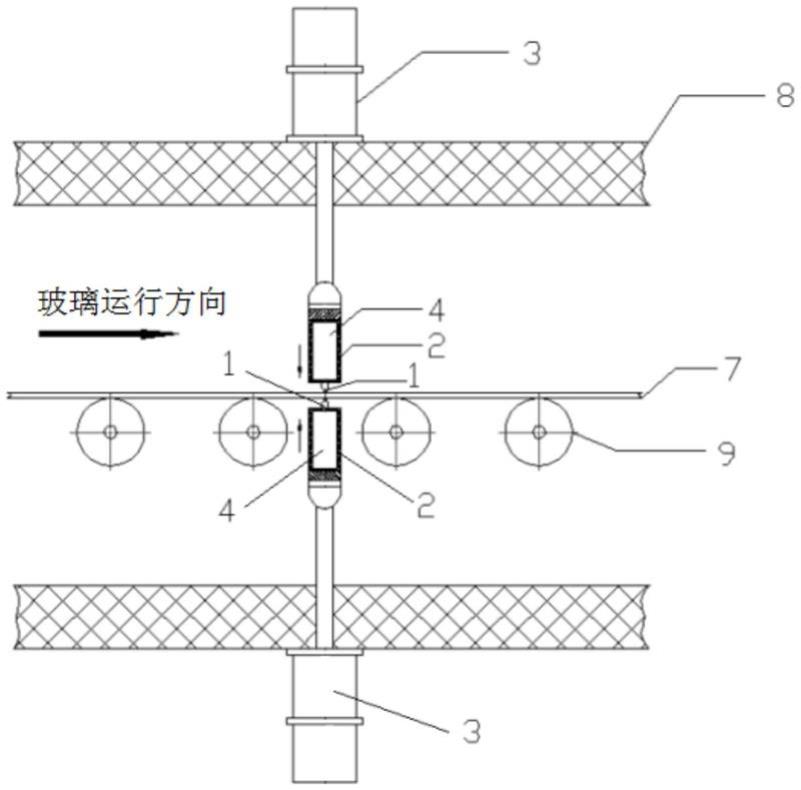
44.图1是本发明的横向切割装置的结构示意图;
45.图2是本发明的横向断板辊道结构示意图;
46.图3是本发明的压延在线切割断板工序示意图;附图标记1-切割刀头、2-密闭构件、3-气动升降装置、4-密封腔、5-横向断板辊道、6-气动执行机构、7-高温玻璃带、8-退火窑壳体、9-退火窑辊道、10-横向切割断板区域、11-纵向切割掰边区域、12-横向切割装置、13-横向断板辊道、14-纵向切割装置、15-纵向掰边装置。
具体实施方式
47.为使本发明的目的、技术方案和优点更加清楚,下面将对本发明的技术方案进行详细的描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所得到的所有其它实施方式,都属于本发明所保护的范围。
48.本发明的横向切割装置的结构示意图如图1所示,横向断板辊道结构示意图如图2所示,本发明的压延在线切割断板工序示意图如图3所示,其中,本发明的切割断板工作包括横向切割断板区域10和纵向切割掰边区域11,横向切割装置12和横向断板辊道13位于横向切割断板区域10内,纵向切割装置14和纵向掰边装置15位于纵向切割掰边区域11。
49.实施例1
50.在250t/d一窑两线压延生产线上,其原板宽为2200mm,厚3.2mm玻璃,设计在线切割后的板面尺寸为1960
×
994mm。
51.本实施例的在制造压延玻璃的生产线上热态玻璃的切割断板工艺,所述的高温为500-650℃,所述的工艺具体包括如下步骤:
52.(1)在生产3.2mm压延玻璃时,其主线玻璃板速度为10.5m/min,按成品板面尺寸1960
×
994mm进行切割设置,当高温玻璃带7达到切割尺寸时,由控制中心向置于退火窑a区入口处的横向切割装置12发讯,横向切割装置12设置在退火窑壳体8的两侧,气动升降装置3位于退火窑壳体8的外侧,气动升降装置3与玻璃横切刀组固定连接,玻璃横切刀组设置在于退火窑壳体8的内侧,玻璃横切刀组垂直移动接触玻璃带上表面,同时横切刀组的随动装置使其与玻璃带保持相对静止,高温玻璃接触到低温(0-80℃)的刀口局部骤冷,破坏其内外应力的平衡,进而产生横向通长的局部炸裂纹;玻璃带7产生裂纹后,玻璃横切刀组移动复位,等候下一道切割指令的发出,而产生裂纹的玻璃带继续在退火窑辊道9上前行;
53.切割炸裂的玻璃带的刀口通过横向断板辊道5时,横向断板辊道5的横掰辊抬起将玻璃横向断板,形成具有一定长宽尺寸的玻璃板,横向断板辊道5是一根安装在退火窑辊道之间的耐热不锈钢辊,并具有气动执行机构6;
54.其中,玻璃横切刀组是由密闭构件2和切割刀头1组成,所述密闭构件2为由耐热不锈钢制成的具有密封腔4的中空结构,玻璃横切刀组长度为2400mm,密封腔4其内部通有循
环冷却水,所述循环冷却水为去离子水,冷却水电导率为10-100μs/cm,水温为0-20℃,水压为0.1-0.6mp,水流量为50-500l/min。
