一种低碳耐久的纤维裹蜡沥青增强材料及其制备方法
1.本发明涉及道路工程沥青路面材料技术领域,具体涉及一种低碳耐久的纤维裹蜡沥青增强材料及其制备方法。
背景技术:
2.沥青是由原油蒸馏而形成的胶结材料。通常,沥青来自真空蒸馏塔底部,其常压沸点至少为380℃。由于它具有疏水性并具有良好的粘结性和耐候性,因此沥青材料已广泛用作路面工程中的胶结料或高铁道砟的稳定材料。
3.用作道路表面(上面层)的沥青受到自然环境与车辆荷载的耦合作用,因此采用普通未改性沥青铺筑的沥青路面通常会导致早期破坏的发生。为了改善上面层沥青性质,现有工程上的常见做法为添加高分子聚合物材料以增强其流变性能。聚合物改性沥青中的沥青和高分子聚合物之间应具有良好的相容性,并且可以在高温下稳定储存,而不产生离析现象。聚合物和沥青之间的相容性对于确保将两者的特性转移到成品胶结料中以获得良好的长期性能至关重要。如果储存稳定性差将使得聚合物改性沥青不可应用于道路路面工程以及高速铁路沥青混凝土防水层。因此,现有技术文献提出了各种方法来保持聚合物改性沥青的储存稳定性。如采用连续搅拌沥青/聚合物混合物来避免产生相分离。这种方法需要高速剪切混合以获得聚烯烃类高分子聚合物添加剂在沥青中的物理分散。也有技术将一种或多种分散剂添加到聚合物改性沥青中以避免相分离。调整沥青的组成以确保与所用聚合物具有较高的相容性,或者选择与沥青相容的聚合物也是制备储存稳定聚合物改性沥青的方法。
4.然而,由于聚合物改性沥青的生产需要特殊的加工设备,因此会大幅度提高路面建设的工程造价,此外,聚合物改性剂在长期服役过程中的降解问题也是影响聚合物改性沥青混合料耐久性的重要因素。采用pet(聚对苯二甲酸乙二醇酯)纤维替代高分子聚合物直接对沥青混合料进行增强是提高沥青路面耐久性的技术方案之一,而目前工程较少在路表应用pet纤维增强混合料,主要原因是pet纤维增强混合料的耐久性也很大程度上还是取决于基质沥青的质量,而现有pet纤维增强沥青混合料对沥青质量指标的要求难以真正控制沥青的耐久性。同时,采用现有的pet纤维投放方案,很难使得pet纤维在沥青混合料中达到均匀分散的状态,这些因素导致了pet纤维增强混合料并非均得到满意的工程应用效果。
5.通常沥青在常温下的粘度较高,因此无法与集料进行拌合。为了使沥青混合料具有良好的工作性,通常需要将沥青加热到160~180℃的温度范围,然而高温拌合会产生对人体有害的烟气,且高温也会加剧沥青材料的老化。
技术实现要素:
6.针对现有技术中的上述问题,本发明提供一种低碳耐久的纤维裹蜡沥青增强材料及其制备方法,以解决现有技术对于pet纤维在沥青混合料中难以分散均匀以及高温加热拌合的技术问题。
7.本发明采用的技术方案如下:
8.一种低碳耐久的纤维裹蜡沥青增强材料,包括以下重量份数的各组分:植物蜡90~100份、pet纤维1份,且所述植物蜡包裹于pet纤维外。
9.作为优选地,所述植物蜡为巴西棕榈蜡或褐煤蜡中的一种或两种。
10.作为优选地,所述pet纤维的长度为9.5~12mm,直径为10~20um,熔点为200℃,若长度小于9.5mm,则纤维难以在沥青混合料中起到增强的作用,若切割长度长于12mm,则很难将最终的纤维裹蜡增强材料通过真空投送设备传送到高处的沥青混合料拌合缸中。
11.一种低碳耐久的纤维裹蜡沥青增强材料的制备方法,包括如下步骤:
