一种模压模具、加工方法及其调节方法与流程
本技术涉及镜片加工,尤其涉及一种模压模具、加工方法及其调节方法。
背景技术:
1、一般光学产品都具有精密的光学镜片,光学镜片大致分为球面镜片、非球面镜片、衍射镜片、自由曲面镜片,目前球面镜片大多以研磨成型,而非球面镜片、衍射镜片、自由曲面镜片则多以模造成型。光学镜片在使用模造成型方法制造时,通常都是利用配合成对的上下模具在高温的环境下使软化的玻璃材料挤压变形成所需要的形状,并在冷却后得到所需要的玻璃镜片。为了方便组装和拆卸,模具组装时通常存在加工公差及装配公差,加工公差所形成的间隙容易造成上下模具的中心轴存在偏差,使上下模具的中心轴产生偏心差,进而使模压出的玻璃镜片具有较大的偏心。
技术实现思路
1、本技术提供了一种模压模具,所述模压模具包括:
2、第一模板,所述第一模板设置有至少两个沿所述模压模具高度方向延伸的第一通孔,至少一个所述第一通孔设置有第一导向件,其余所述第一通孔设置有第一模仁;
3、第二模板,所述第二模板设置有至少两个沿所述模压模具高度方向延伸的第二通孔,所述第二通孔与所述第一通孔对应设置,至少一个所述第二通孔设置有第二导向件,其余所述第二通孔设置有第二模仁;
4、连接环,所述连接环包括第一连接环和第二连接环,所述第一连接环套设于所述第一模仁,所述第二连接环套设于所述第二模仁;
5、其中,所述连接环具有弹性,沿所述第一模仁的周向设置有第一安装槽,所述第一连接环的至少部分位于所述第一安装槽,所述第一模仁通过所述第一连接环与所述第一通孔的内壁抵接,沿所述第二模仁的周向设置有第二安装槽,所述第二连接环的至少部分位于所述第二安装槽,所述第二模仁通过所述第二连接环与所述第二通孔的内壁抵接,所述第一导向件包括定位段,沿靠近所述第二模板的方向,所述定位段凸出于所述第一模板,所述第二导向件靠近所述第一导向件的一端设置有定位槽,当所述第一模板向靠近所述第二模板的方向运动时,所述第一导向件能够随所述第一模板向靠近所述第二导向件的方向运动,所述定位段的至少部分能够伸入所述定位槽,并与所述定位槽的内壁抵接,所述第一模仁靠近所述第二模仁的一端设置有模压段,所述模压段凸出于所述第一模板,所述模压段的长度小于所述定位段的长度,所述第一模仁随所述第一模板向靠近所述第二模仁的方向运动,所述定位段伸入所述定位槽后,所述模压段能够模压待加工镜片。
6、沿第一模仁和第二模仁的周向设置有第一连接环和第二连接环,能够使第一模仁和第二模仁分别固定于第一模板和第二模板,在第一模板和第二模板运动的过程中能够降低第一模仁和第二模仁晃动的可能,同时能够增加第一模仁与第一通孔的内壁之间的间隙,以及第二模仁和第二通孔的内壁之间的间隙,在模压待加工的镜片时需要模压模具处于高温的环境中,此时,第一模仁和第二模仁会膨胀,增加上述间隙能够降低第一模仁与第一通孔的内壁的过盈程度,第二模仁与第二通孔的内壁的过盈程度,有利于降低第一模仁、第二模仁、第一模板和第二模板产生裂纹的风险。在第一模仁和第二模仁膨胀时会挤压连接环,连接环具有弹性能够降低连接环与第一模仁、第二模仁、第一通孔的内壁、第二通孔的内壁之间的过盈配合的压力,能够降低连接环对第一模仁、第二模仁、第一模板和第二模板的损伤。通过第一导向件和第二导向件的配合能够在第一模板向靠近第二模板的过程中提高第一模板和第二模板的同轴度,进而提高第一模仁和第二模仁之间的同轴度,有利于降低模压后的镜片的偏心程度。