55.(2)加速辊道迅速将断板后的玻璃板与压延玻璃带分开,并进入纵向切割掰边区域11,其中,加速辊道的加速区域长度约10-50m,其结构类似于传统退火窑b区辊道,并具有独立传动机构,其速度范围15-25m/min;
56.(3)玻璃板在纵向切割掰边区域11时,由控制中心向纵向切割装置14发讯,传动辊道做短暂停顿,分布在玻璃板两纵边的两组纵切刀组垂直向下移动接触玻璃板上表面,高温玻璃接触到低温(0~80℃)的刀口局部骤冷,破坏其内外应力的平衡,进而在边部产生纵向通长的局部炸裂纹,玻璃板产生裂纹后,纵切刀组复位,等候下一道切割指令的发出;
57.本发明的横向切割装置与纵向切割装置结构相同,纵向切割装置具体结构参见步骤(1)中的横向切割装置结构;
58.经过纵向切割处理后的玻璃板继续在退火窑辊道9上前行,当行进中的玻璃板被切割炸裂的边部裂口经过掰边装置时,控制中心发讯,控制掰边轮下移将玻璃边掰断,经掰边后的玻璃板进入下道修边工序。
59.经过本实施例处理后的玻璃板尺寸为1960
×
993.7mm,对角线误差1.5mm,无超过国标的崩边掉角等质量缺陷,质量符合gb11614-2009。
60.实施例2
61.在250t/d一窑两线压延生产线上,其原板宽为1900mm,在生产3.2mm玻璃时,其主线玻璃板速度为12.4m/min,设计切割板面尺寸1652
×
994mm。
62.本实施例的在制造压延玻璃的生产线上热态玻璃的切割断板工艺,所述的高温为500-650℃,所述的工艺具体包括如下步骤:
63.(1)在生产3.2mm压延玻璃过程中,按成品板面尺寸1652
×
994mm进行切割设置,当高温玻璃带7达到切割尺寸时,由控制中心向置于退火窑a区入口处的横向切割断板装置12发讯,横向切割装置12设置在退火窑壳体8的两侧,气动升降装置3位于退火窑壳体8的外侧,气动升降装置3与玻璃横切刀组固定连接,玻璃横切刀组设置在于退火窑壳体8的内侧,玻璃横切刀组垂直移动接触玻璃带上表面,同时横切刀组的随动装置使其与玻璃带保持相对静止,高温玻璃接触到低温(0-80℃)的刀口局部骤冷,破坏其内外应力的平衡,进而产生横向通长的局部炸裂纹;玻璃带7产生裂纹后,玻璃横切刀组移动复位,等候下一道切割指令的发出,而产生裂纹的玻璃带继续在退火窑辊道9上前行;
64.切割炸裂的玻璃带的刀口通过横向断板辊道5时,横向断板辊道5的横掰辊抬起将玻璃横向断板,形成具有一定长宽尺寸的玻璃板,横向断板辊道5是一根安装在退火窑辊道之间的耐热不锈钢辊,并具有气动执行机构6;
65.其中,玻璃横切刀组是由密闭构件2和切割刀头1组成,所述密闭构件2为由耐热不锈钢制成的具有密封腔4的中空结构,玻璃横切刀组长度为2400mm,密封腔4其内部通有循环冷却水,所述循环冷却水为去离子水,冷却水电导率为10-100μs/cm,水温为0-20℃,水压为0.1-0.6mp,水流量为50-500l/min。
66.(2)加速辊道迅速将断板后的玻璃板与压延玻璃带分开,并进入纵向切割掰边区域11,其中,加速辊道的加速区域长度约10-50m,其结构类似于传统退火窑b区辊道,并具有独立传动机构,其速度范围15-25m/min;
