空芯反谐振光纤中间体预制棒的制备方法与流程
1.本发明涉及光纤制造领域,尤其是涉及一种空芯反谐振光纤中间体预制棒的制备方法。
背景技术:
2.目前广泛使用的实芯光纤由于其纤芯石英基质材料的本征缺陷如非线性、色散、光致损伤、紫外中红外不通光等,限制了实芯光纤在通信数据传输,高功率短脉冲激光传输,紫外、中红外、太赫兹、微波传输等领域的应用。空芯光纤作为为微结构光纤的一个重要研究方向,由于其极小的非线性、较低的模式色散、高损伤阈值、宽传输波段及近乎光速的传输速度,有期望突破传统光纤的瓶颈。
3.空芯反谐振光纤是最近发现的一种具有潜在应用的新型空芯光纤,其光纤结构周围环绕空气纤芯的石英毛细管结构层是最核心的部分,此结构可以使特定波长的光谐振至包层外,对不满足谐振条件的光被反射回空气纤芯,通过反谐振反射原理和抑制模式耦合将光能量限制到纤芯中,该光纤中绝大部分光能量(99%以上)在空气纤芯中传输,因此光传输受光纤材料吸收影响小,非线性效应和延迟低,损伤阈值高,在高功率和脉冲激光柔性传输中优势明显,而且可以作为光与物质相互作用的高效平台,在传感等领域发挥重要作用。
4.空芯反谐振光纤制备的主要步骤包括中间体的制作和预制棒拉丝等,其中中间体的制作是光纤结构和性能得以保障的关键过程,在现有技术中公开的研究主要为空芯反谐振光纤结构设计、理论模拟或光纤应用方面的研究,关于空芯反谐振光纤制备尤其是中间体制备工艺的研究少见报道,空芯反谐振光纤结构一般为圆环形包层,包层内壁悬挂多个相同尺寸的毛细管,每个毛细管之间相互不接触,并平均分布在包层内壁上。目前空芯反谐振光纤中间体的制备主要以焊接法为主,这种方法的好处是不使用模具,直接将毛细管通过外部热源焊接到包层套管内壁表面形成初始预制棒,然后将预制棒拉制成中间体。但这种方法存在一定的缺陷,如:(1)毛细管焊接到包层套管内壁时,由于热源的不均匀,每个毛细管与套管的焊接面积不同,且随着套管长度的增加,焊接点也随之增加,导致预制棒的不均匀性会进一步增加,严重影响拉制的中间体结构的纵向均匀性;(2)在焊接过程中定位精度难以保证,毛细管间的物理偏差在拉制中间体的过程中会被放大,进而影响光纤的结构一致性;(3)对外部条件的要求较高,需要提供稳定的热源或其他直接作用手段。
5.因此亟需一种克服毛细管焊接工艺缺陷的空芯反谐振光纤预制棒结构。
技术实现要素:
6.本发明提供了一种空芯反谐振光纤中间体预制棒的制备方法,解决了空芯反谐振光纤预制棒采用焊接制备时纵向均匀性、结构一致性不好的问题。
7.为解决上述技术问题,本发明所采用的技术方案是:一种空芯反谐振光纤中间体
预制棒的制备方法,拉制各第一空心管、第二空心管、中心支撑管和各填充棒;将外套管水平放置,向外套管内放置第一空心管、第二空心管、中心支撑管和各填充棒,第二空心管和第一填充棒沿中心支撑管外壁周向交替布置,第一空心管紧贴外套管内壁,第二空心管紧贴第一空心管远离外套管中心的一侧内壁。
8.优选的方案中,包括第一填充方法:将第一空心管水平放置;将第二空心管贴放在第一空心管内壁;将各填充棒填充至第一空心管内壁和第二空心管外壁之间的空间中形成组合体;外套管水平放置;将组合体贴放在外套管内壁,保证外套管、第一空心管和第二空心管中心呈一条直线且第二空心管布置在远离外套管中心的一侧;在组合体两侧交替放置第一填充棒和其他组合体,同时放入中心支撑管,保证中心支撑管与外套管同心布置,同时调整第二空心管位置使外套管、第一空心管和第二空心管中心呈一条直线且第二空心管布置在远离外套管中心的一侧。