7、在一种可能的实施方式中,所述连接环包括第三连接环,沿所述第一导向件的周向设置有第三安装槽,所述第三连接环的至少部分位于所述第三安装槽,所述第一导向件通过所述第三连接环与所述第一通孔的内壁抵接。
8、设置有第三连接环能够使第一导向件固定于第一模板,在第一导向件随第一模板运动的过程中能够降低第一导向件晃动的可能,降低对第一导向件与第二导向件的同轴度的影响,有利于提高第一导向件与第二导向件的配合精度,进而提高第一模板和第二模板的同轴度。
9、在一种可能的实施方式种,所述第一模仁和所述第一导向件与所述第一通孔内壁之间的距离为1μm至10μm,所述第二模仁与所述第二通孔内壁之间的距离为1μm至10μm。
10、与第一通孔内壁或第二通孔内壁之间有间隙,在模压模具处于高温状态时,有利于降低第一模仁、第二模仁、第一导向件、第一模板和第二模板产生裂纹的风险。
11、在一种可能的实施方式中,所述连接环的硬度小于所述第一模仁、所述第二模仁、所述第一导向件、所述第一模板和所述第二模板的硬度。
12、连接环与第一通孔或第二通孔的内壁过盈配合,连接环的硬度较小能够降低划伤第一模仁、第二模仁、第一导向件、第一模板和第二模板的风险。
13、在一种可能的实施方式中,所述连接环为方条环形结构或锯齿环形结构。
14、方条环形的结构简单,能够降低第一安装槽、第二安装槽、第三安装槽和连接环的制造难度,进而提高生产效率。锯齿环形结构有利于增大连接环与第一通孔或第二通孔的接触面积,提高第一模仁、第二模仁和第一导向件在第一通孔或第二通孔内的稳定性。
15、在一种可能的实施方式中,所述定位段为锥形面,所述定位槽为锥形槽,所述锥形面的至少部分能够伸入所述锥形槽,并与所述锥形槽的内壁抵接。
16、锥形面和锥形槽能够在定位段伸入定位槽的过程中进一步调整第一导向件与第二导向件的同轴度,进而能够调整第一模板和第二模板的同轴度。
17、在一种可能的实施方式中,所述第一导向件远离所述第二导向件的一端和所述第二模仁远离所述第一模仁的一端均设置有调节孔,用于所述第一导向件和所述第二模仁。
18、由于第一导向件在加工时存在误差,位于第一通孔的部分的外表面的中心轴与定位段的中心轴可能存在偏差,使定位段的中心轴未在第一通孔的中心位置,位于第二通孔的部分的外表面的中心轴,与定位槽的中心轴可能存在偏差,使定位槽的中心轴未在第二通孔的中心位置,通过转动第一导向件,能够提高定位段和定位槽的同轴度,进而提高第一模板和第二模板的同轴度,由于加工误差第一模仁位于第一通孔的部分的外表面的中心轴,与模压段中心轴之间存在偏差,进而使模压段的中心轴未在第一通孔的中心位置,第二模仁位于第二通孔的部分的外表面的中心轴,与用于模压待加工镜片的部分的中心轴之间也存在偏差,使用于模压待加工镜片的部分的中心轴未也在第二通孔的中心位置,通过调节孔转动第二模仁可以提高第二模仁用于模压待加工镜片的部分的中心轴和与之对应的模压段的中心轴的重合度,进而降低模压后的镜片的两个面的偏心差。