67.(3)玻璃板在纵向切割掰边区域11时,由控制中心向纵向切割装置14发讯,传动辊道做短暂停顿,分布在玻璃板两纵边的两组纵切刀组垂直向下移动接触玻璃板上表面,高温玻璃接触到低温(0~80℃)的刀口局部骤冷,破坏其内外应力的平衡,进而在边部产生纵向通长的局部炸裂纹。玻璃板产生裂纹后,纵切刀组复位,等候下一道切割指令的发出;
68.本发明的横向切割装置与纵向切割装置结构相同,纵向切割装置具体结构参见步骤(1)中的横向切割装置结构;
69.经过纵向切割处理后的玻璃板继续在退火窑辊道9上前行,当行进中的玻璃板被切割炸裂的边部裂口经过掰边装置时,控制中心发讯,控制掰边轮下移将玻璃边掰断,经掰边后的玻璃板进入下道修边工序。
70.经过本实施例处理后的玻璃板尺寸为1651.7
×
994.3mm,对角线误差1.8mm,无超过国标的崩边掉角等质量缺陷,质量符合gb11614-2009。
71.实施例3
72.在250t/d一窑两线压延生产线上,其原板宽为1800mm,在生产3.2mm玻璃时,其主线玻璃板速度为13.1m/min,设计切割板面尺寸1582
×
810mm。
73.本实施例的在制造压延玻璃的生产线上热态玻璃的切割断板工艺,所述的高温为500-650℃,所述的工艺具体包括如下步骤:
74.(1)在生产3.2mm压延玻璃过程中,按成品板面尺寸1582
×
810mm进行切割设置,当高温玻璃带7达到切割尺寸时,由控制中心向置于退火窑a区入口处的横向切割断板装置12发讯,横向切割装置12设置在退火窑壳体8的两侧,气动升降装置3位于退火窑壳体8的外侧,气动升降装置3与玻璃横切刀组固定连接,玻璃横切刀组设置在于退火窑壳体8的内侧,玻璃横切刀组垂直移动接触玻璃带上表面,同时横切刀组的随动装置使其与玻璃带保持相对静止,高温玻璃接触到低温(0-80℃)的刀口局部骤冷,破坏其内外应力的平衡,进而产生横向通长的局部炸裂纹;玻璃带7产生裂纹后,玻璃横切刀组移动复位,等候下一道切割指令的发出,而产生裂纹的玻璃带继续在退火窑辊道9上前行;
75.切割炸裂的玻璃带的刀口通过横向断板辊道5时,横向断板辊道5的横掰辊抬起将玻璃横向断板,形成具有一定长宽尺寸的玻璃板,横向断板辊道5是一根安装在退火窑辊道之间的耐热不锈钢辊,并具有气动执行机构6;
76.其中,玻璃横切刀组是由密闭构件2和切割刀头1组成,所述密闭构件2为由耐热不锈钢制成的具有密封腔4的中空结构,玻璃横切刀组长度为2400mm,密封腔4其内部通有循环冷却水,所述循环冷却水为去离子水,冷却水电导率为10-100μs/cm,水温为0-20℃,水压为0.1-0.6mp,水流量为50-500l/min。
77.(2)加速辊道迅速将断板后的玻璃板与压延玻璃带分开,并进入纵向切割掰边区域11,其中,加速辊道的加速区域长度约10-50m,其结构类似于传统退火窑b区辊道,并具有独立传动机构,其速度范围15-25m/min;
78.(3)玻璃板在纵向切割掰边区域11时,由控制中心向纵向切割装置14发讯,传动辊道做短暂停顿,分布在玻璃板两纵边的两组纵切刀组垂直向下移动接触玻璃板上表面,高温玻璃接触到低温(0~80℃)的刀口局部骤冷,破坏其内外应力的平衡,进而在边部产生纵向通长的局部炸裂纹。玻璃板产生裂纹后,纵切刀组复位,等候下一道切割指令的发出;