9.优选的方案中,包括第二填充方法:将外套管水平放置;在外套管内放入多个第一空心管;在各第一空心管内放入第二空心管;定位各第一空心管和各第二空心管的位置,使外套管、第一空心管和第二空心管中心呈一条直线且第二空心管布置在远离外套管中心的一侧;向外套管和第二空心管的空隙中填充各填充棒。
10.优选的方案中,还包括空心管定位装置,空心管定位装置包括多个周向布置的定位爪组件,定位爪组件可伸缩,定位爪组件包括多个挑针,挑针贴紧第一空心管或第二空心管内壁,用于定位第一空心管或第二空心管的位置。
11.优选的方案中,定位爪组件包括端块,端块上沿周向设有多个转块,转块上设有偏心布置的挑针,端块中部设有可转动的大头压钉,大头压钉端部压住各转块。
12.优选的方案中,空心管定位装置包括多个可向中心聚拢的叶片板,各叶片板上设有导套,端块一端设有导杆,导杆与导套滑动套接。
13.优选的方案中,空心管定位装置还包括转动盘和大齿盘,转动盘和大齿盘同轴转动,大齿盘沿周向设有多个拉动片,拉动片两端分别与叶片板和大齿盘铰接。
14.优选的方案中,还包括固定盘,固定盘与转动盘转动连接,固定盘沿周向设有多个直槽,直槽长度方向沿固定盘径向布置,导套卡在直槽中滑动。
15.优选的方案中,还设有底座,固定盘与底座固定连接,固定盘上设有可转动的第一小齿轮,第一小齿轮一侧设有可转动的第二小齿轮和蜗轮,第一小齿轮与第二小齿轮啮合转动,第二小齿轮和蜗轮中轴连接,底座上设有可转动蜗杆,蜗杆与蜗轮啮合转动。
16.优选的方案中,蜗杆一端设有手轮或电机。
17.本发明的有益效果为:通过在外套管内壁的空心管间设置间隔元件填充缝隙,两端形成稳定的支撑结构,保证管间的均匀性及稳定性;通过空心管和填充棒间的相互支撑
来实现定位,工艺简单、成本低;在光纤拉制过程中被光纤拉丝塔加热时第一空心管和第二空心管会自然的均匀焊接到外套管内壁,无需预先焊接;采用空心管定位装置指导各空心管的位置,可快速一次性定准各空心管位置。
附图说明
18.下面结合附图和实施例对本发明作进一步说明。
19.图1是本发明的预制棒正面示意图。
20.图2是本发明的预制棒端面示意图。
21.图3是本发明的预制棒中部截面图。
22.图4是空心管为奇数时预制棒截面图。
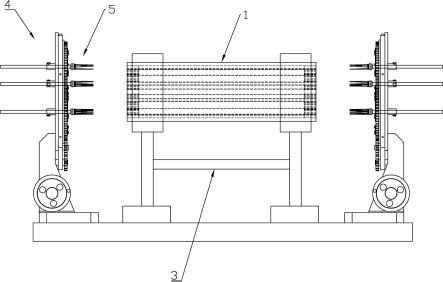
23.图5是本发明的实施示意图。
24.图6是本发明的空心管定位装置示意图。
25.图7是本发明的空心管定位装置爆炸图。
26.图8是本发明的空心管定位装置正视图。
27.图9是叶片板内缩示意图。
28.图10是转动盘卡接连接局部图。
29.图11是本发明的定位爪组件滑动结构示意图。
30.图12是本发明的定位爪组件示意图。
31.图13是定位爪扩张示意图。
32.图14是本发明的定位爪剖视图。
33.图中:外套管1;第一空心管101;第二空心管102;中心支撑管103;第一填充棒104;第二填充棒105;第三填充棒106;第四填充棒107;第五填充棒108;填充支撑结构2;预制棒托架3;空心管定位装置4;固定盘401;转动盘402;大齿盘403;拉动片404;叶片板405;直槽406;第一转柱407;弧形槽408;第二转柱409;卡销410;环槽411;定位爪组件5;挑针501;转块502;转轴503;大头压钉504;碟簧505;挡块506;插销507;端块508;导杆509;导套510;锁紧旋钮511;第一小齿轮6;第二小齿轮7;蜗轮8;蜗杆9;手轮10;底座11。
具体实施方式
