不等间距模具推进装置的制作方法
不等间距模具推进装置
【技术领域】
1.本发明涉及玻璃镜片模压设备技术领域,具体是一种用于推动不等间距工位上的镜片模压模具的推进装置。
背景技术:
2.现有玻璃镜片模压机其中依次设有多个加热工位、压合工位和冷却工位,模具在这些工位上的推进,采用多套驱动装置的配合,来实现多个相同的模具在不等间距的工位上的推进,结构复杂,占用空间大。因此,亟需一种结构紧凑,占用空间小的不等间距模具推进装置,应用于玻璃镜片模压机中。
技术实现要素:
3.本发明的目的在于提供一种不等间距模具的推进装置,解决现有模具推进装置结构复杂且占用空间大的问题。
4.本发明提供技术方案如下:不等间距模具推进装置,包括基座以及滑动设置于基座上的活动板,所述活动板上至少设有间隔设置的拨叉架a与拨叉架b,所述拨叉架a上间隔设置有多个相邻间距为a的拨叉a,所述拨叉架b上间隔设置有多个相邻间距为b的拨叉b,所述间距a小于b,所述活动板上还设有伸缩机构a与伸缩机构b,所述伸缩机构a用于驱动拨叉架a沿活动板宽度方向的往复运动,所述伸缩机构b用于驱动拨叉架b沿活动板宽度方向的往复运动,所述基座上还设有直线推动机构,所述直线推动机构用于驱动活动板沿长度方向的往复运动。
5.如上所述的不等间距模具推进装置,所述活动板上还设有与所述拨叉架b间隔设置的拨叉架c,以及与所述拨叉架c对应设置的伸缩机构c,所述拨叉架c上间隔设置有多个相邻距离为a的拨叉c。
6.如上所述的不等间距模具推进装置,所述拨叉a、拨叉b、拨叉c上均设有角度为α的v型口,所述角度α为钝角。
7.如上所述的不等间距模具推进装置,所述拨叉架a上末端的拨叉a与拨叉架b上首端的拨叉b的距离为a。
8.如上所述的不等间距模具推进装置,所述拨叉架b上末端的拨叉b与拨叉架c上首端的拨叉c的距离为b。
9.如上所述的不等间距模具推进装置,所述拨叉a、拨叉b、拨叉c对应可拆卸安装在所述拨叉架a、拨叉架b、拨叉架c上。
10.如上所述的不等间距模具推进装置,所述基座的侧壁上设有与拨叉对应设置的让位缺口。
11.如上所述的不等间距模具推进装置,所述伸缩机构a、伸缩机构b、伸缩机构c均设有伸缩气缸。
12.如上所述的不等间距模具推进装置,所述直线推动机构包括推动气缸,所述推动
气缸的一端设有连接杆。
13.如上所述的不等间距模具推进装置,所述推动气缸设置于基座的侧壁上,所述连接杆的一端固定于活动板。
14.与现有技术相比,本发明有以下优点:
15.1、本发明采用了多组伸缩机构,使装置的多个拨叉架能进行独立的伸缩,从而能分别进入或远离相应模具的前侧,再通过与直线推动机构的配合,实现对模具在不等间距工位上的推进,多组伸缩机构和直线推进机构均连接于同一活动板上,结构简单紧凑,占用空间小。
16.2、本发明采用了设有v型口的拨叉,使拨叉能更好卡持于圆柱形模具的前侧,从而更稳定地完成对模具的推进。
【附图说明】
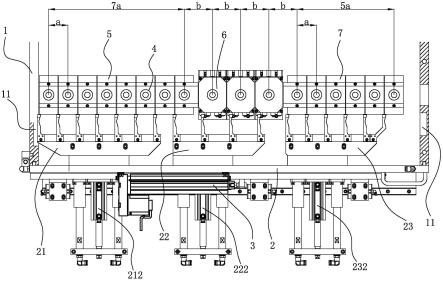
17.图1为本发明的俯视图。
18.图2为本发明俯视图的活动板上拨叉架a、拨叉架b、拨叉架c的位置示意图。
19.图3为本发明的正视图。
20.图4为本发明的左视图(省略基座)。
21.图5为本发明的拨叉的v型口的示意图。
【具体实施方式】
22.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明的保护范围。