79.本发明的横向切割装置与纵向切割装置结构相同,纵向切割装置具体结构参见步
骤(1)中的横向切割装置结构;
80.经过纵向切割处理后的玻璃板继续在退火窑辊道9上前行,当行进中的玻璃板被切割炸裂的边部裂口经过掰边装置时,控制中心发讯,控制掰边轮下移将玻璃边掰断,经掰边后的玻璃板进入下道修边工序。
81.经过本实施例处理后的玻璃板尺寸为1582.3
×
809.7mm,对角线误差1.8mm,无超过国标的崩边掉角等质量缺陷,质量符合gb11614-2009。
82.实施例4
83.在250t/d一窑两线压延生产线上,其原板宽为2200mm,厚3.2mm玻璃,设计在线切割后的板面尺寸为1960
×
994mm。
84.本实施例的在制造压延玻璃的生产线上热态玻璃的切割断板工艺,所述的高温为500-650℃,所述的工艺具体包括如下步骤:
85.(1)在生产3.2mm压延玻璃时,其主线玻璃板速度为10.5m/min,按成品板面尺寸1960
×
994mm进行切割设置,当高温玻璃带7达到切割尺寸时,由控制中心向置于退火窑a区入口处的横向切割装置12发讯,横向切割装置12设置在退火窑壳体8的两侧,气动升降装置3位于退火窑壳体8的外侧,气动升降装置3与玻璃横切刀组固定连接,玻璃横切刀组设置在于退火窑壳体8的内侧,玻璃横切刀组垂直移动接触玻璃带上表面,同时横切刀组的随动装置使其与玻璃带保持相对静止,高温玻璃接触到更高温(700-1000℃)的刀口局部骤热,破坏其内外应力的平衡,进而产生横向通长的局部炸裂纹;玻璃带7产生裂纹后,玻璃横切刀组移动复位,等候下一道切割指令的发出,而产生裂纹的玻璃带继续在退火窑辊道9上前行;
86.切割炸裂的玻璃带的刀口通过横向断板辊道5时,横向断板辊道5的横掰辊抬起将玻璃横向断板,形成具有一定长宽尺寸的玻璃板,横向断板辊道5是一根安装在退火窑辊道之间的耐热不锈钢辊,并具有气动执行机构6;
87.其中,玻璃横切刀组是由密闭构件2和切割刀头1组成,所述密闭构件2为由耐热不锈钢制成的具有密封腔4的中空结构,玻璃横切刀组长度为2400mm,密封腔4其内部安装有电加热部件,切割刀头的温度为700-1000℃,电加热部件的功率为10-30kw。(2)加速辊道迅速将断板后的玻璃板与压延玻璃带分开,并进入纵向切割掰边区域11,其中,加速辊道的加速区域长度约10-50m,其结构类似于传统退火窑b区辊道,并具有独立传动机构,其速度范围15-25m/min;
88.(3)玻璃板在纵向切割掰边区域11时,由控制中心向纵向切割装置14发讯,传动辊道做短暂停顿,分布在玻璃板两纵边的两组纵切刀组垂直向下移动接触玻璃板上表面,高温玻璃接触到更高温(700-1000℃)的刀口局部骤热,破坏其内外应力的平衡,进而在边部产生纵向通长的局部炸裂纹,玻璃板产生裂纹后,纵切刀组复位,等候下一道切割指令的发出;
89.本发明的横向切割装置与纵向切割装置结构相同,纵向切割装置具体结构参见步骤(1)中的横向切割装置结构;