34.如图1-14中,一种空芯反谐振光纤中间体预制棒的制备方法,拉制各第一空心管101、第二空心管102、中心支撑管103和各填充棒,第一空心管101的直径大于第二空心管102,但二者数量相同;将外套管1水平放置,向外套管1内放置第一空心管101、第二空心管102、中心支撑管103和各填充棒,第二空心管102和第一填充棒104沿中心支撑管103外壁周向交替布置,第一空心管101紧贴外套管1内壁,第二空心管102紧贴第一空心管101远离外套管1中心的一侧内壁。
35.外套管1内靠近两端处设有填充支撑结构2,填充支撑结构2包括中心支撑管103,中心支撑管103与外套管1同心布置,外套管1内壁沿周向设有多个第一空心管101,第一空心管101端部设在中心支撑管103外壁和外套管1内壁之间,填充支撑结构2还包括第一填充棒104,多个第一填充棒104沿周向布置在外套管1内靠近两端处,各第一填充棒104设在相
邻第一空心管101之间。
36.填充支撑结构2只在预制棒两端,中间不存在,起到定位支撑作用,预制棒竖直进入拉丝炉时,填充支撑结构2与各空心管由于紧密贴近,具有一定摩擦力,填充支撑结构2不会掉落,加热后,填充支撑结构2会跟随外套管及空心管形变,被熔融一体,空心管也随着拉制过程被熔融焊接在外套管1内壁。
37.中心支撑管103也可采用实心棒,但由于直径较大,重量较重,竖直拉制时摩擦力不够易脱落,故改成空心。
38.第一填充棒104与相邻的第一空心管101外壁和外套管1内壁相切或第一填充棒104与相邻的第一空心管101外壁和中心支撑管103外壁相切。
39.第一空心管101内设有第二空心管102,第二空心管102设在第一空心管101中心与外套管1中心连线上,第二空心管102外壁与第一空心管101远离外套管1中心的一侧的内壁相切。
40.空心管周向均布,周向排布数量可以是奇数或是偶数,可以是单空心管或是多空心管嵌套,多空心管嵌套时需要在远离外套管1中心的一侧相切,反谐振效果更好。
41.对于单空心管式的反谐振结构,只需要在相邻空心管之间插入第一填充棒104,第一填充棒104抵靠两个第一空心管101,对于多空心管式嵌套的反谐振结构,还需要在第二空心管102内填充多个填充棒。
42.第一空心管101内两端还设有多个填充棒,多个填充棒设在第二空心管102外壁和第一空心管101内壁之间,多个填充棒直径可以相同也可以不同,但是直径需要预先计算好,调整好公差,提高配合紧密度。
43.填充支撑结构2还包括第二填充棒105、第三填充棒106、第四填充棒107和第五填充棒108,第二填充棒105、第三填充棒106、第四填充棒107和第五填充棒108设在第二空心管102内,第二填充棒105设在第一空心管101内第二空心管102的对侧,第三填充棒106设在第二填充棒105和第二空心管102的两侧,第四填充棒107和第五填充棒108分别设在第三填充棒106两侧。
44.第二填充棒105加第二空心管102的直径就等于第一空心管101内壁直径,然后再选用第三填充棒106保证与第一空心管101内切,如果有必要,再选用第四填充棒107和第五填充棒108等,使填充紧密。
45.优选的方案中,包括第一填充方法:将第一空心管101水平放置;将第二空心管102贴放在第一空心管101内壁;将各填充棒填充至第一空心管101内壁和第二空心管102外壁之间的空间中形成组合体;外套管1水平放置;将组合体贴放在外套管1内壁,保证外套管1、第一空心管101和第二空心管102中心呈一条直线且第二空心管102布置在远离外套管1中心的一侧;在组合体两侧交替放置第一填充棒104和其他组合体,同时放入中心支撑管103,保证中心支撑管103与外套管1同心布置,同时调整第二空心管102位置使外套管1、第一空心管101和第二空心管102中心呈一条直线且第二空心管102布置在远离外套管1中心的一