19、在一种可能的实施方式中,所述调节孔设置有内螺纹或多边形方孔,调节件能够伸入所述调节孔。
20、调节件如螺钉或多边形扳手能够伸入调节孔,便于调节第一导向件或第二模仁的位置。
21、在一种可能的实施方式中,所述第一导向件远离所述第二导向件的一端和所述第二模仁远离所述第一模仁的一端均设置有垫片,用于调节所述第一导向件和所述第二模仁沿所述模压模具高度方向的位置。
22、由于第一导向件的定位段与第二导向件的定位槽内壁接触,会使定位段磨损,进而影响第一模板和第二模板的对齐精度。在现有的定位段磨损后可以将第一导向件加工出新的定位段,但是会减小第一导向件沿模压模具高度方向z的尺寸,降低其与第二导向件的配合精度,设置有垫片能够调节第一导向件的定位段凸出第一模板的尺寸,降低第一导向件的尺寸减小对第一导向件与第二导向件配合精度的影响。由于不同型号的镜片厚度不同,垫片能够调节第二模仁在第二通孔内的位置,进而调节第二模仁与第一模仁之间的距离,使本技术实施例提供的模压模具能够适用于多种型号的镜片的生产。
23、在一种可能的实施方式中,所述垫片设置有避让孔,所述避让孔与所述调节孔连通。
24、设置有避让孔,垫片在调节件伸入调节孔调节第一导向件和第二模仁时的影响。
25、在一种可能的实施方式中,所述第一导向件和所述第二导向件均在中心位置设置有排气孔,所述排气孔沿所述模压模具的高度方向贯穿所述第一导向件和所述第二导向件。
26、第一导向件的定位段与第二导向件的定位槽的内壁贴合,会使定位槽内的气体无法排出,设置有排气孔能够使定位槽内的气体由排气孔排出。
27、在一种可能的实施方式中,所述第二模板远离所述第一模板的一侧设置有底座,所述第二导向件和所述第二模仁均与所述底座抵接;
28、所述底座设置有排气槽,所述排气槽与所述排气孔连通。
29、第二导向件的排气孔能够通过排气槽与外界连接,使定位槽内的气体能够由第二导向件的排气孔排出。
30、在一种可能的实施方式中,所述模压模具包括限位套,所述限位套沿所述第一模板和所述第二模板的周向设置。
31、第一模板和第二模板均放置于限位套内,能够对第一模板和第二模板进行粗定位,第一导向件与第二导向件对齐,使第一导向件的定位段能够伸入第二导向件的定位槽。
32、在一种可能的实施方式中,所述模压模具设置至少两组相互配合的第一导向件和第二导向件。
33、若设置一组第一导向件和第二导向件,第一模板或第二模板可能会发生转动,会使位于第一模板和第二模板的第一模仁和第二模仁的轴心的偏差增大,优选的,设置三组或四组第一导向件和第二导向件,可以呈中心对称的排列方式,也可以为其他排列方式,能够提高第一模板和第二模板的轴心的重合程度。