90.经过纵向切割处理后的玻璃板继续在退火窑辊道9上前行,当行进中的玻璃板被切割炸裂的边部裂口经过掰边装置时,控制中心发讯,控制掰边轮下移将玻璃边掰断,经掰边后的玻璃板进入下道修边工序。
91.经过本实施例处理后的玻璃板尺寸为1960
×
993.5mm,对角线误差1.5mm,无超过国标的崩边掉角等质量缺陷,质量符合gb11614-2009。
92.实施例5
93.在250t/d一窑两线压延生产线上,其原板宽为1900mm,在生产3.2mm玻璃时,其主线玻璃板速度为12.4m/min,设计切割板面尺寸1652
×
994mm。
94.本实施例的在制造压延玻璃的生产线上热态玻璃的切割断板工艺,所述的高温为500-650℃,所述的工艺具体包括如下步骤:
95.(1)在生产3.2mm压延玻璃过程中,按成品板面尺寸1652
×
994mm进行切割设置,当高温玻璃带7达到切割尺寸时,由控制中心向置于退火窑a区入口处的横向切割断板装置12发讯,横向切割装置12设置在退火窑壳体8的两侧,气动升降装置3位于退火窑壳体8的外侧,气动升降装置3与玻璃横切刀组固定连接,玻璃横切刀组设置在于退火窑壳体8的内侧,玻璃横切刀组垂直移动接触玻璃带上表面,同时横切刀组的随动装置使其与玻璃带保持相对静止,高温玻璃接触到更高温(700-1000℃)的刀口局部骤热,破坏其内外应力的平衡,进而产生横向通长的局部炸裂纹;玻璃带7产生裂纹后,玻璃横切刀组移动复位,等候下一道切割指令的发出,而产生裂纹的玻璃带继续在退火窑辊道9上前行;
96.切割炸裂的玻璃带的刀口通过横向断板辊道5时,横向断板辊道5的横掰辊抬起将玻璃横向断板,形成具有一定长宽尺寸的玻璃板,横向断板辊道5是一根安装在退火窑辊道之间的耐热不锈钢辊,并具有气动执行机构6;
97.其中,玻璃横切刀组是由密闭构件2和切割刀头1组成,所述密闭构件2为由耐热不锈钢制成的具有密封腔4的中空结构,玻璃横切刀组长度为2400mm,密封腔4其内部安装有电加热部件,切割刀头的温度为700-1000℃,电加热部件的功率为10-30kw。(2)加速辊道迅速将断板后的玻璃板与压延玻璃带分开,并进入纵向切割掰边区域11,其中,加速辊道的加速区域长度约10-50m,其结构类似于传统退火窑b区辊道,并具有独立传动机构,其速度范围15-25m/min;
98.(3)玻璃板在纵向切割掰边区域11时,由控制中心向纵向切割装置14发讯,传动辊道做短暂停顿,分布在玻璃板两纵边的两组纵切刀组垂直向下移动接触玻璃板上表面,高温玻璃接触到更高温(700-1000℃)的刀口局部骤热,破坏其内外应力的平衡,进而在边部产生纵向通长的局部炸裂纹。玻璃板产生裂纹后,纵切刀组复位,等候下一道切割指令的发出;
99.本发明的横向切割装置与纵向切割装置结构相同,纵向切割装置具体结构参见步骤(1)中的横向切割装置结构;
100.经过纵向切割处理后的玻璃板继续在退火窑辊道9上前行,当行进中的玻璃板被切割炸裂的边部裂口经过掰边装置时,控制中心发讯,控制掰边轮下移将玻璃边掰断,经掰边后的玻璃板进入下道修边工序。
101.经过本实施例处理后的玻璃板尺寸为1651.5
×