侧。
46.优选的方案中,包括第二填充方法:将外套管1水平放置在预制棒托架3上;在外套管1内放入多个第一空心管101;在各第一空心管101内放入第二空心管102;定位各第一空心管101和各第二空心管102的位置,使外套管1、第一空心管101和第二空心管102中心呈一条直线且第二空心管102布置在远离外套管1中心的一侧;向外套管1和第二空心管102的空隙中填充各填充棒。
47.预制棒制作完成后可用聚四氟乙烯带进行两端固定,增加摩擦力,等到进拉丝炉前解开。
48.第一种方法主要思路是将各组合体分别填充完毕后,在将多个组合体填充到外套管1内,工艺拆分后比较适合模块化生产,但是组合体填充到外套管1时需要调整第二空心管102的朝向;第二种方法的思路是,首先直接固定第一空心管101和第二空心管102的位置,然后全面填充各间隙,但是需要固定装置来支撑各空心管。
49.因此,优选的方案中,还包括空心管定位装置4,空心管定位装置4包括多个周向布置的定位爪组件5,定位爪组件5可伸缩,定位爪组件5包括多个挑针501,挑针501贴紧第一空心管101或第二空心管102内壁,用于定位第一空心管101或第二空心管102的位置。
50.挑针501为多段结构,根部粗,强度高,外端细,方便插入更细的空心管。
51.定位爪组件5作为定位指导工装而存在,帮助调整第一填充方法中第二空心管102的朝向以及第二填充方法中各空心管的支撑装置。
52.优选的方案中,定位爪组件5包括端块508,端块508上沿周向设有多个转块502,端块508设有多个孔,转块502中心设有转轴503,转轴503插入孔中转动,挑针501偏心布置在转块502端面,转块502转动时,挑针501偏心转动,挑针501各彼此靠近或远离,如图12-13,可适应不同的管径,既可以卡住第一空心管101又能满足第二空心管102,为了驱动转块502以及防止转块502脱出,端块508中部设有可转动的大头压钉504,大头压钉504设有锥面,转块502也相应的设有锥面,最好涂覆摩擦层,大头压钉504锥面压住各转块502的锥面,同时驱动多个转块502转动。
53.转块502设有缺口结构,方便大头压钉504拆装,大头压钉504端部套接碟簧505,再套上挡块506,最后插上插销507将各转块502压在端块508上。
54.优选的方案中,空心管定位装置4包括多个可向中心聚拢的叶片板405,各叶片板405上设有导套510,端块508一端设有导杆509,导杆509与导套510滑动套接,导套510上设有螺纹连接的锁紧旋钮511,可锁定导杆509。
55.优选的方案中,空心管定位装置4还包括转动盘402和大齿盘403,转动盘402沿周向设有多个第一转柱407,大齿盘403沿周向设有多段贯通的弧形槽408,各第一转柱407卡在各弧形槽408中滑动,转动盘402和大齿盘403同轴转动,大齿盘403沿周向设有多个第二转柱409,第二转柱409上设有转动连接的拉动片404,拉动片404另一端与叶片板405铰接。
56.大齿盘403被驱动转动时,各叶片板405内缩或外张,改变各定位爪组件5的位置半径,使其适应不同直径的预制棒的需要,但是由于定位爪组件5为行走轨迹为螺旋线,制作
其他直径的预制棒时,定位爪组件5位置扭转的一定角度,操作姿态别扭,不太满足操作者的习惯。
57.因此,优选的方案中,还包括固定盘401,固定盘401与转动盘402转动连接,转动盘402外壁设有环槽411,固定盘401沿周向设有多个卡销410,卡销410卡在环槽411中滑动,固定盘401沿周向设有多个直槽406,直槽406长度方向沿固定盘401径向布置,导套510卡在直槽406中滑动。