12.步骤一,制备模具:采用金属模具架进行纤维绳的等间距缠绕;
13.步骤二,加热植物蜡:将植物蜡加热至160~170℃,使其达到完全流动状态;
14.步骤三:将等间距缠绕的pet纤维绳在热蜡油中浸泡2~3次,每次时间为3~5s,而后将包裹蜡油的纤维绳放置在室温下5分钟使蜡固化,若浸泡时间小于3s则会导致纤维包裹的量不足,无法起到沥青降粘的效果,如果浸泡时间长于5s则会使已包裹在pet纤维上的蜡重新熔化;
15.步骤四:待纤维绳表面蜡固化后,将包裹植物蜡的纤维绳切割成长度为一定长度的纤维裹蜡沥青增强材料。
16.一种低碳耐久的纤维裹蜡沥青增强材料的应用,将增强材料直接添加至沥青中,添加量为沥青混合料质量的0.2%~0.5%。
17.综上所述,相比于现有技术,本发明具有如下优点及益效果:
18.1、本发明提供的pet纤维裹蜡沥青增强材料可以一次性投入沥青混合料拌合锅中,而不需要缓慢分别添加pet纤维和蜡添加剂,减少了沥青混合料的生产工序,同时通过pet纤维裹蜡技术也避免了纤维在沥青混合料难以分散均匀的问题。
19.2、本发明提供的pet纤维裹蜡沥青增强材料,原材料中的pet纤维为废塑料瓶制得的纤维,而蜡为植物蜡,因此添加剂的来源广泛且成本较低,易于推广。
20.3、本发明提供的pet纤维裹蜡沥青增强材料与常规pet纤维相比,可以大幅度降低沥青混合料的拌合与压实温度,减少了常规pet纤维增强沥青混合料生产过程中产生的有害烟气,达到低碳环保的效果;
21.4、本发明提供的pet纤维裹蜡沥青增强材料,植物蜡可以提高pet纤维在沥青混合料中的分散效果,并提高pet纤维的加筋作用,进一步提高沥青混合料的抗车辙性能与抗裂性能,进而提高沥青基交通基础设施结构的耐久性。
附图说明
22.图1为pet纤维绳卷的结构示意图;
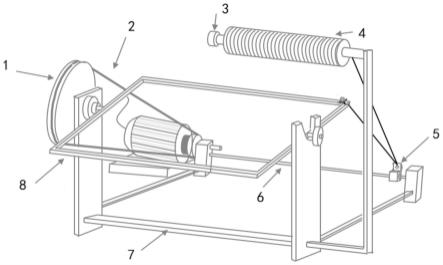
23.图2为自动化pet纤维绕框旋转架的结构示意图;
24.图3为pet纤维卷线架的工作示意图;
25.图4为pet纤维绕框在植物蜡中浸泡示意图;
26.图中标号分别为:1、皮带轮;2、皮带;3、pet纤维卷支撑架;4、pet纤维卷;5、纤维导线机构;6、螺纹连接杆;7、整体支架;8、pet纤维绕框。
具体实施方式
27.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图以及各实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明,即所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
28.本发明提供的纤维裹蜡增强沥青材料包括以下重量份数的各组分:植物蜡(巴西棕榈蜡或褐煤蜡)90~100份,聚对苯二甲酸乙二醇酯(pet)纤维1份,两种组分制备纤维裹蜡过程如下:
29.步骤一,制备模具:采用金属模具架进行纤维绳的等间距缠绕;
30.步骤二,加热植物蜡:将植物蜡加热至160~170℃,使其达到完全流动状态;
31.步骤三:将等间距缠绕的pet纤维绳在热蜡油中浸泡2~3次,每次时间为3~5s,而后将包裹蜡油的纤维绳放置在室温下5分钟使蜡固化;
32.步骤四:待纤维绳表面蜡固化后,将包裹植物蜡的纤维绳切割成长度为一定长度的纤维裹蜡沥青增强材料。