34、在一种可能的实施方式中,所述模压模具设置至少两组对应设置的所述第一模仁和所述第二模仁。
35、随着对应设置的第一模仁和第二模仁的数量的增加,能够提高模压模具的生产效率。
36、本技术实施例还提供了一种模压模具的加工方法,所述加工方法适用于上述任一项所述的模压模具,沿所述第一导向件的周向设置有第三连接环,所述加工方法的步骤包括:
37、将所述第一模板上加工所述第一通孔,将所述第二模板上加工所述第二通孔;
38、将所述第一连接环套设于所述第一模仁,将所述第二连接环套设于所述第二模仁,将所述第三连接环套设于所述第一导向件;
39、将所述第一模仁和所述第一导向件分别安装至所述第一通孔,将所述第二模仁和所述第二导向件分别安装到对应的所述第二通孔;
40、将所述第一模板与所述第二模板扣合。
41、模压模具设置有第一导向件和第二导向件能够提高第一模具和第二模具的同轴度,进而提高第一模仁和第二模仁的中心轴重合度,有利于降低加工后的镜片两个面的偏心差。将连接环套设于第一模仁、第二模仁和第一导向件,并且能够与第一通孔或第二通孔的内壁抵接,降低了第一模仁、第二模仁和第一导向件相对于第一模板或第二模板发生偏移的可能,还能够降低第一模板、第二模板、第一模仁、第二模仁或第一导向件产生裂纹的风险。
42、在一种可能的实施方式中,在将所述第一模板上加工所述第一通孔,将所述第二模板上加工所述第二通孔时,所述加工方法包括:
43、将待加工的模板加工通孔,沿所述通孔的径向将所述模板切割成具有所述第一通孔的所述第一模板和具有所述第二通孔的所述第二模板。
44、能够降低第一通孔和第二通孔的加工差,使第一模板和第二模板之间扣合的更加紧密,有利于提高对镜片厚度的模压精度。
45、在一种可能的实施方式中,所述第一导向件包括第三安装槽,将所述连接环套设于所述第一模仁、所述第二模仁和所述第一导向件前的加工方法包括:
46、沿所述第一模仁的周向加工出第一安装槽,沿所述第二模仁的周向加工出所述第二安装槽,沿所述第一导向件的周向加工出所述第三安装槽。
47、第一安装槽、第二安装槽和第三安装槽能够限制连接环在第一模仁、第二模仁和第一导向件中的位置,使第一模仁、第二模仁和第一导向件能够通过连接环与第一通孔的内壁或第二通孔的内壁抵接而固定于第一模板或第二模板。
48、在一种可能的实施方式中,将所述连接环套设于所述第一模仁、所述第二模仁和所述第一导向件前的加工方法包括:
49、加热所述第一连接环、所述第二连接环和所述第三连接环。
50、第一连接环、第二连接环和第三连接环均是由常见的金属材料、合金、贵金属等材料制成,在加热后内径会变大,能够将其分别套设于第一安装槽、第二安装槽和第三安装槽,冷却后的第一连接环、第二连接环和第三连接环恢复至原来形状使其的至少部分位于第一安装槽、第二安装槽和第三安装槽内。
51、在一种可能的实施方式中,将所述第一模仁和第一导向件分别安装至第一通孔,将所述第二模仁和所述第二导向件分别安装到对应的所述第二通孔前,所述加工方法包括:
52、加热所述第一模板和所述第二模板,所述第一通孔和所述第二通孔的截面积变大。
53、第一通孔和第二通孔的截面积变大后,便于将第二导向件和套设有连接环的第一模仁、第二模仁和第一导向件伸入,在第一模板和第二模板处于常温的状态时,连接环远离安装槽的一侧与第一通孔或第二通孔的内壁抵接,降低第一模仁、第二模仁和第一导向件相对于第一模板和第二模板晃动的可能。
54、本技术实施例还提供一种模压模具的调节方法,适用于上述任一项所述的模压模具,所述调节方法包括:
55、使所述第一模板沿靠近所述第二模板的方向运动,所述第一导向件的定位段伸入所述第二导向件的定位槽。
56、定位段伸入定位槽内后,能够提高第一模板和第二模板的同轴度,之后第一模仁和第二模仁对待加工镜片进行模压,有利于降低加工后的镜片的偏心。
57、在一种可能的实施方式中,所述调节方法还包括:
58、模压待加工镜片;
59、当加工完成的镜片的偏心小于1μm时,所述模压模具调节完成;
60、当加工完成的镜片的偏心大于或等于1μm时,将所述第一模板与所述第二模板扣合,通过所述第一导向件的调节孔调节所述第一导向件和所述第二导向件的同轴度。
61、第一导向件和第二导向件之间可能会出现加工差或在装配的过程中使第一导向件的中心轴和第二导向件的中心轴之间出现偏差,通过调节孔能够调节第一导向件在第一通孔内的位置,进而提高第一导向件和第二导向件的同轴度,能够提高第一导向件与第二导向件的配合精度,有利于提高第一模板和第二模板的同轴度。
62、在一种可能的实施方式中,所述调节方法还包括:
63、模压加工镜片;
64、当加工完成的镜片的偏心小于1μm时,所述模压模具调节完成;
65、当加工完成的镜片的偏心大于或等于1μm时,将所述第一模板与所述第二模板扣合,通过所述第二模仁的调节孔调节所述第二模仁和第一模仁的同轴度。
66、第一模仁和第二模仁之间可能会出现加工差或在装配的过程中使第一模仁的中心轴和第二模仁的中心轴之间出现偏差,通过调节孔能够调节第二模仁在第二通孔内的位置,进而提高与第一模仁的同轴度,有利于降低模压后的镜片的偏心。
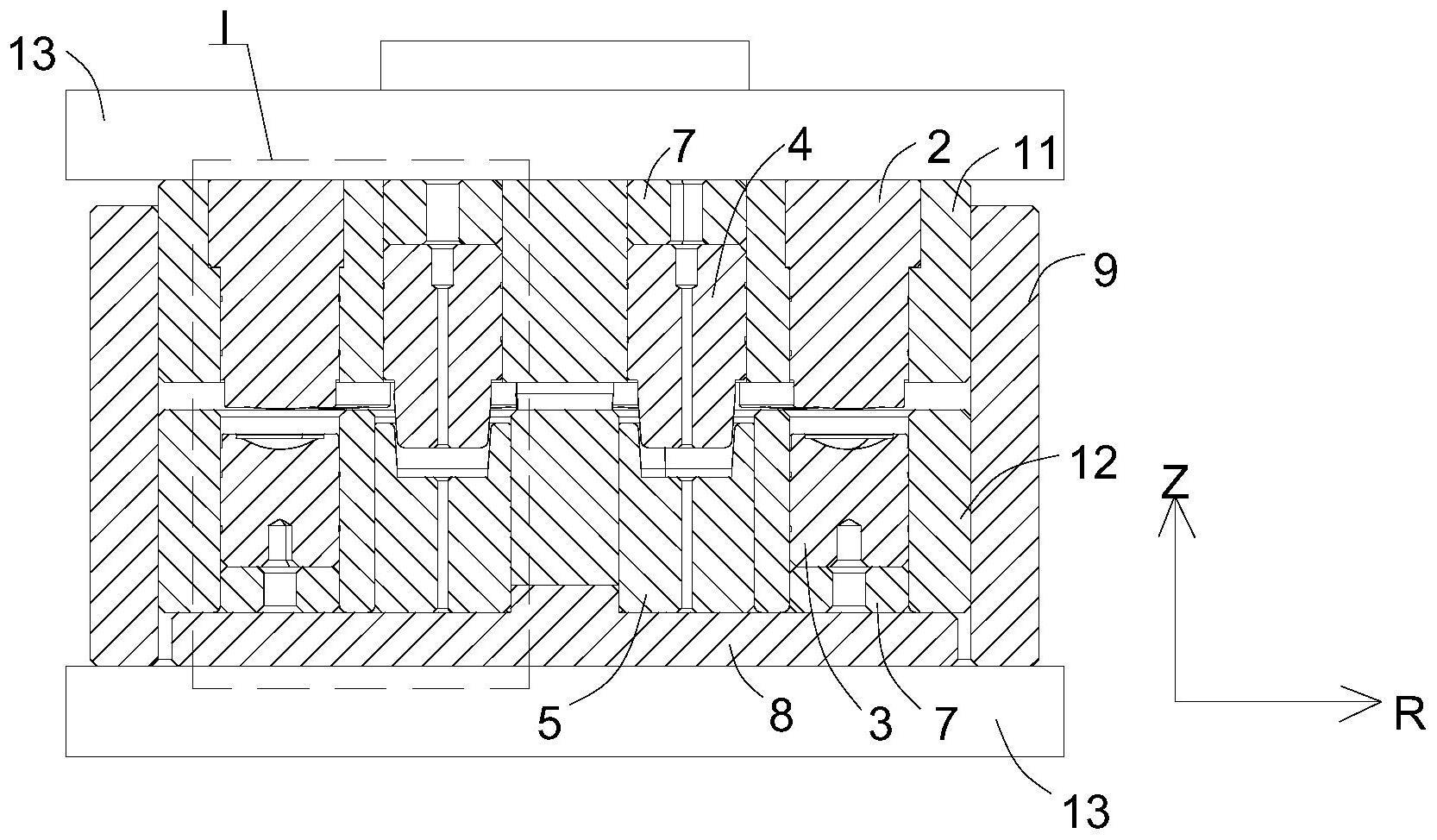
67、本技术实施例提供一种模压模具、加工方法及其调节方法,模压模具包括设置有第一通孔的第一模板和设置有第二通孔的第二模板,至少一个第一通孔内设置有第一导向件,其余第一通孔内设置有第一模仁,第一模仁和第一导向件通过第一连接环和第三连接环固定于第一模板,至少一个第二通孔内设置有第二导向件,其余第二通孔内设置有第二模仁,第二模仁通过第二连接环固定于第二模板。第一导向件设置有定位段,第二导向件设置有定位槽,第一模仁设置有模压段,定位段凸出第一模板的尺寸大于模压段凸出第一模板的尺寸,因此定位段先伸入定位槽,提高第一模板与第二模板的同轴度,模压段再对待加工镜片进行模压,有利于降低模压后的镜片的偏心。
68、应当理解的是,以上的一般描述和后文的细节描述仅是示例性的,并不能限制本技术。
- 还没有人留言评论。精彩留言会获得点赞!