994.1mm,对角线误差1.8mm,无超过国标的崩边掉角等质量缺陷,质量符合gb11614-2009。
102.实施例6
103.在250t/d一窑两线压延生产线上,其原板宽为1800mm,在生产3.2mm玻璃时,其主线玻璃板速度为13.1m/min,设计切割板面尺寸1582
×
810mm。
104.本实施例的在制造压延玻璃的生产线上热态玻璃的切割断板工艺,所述的高温为500-650℃,所述的工艺具体包括如下步骤:
105.(1)在生产3.2mm压延玻璃过程中,按成品板面尺寸1582
×
810mm进行切割设置,当高温玻璃带7达到切割尺寸时,由控制中心向置于退火窑a区入口处的横向切割断板装置12发讯,横向切割装置12设置在退火窑壳体8的两侧,气动升降装置3位于退火窑壳体8的外侧,气动升降装置3与玻璃横切刀组固定连接,玻璃横切刀组设置在于退火窑壳体8的内侧,玻璃横切刀组垂直移动接触玻璃带上表面,同时横切刀组的随动装置使其与玻璃带保持相对静止,高温玻璃接触到更高温(700-1000℃)的刀口局部骤热,破坏其内外应力的平衡,进而产生横向通长的局部炸裂纹;玻璃带7产生裂纹后,玻璃横切刀组移动复位,等候下一道切割指令的发出,而产生裂纹的玻璃带继续在退火窑辊道9上前行;
106.切割炸裂的玻璃带的刀口通过横向断板辊道5时,横向断板辊道5的横掰辊抬起将玻璃横向断板,形成具有一定长宽尺寸的玻璃板,横向断板辊道5是一根安装在退火窑辊道之间的耐热不锈钢辊,并具有气动执行机构6;
107.其中,玻璃横切刀组是由密闭构件2和切割刀头1组成,所述密闭构件2为由耐热不锈钢制成的具有密封腔4的中空结构,玻璃横切刀组长度为2400mm,密封腔4其内部安装有电加热部件,切割刀头的温度为700-1000℃,电加热部件的功率为10-30kw。
108.(2)加速辊道迅速将断板后的玻璃板与压延玻璃带分开,并进入纵向切割掰边区域11,其中,加速辊道的加速区域长度约10-50m,其结构类似于传统退火窑b区辊道,并具有独立传动机构,其速度范围15-25m/min;
109.(3)玻璃板在纵向切割掰边区域11时,由控制中心向纵向切割装置14发讯,传动辊道做短暂停顿,分布在玻璃板两纵边的两组纵切刀组垂直向下移动接触玻璃板上表面,高温玻璃接触到更高温(700-1000℃)的刀口局部骤热,破坏其内外应力的平衡,进而在边部产生纵向通长的局部炸裂纹。玻璃板产生裂纹后,纵切刀组复位,等候下一道切割指令的发出;
110.本发明的横向切割装置与纵向切割装置结构相同,纵向切割装置具体结构参见步骤(1)中的横向切割装置结构;
111.经过纵向切割处理后的玻璃板继续在退火窑辊道9上前行,当行进中的玻璃板被切割炸裂的边部裂口经过掰边装置时,控制中心发讯,控制掰边轮下移将玻璃边掰断,经掰边后的玻璃板进入下道修边工序。
112.经过本实施例处理后的玻璃板尺寸为1582.1
×
809.7mm,对角线误差1.8mm,无超过国标的崩边掉角等质量缺陷,质量符合gb11614-2009。
113.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1