33.实施例1
34.本实施例制备的pet纤维包裹巴西棕榈蜡沥青增强材料,其制备过程如下:
35.步骤一:将30根平均直径为15um pet纤维丝卷绳缠绕成线,并卷成如图1以及如2中所示的pet纤维卷4;后将pet纤维卷4放置在设计的如图2所示的自动化pet纤维绕框旋转架上,自动化pet纤维绕框旋转架包括整体支架7,固定在整体支架7上的发动机、皮带轮1,所述发动机的转动轴与皮带轮1之间通过皮带2连接带动皮带轮1转动,所述皮带轮1同轴带动转动连接在整体支架7上的pet纤维绕框8转动,同时,pet纤维卷4也转动连接在整体支架7上的pet纤维卷支撑架3上,pet纤维通过整体支架7上的螺纹连接杆6、纤维导线机构5等结构实现理线并与pet纤维绕框8连接,整体工作原理如图3所示:通过发动机带动皮带轮1,皮带2带动缠绕pet纤维的pet纤维绕框8进行旋转,从而将pet纤维绳按间距为3cm等间距地缠绕在pet纤维绕框8上。
36.步骤二:将升温到160℃的巴西棕榈蜡倒入金属池中,如图4所示,接着将缠绕pet纤维绳的pet纤维绕框8在热蜡油中浸泡2次,浸泡时间为3s,之后将包裹蜡油的纤维绳放置在室温下5分钟使蜡固化。
37.步骤三:待纤维绳表面蜡固化后采用切刀将其进行均匀切割,长度为10mm,最终所制得的纤维裹蜡材料的巴西棕榈蜡与pet纤维绳的质量比约为95:1。
38.实施例2
39.本实施例制备pet纤维包裹褐煤蜡沥青增强材料,其制备过程如下:
40.步骤一:所用装置参考实施例1,将30根pet纤维丝卷绳缠绕成线,后将pet纤维线圈放置在设计的自动化旋转架上,该旋转架通过发动机带动皮带轮,皮带带动缠绕pet纤维的缠绕框进行旋转,从而将pet纤维绳按间距为4cm等间距地缠绕在金属框上。
41.步骤二:将升温到170℃的褐煤蜡倒入金属池中,接着将缠绕pet纤维绳的金属框在热蜡油中浸泡4次,浸泡时间为6s,之后将包裹蜡油的纤维绳放置在室温下5分钟使蜡固化。
42.步骤三:待纤维绳表面蜡固化后采用切刀将其进行均匀切割,长度为12mm,最终所
制得的纤维裹蜡材料的褐煤蜡与pet纤维绳的质量比约为110:1。
43.实施例3
44.本实施例制备pet纤维包裹褐煤蜡沥青增强材料,其制备过程如下:
45.步骤一:所用装置参考实施例1,将30根pet纤维丝卷绳缠绕成线,后将pet纤维线圈放置在设计的自动化旋转架上,该旋转架通过发动机带动皮带轮,皮带带动缠绕pet纤维的缠绕框进行旋转,从而将pet纤维绳按间距为4cm等间距地缠绕在金属框上。
46.步骤二:将升温到170℃的褐煤蜡倒入金属池中,接着将缠绕pet纤维绳的金属框在热蜡油中浸泡3次,浸泡时间为5s,之后将包裹蜡油的纤维绳放置在室温下5分钟使蜡固化。
47.步骤三:待纤维绳表面蜡固化后采用切刀将其进行均匀切割,长度为9.5mm,最终所制得的纤维裹蜡材料的褐煤蜡与pet纤维绳的质量比约为100:1。
48.实施例4
49.本实施例制备pet纤维包裹褐煤蜡沥青增强材料,其制备过程如下:
50.步骤一:所用装置参考实施例1,将30根pet纤维丝卷绳缠绕成线,后将pet纤维线圈放置在设计的自动化旋转架上,该旋转架通过发动机带动皮带轮,皮带带动缠绕pet纤维的缠绕框进行旋转,从而将pet纤维绳按间距为4cm等间距地缠绕在金属框上。