58.导套510在直槽406限位下使得定位爪组件5的移动轨迹为直线对心或离心移动,比较符合操作者的习惯。
59.优选的方案中,还设有底座11,固定盘401与底座11固定连接,固定盘401上设有可转动的第一小齿轮6,第一小齿轮6一侧设有可转动的第二小齿轮7和蜗轮8,第一小齿轮6与第二小齿轮7啮合转动,第二小齿轮7和蜗轮8中轴连接,底座11上设有可转动蜗杆9,蜗杆9与蜗轮8啮合转动。
60.优选的方案中,蜗杆9一端设有手轮10或电机,方便手动或自动控制定位爪组件5的位置半径。
61.空心管定位装置4有多种使用方法,第一种为:将外套管1放置在预制棒托架3上,调整好水平位置,在预制棒托架3两端安装空心管定位装置4,空心管定位装置4距离外套管1端面合适距离;将各第一空心管101放入外套管1内,再将每个第一空心管101内放置一个第二空心管102;转动调整蜗杆9,调整各定位爪组件5的位置半径为设定半径,转动大头压钉504调整挑针501位置,使多个挑针501的最大包围轮廓直径接近第二空心管102内径,导杆509前伸并插入第二空心管102内,锁定锁紧旋钮511;在预制棒托架3另一端的空心管定位装置4上作同样操作,第二空心管102即被架起,按照此方法将各第二空心管102挑起,各第一空心管101此时处于自然下垂状态,向外套管1填充第一填充棒104,固定第一空心管101的位置;向各第一空心管101内填充各填充棒。
62.第二种为:将外套管1放置在预制棒托架3上,调整好水平位置,在预制棒托架3两端安装空心管定位装置4,空心管定位装置4距离外套管1端面合适距离;将各第一空心管101放入外套管1内,再将每个第一空心管101内放置一个第二空心管102;转动调整蜗杆9调整各定位爪组件5的位置半径为设定半径,转动大头压钉504调整挑针501位置,使多个挑针501的最大包围轮廓直径接近第一空心管101内径,导杆509前伸并插入第一空心管101内,锁定锁紧旋钮511;向外套管1填充第一填充棒104,固定第一空心管101的位置;转动调整蜗杆9,增大各定位爪组件5的位置半径,缩小挑针501开度,导杆509前伸并使挑针501插入第二空心管102;在预制棒托架3另一端的空心管定位装置4上作同样操作,第二空心管102即被架起,按照此方法将各第二空心管102挑起;
向各第一空心管101内填充各填充棒。
63.第三种方法:将第一空心管101水平放置;将第二空心管102贴放在第一空心管101内壁;将各填充棒填充至第一空心管101内壁和第二空心管102外壁之间的空间中形成组合体;外套管1水平放置;将组合体贴放在外套管1内壁,此时其中一个导杆509前伸,其上的挑针501开度调整为对应第二空心管102,转动组合体使第二空心管102孔口能够插入该组挑针501,说明第二空心管102定位准确;在组合体两侧交替放置第一填充棒104和其他组合体,同时放入中心支撑管103,保证中心支撑管103与外套管1同心布置,同时将其余定位爪组件5前伸并调整挑针501,调整第二空心管102位置使各定位爪组件5都能插入各第二空心管102,说明所有空心管位置都对准。
64.第三种方法对应第一填充法,第一、二种方法对应第二填充法。
65.上述的实施例仅为本发明的优选技术方案,而不应视为对于本发明的限制,本发明的保护范围应以权利要求记载的技术方案,包括权利要求记载的技术方案中技术特征的等同替换方案为保护范围。即在此范围内的等同替换改进,也在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1