23.实施例1:请参阅附图1至图5,本实施例提供一种不等间距模具推进装置,包括基座1以及滑动设置于基座1上的活动板2,活动板2上至少设有间隔设置的拨叉架a21与拨叉架b22,拨叉架a21上间隔设置有多个相邻间距为a的拨叉a211,拨叉架b22上间隔设置有多个相邻间距为b的拨叉b221,间距a小于b,活动板2上还设有伸缩机构a212与伸缩机构b222,伸缩机构a212用于驱动拨叉架a21沿活动板2宽度方向的往复运动,伸缩机构b222用于驱动拨叉架b22沿活动板2宽度方向的往复运动,基座1上还设有直线推动机构3,直线推动机构3用于驱动活动板2沿长度方向的往复运动。进一步地,活动板2上还设有与拨叉架b22间隔设置的拨叉架c23,以及与拨叉架c23对应设置的伸缩机构c232,拨叉架c23上间隔设置有多个相邻距离为a的拨叉c231。装置采用了多组伸缩机构,分别驱动各拨叉架进行独立的伸缩,从而能分别进入或远离相应模具的前侧,再通过与直线推动机构的配合,实现对模具在不等间距工位上的推进,多组伸缩机构和直线推进机构均连接于同一活动板上,结构简单紧凑,占用空间小。
24.拨叉架a21对应的是基座1上的多个加热工位5,拨叉架b22对应的是基座1上的多个压合工位6,拨叉架c23对应的是基座1上的多个冷却工位7,其中,相邻加热工位5之间的中心距离为a,相邻压合工位6之间的中心距离为b,相邻冷却工位7之间的中心距离为a,相邻的加热工位5与压合工位6的中心距离为b,相邻的压合工位6和冷却工位7的中心距离为
b,多个圆柱形的模具4可移动设置于这些工位上。拨叉a211、拨叉b221、拨叉c231上均设有角度为α的v型口2111,优选的是,角度α为钝角,这样能使各拨叉更牢固地卡持在各模具4的前端,更稳定地推进模具4。
25.因此,装置完成一次模具4推进的步骤是:先通过伸缩机构a212、伸缩机构b222以及伸缩机构c232的驱动,使多个拨叉a211、拨叉b221、拨叉c231进入每个对应模具4的前侧,通过直线推动机构3的驱动,v型口2111靠近且卡持到位于加热工位5和冷却工位7上的模具4后,继续推动所有模具4前进a的距离,然后各拨叉回退一小段距离使v型口2111离开各模具4,此时由伸缩机构a212以及伸缩机构c232驱动拨叉架a21和拨叉架c23收缩,拨叉架b22不收缩,然后通过直线推动机构3的驱动,推动拨叉架b22使位于压合工位6和第一个冷却工位7的模具4移动校正到该工位的中心处。
26.拨叉a211、拨叉b221、拨叉c231对应可拆卸安装在拨叉架a21、拨叉架b22、拨叉架c23上。这样能使推进装置能针对不同的模具与工位,灵活更换不同的拨叉,使装置具有更为广泛的通用性。
27.基座1的侧壁上设有与拨叉对应设置的让位缺口11,避免了位于首端的拨叉a211和位于末端的拨叉c231在移动时与基座1的侧壁发生碰撞的风险。
28.伸缩机构a212、伸缩机构b222、伸缩机构c232均设有伸缩气缸,直线推动机构3包括推动气缸31,推动气缸31的一端设有连接杆32,推动气缸31设置于基座1的侧壁上,连接杆32的一端固定于活动板2,保证了装置的结构紧凑的同时,采用气动驱动的方式,能使拨叉的推动动作更为迅速,调节方便。
29.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1