51.步骤二:将升温到170℃的褐煤蜡倒入金属池中,接着将缠绕pet纤维绳的金属框在热蜡油中浸泡3次,浸泡时间为5s,之后将包裹蜡油的纤维绳放置在室温下5分钟使蜡固化。
52.步骤三:待纤维绳表面蜡固化后采用切刀将其进行均匀切割,长度为12mm,最终所制得的纤维裹蜡材料的褐煤蜡与pet纤维绳的质量比约为100:1。
53.实施例5
54.本实施例制备pet纤维包裹褐煤蜡沥青增强材料,其制备过程如下:
55.步骤一:所用装置参考实施例1,将30根pet纤维丝卷绳缠绕成线,后将pet纤维线圈放置在设计的自动化旋转架上,该旋转架通过发动机带动皮带轮,皮带带动缠绕pet纤维的缠绕框进行旋转,从而将pet纤维绳按间距为4cm等间距地缠绕在金属框上。
56.步骤二:将升温到170℃的褐煤蜡倒入金属池中,接着将缠绕pet纤维绳的金属框在热蜡油中浸泡2次,浸泡时间为2s,之后将包裹蜡油的纤维绳放置在室温下5分钟使蜡固化。
57.步骤三:待纤维绳表面蜡固化后采用切刀将其进行均匀切割,长度为12mm,最终所制得的纤维裹蜡材料的褐煤蜡与pet纤维绳的质量比约为80:1。
58.实施例6
59.本实施例制备pet纤维包裹褐煤蜡沥青增强材料,其制备过程如下:
60.步骤一:所用装置参考实施例1,将30根pet纤维丝卷绳缠绕成线,后将pet纤维线圈放置在设计的自动化旋转架上,该旋转架通过发动机带动皮带轮,皮带带动缠绕pet纤维的缠绕框进行旋转,从而将pet纤维绳按间距为4cm等间距地缠绕在金属框上。
61.步骤二:将升温到170℃的褐煤蜡倒入金属池中,接着将缠绕pet纤维绳的金属框在热蜡油中浸泡1次,浸泡时间为2s,之后将包裹蜡油的纤维绳放置在室温下5分钟使蜡固化。
62.步骤三:待纤维绳表面蜡固化后采用切刀将其进行均匀切割,长度为12mm,最终所制得的纤维裹蜡材料的褐煤蜡与pet纤维绳的质量比约为75:1。
63.将实施例1~6制得的pet纤维裹蜡材料分别按照沥青混合料质量0.3%的比例加入沥青混合料中,按照矿料100份、90号沥青4.5份、级配类型为ac-20中值级配、拌合温度为150℃的反应条件制备的纤维裹蜡增强沥青混合料,与普通沥青混合料(不添加纤维裹蜡材料,同时拌合温度为170℃)、在相同条件下未采用裹蜡技术制备的沥青混合料(植物腊和纤维比例100:1,但是植物腊不事先包裹在纤维上,而是植物腊和尺寸符合要求的纤维同时加入沥青中,拌合温度为150℃)性能对比如下:
[0064][0065]
将实施例1制得的pet纤维裹蜡材料分别按照沥青混合料质量0.1%、0.2%、0.5%、0.6%的几个比例加入沥青混合料中,按照矿料100份、90号沥青4.5份、级配类型为ac-20中值级配、拌合温度为150℃的反应条件制备的上述不同pet纤维裹蜡材料掺加比例的纤维裹蜡增强沥青混合料的性能对比如下:
[0066][0067]
以上所述实施例仅表达了本技术的具体实施方式,其描述较为具体和详细,但并不能因此而理解为对本技术保护范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本技术技术方案构思的前提下,还可以做出若干变形和改进,这些都属于本技术的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1