AlN接合体的制作方法
aln接合体
技术领域
1.本发明涉及aln接合体。
背景技术:
2.以往,已知有一种陶瓷加热器,该陶瓷加热器具备:aln制的板,其具有供晶片载放的晶片载放面且内置有电阻发热体;以及aln制的筒状轴,其接合于板的与晶片载放面相反一侧的背面(参考专利文献1)。
3.现有技术文献
4.专利文献
5.专利文献1:日本特许第6878677号公报
技术实现要素:
6.上述陶瓷加热器是将例如包含5质量%的三氧化二钇的aln制的板和包含5质量%的三氧化二钇的aln制的筒状轴涂抹助熔剂进行接合而制造的。近年来,为了利用热电偶测定板的外周温度,有时在板上设置热电偶用的沟。另外,作为在晶片成膜时的对策,有时在板上设置气体吹扫用的沟。因此,对在像这样的形成有沟的板上接合筒状轴进行了研究。结果可知:现有的接合方法中,产生以沟为起点的裂纹。产生裂纹是因为接合时的压制压力较高。
7.本发明是为了解决上述课题而实施的,其主要目的在于,提供良好地接合且没有裂纹的aln接合体。
8.对于本发明的aln接合体的一个方案,其是将第一aln部件和第二aln部件进行接合得到的aln接合体,
9.所述第一aln部件的三氧化二钇含有率为检测极限以下,
10.所述第二aln部件含有三氧化二钇。
11.对于本发明的aln接合体的另一方案,其是将第一aln部件和第二aln部件进行接合得到的aln接合体,
12.所述第一aln部件具有由接合形成的第一扩散层,
13.所述第二aln部件具有由接合形成的第二扩散层,
14.所述第一aln部件的除所述第一扩散层以外的部分的三氧化二钇含有率为检测极限以下,
15.所述第二aln部件的除所述第二扩散层以外的部分含有三氧化二钇。
附图说明
16.图1是aln接合体10的主视图。
17.图2是aln接合体20的主视图。
18.图3是aln接合体30的主视图。
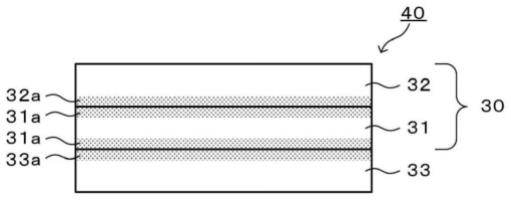
19.图4是aln接合体40的主视图。
20.图5是陶瓷加热器50的纵截面图。
21.图6是陶瓷加热器50的制造工序图。
22.图7是陶瓷加热器60的纵截面图。
23.符号说明
24.10、20、30、40
…
aln接合体,11、31
…
第一aln部件,12、32
…
第二aln部件,13、33
…
第三aln部件,31a
…
第一扩散层,32a
…
第二扩散层,33a
…
第三扩散层,50
…
陶瓷加热器,51
…
中间环,52
…
圆形板,52a
…
晶片载放面,52b
…
电阻发热体,52c
…
热电偶沟,53
…
筒状轴,53a
…
凸缘,60
…
陶瓷加热器,61
…
第一圆形板,61c
…
直线沟,62
…
第二圆形板,62a
…
晶片载放面,62b
…
电阻发热体,63
…
第三圆形板,63c
…
贯通孔,64
…
筒状轴,64a
…
凸缘部,65
…
层叠板,66
…
热电偶沟。
具体实施方式
25.以下,参照附图,对本发明的优选实施方式进行说明。图1~图4是aln接合体10~40的主视图,图5是陶瓷加热器的纵截面图(以包括中心轴在内的面切断时的截面图)。以下的说明中,上下、左右、前后如图1所示。应予说明,上下、左右、前后只不过是相对的位置关系。本说明书中表示数值范围的“~”以包含其前后记载的数值作为下限值及上限值的含义进行使用。
26.图1所示的aln接合体10是采用助熔剂(接合用的糊料)将第一aln部件11和第二aln部件12进行接合得到的。作为助熔剂,例如可以采用包含氧化钙(cao)、氧化铝(al2o3)以及三氧化二钇(y2o3)的材料。第一aln部件11和第二aln部件12为相同大小的圆板部件。第一aln部件11的三氧化二钇含有率为检测极限以下,第二aln部件12含有三氧化二钇。第二aln部件12的三氧化二钇含有率优选为0.07质量%以上。第一aln部件11优选包含选自由除三氧化二钇以外的稀土金属氧化物、氧化镁(mgo)及二氧化钛(tio2)构成的组中的至少1种氧化物。氧化物的总添加量可以为例如0.1~3质量%。作为稀土氧化物,例如可以举出:二氧化铈(ceo2)、氧化钐(sm2o3)等。第一aln部件11优选包含除三氧化二钇以外的稀土金属氧化物或氧化镁和二氧化钛,更优选包含氧化镁和二氧化钛。
27.图2所示的aln接合体20是采用助熔剂在aln接合体10的第一aln部件11的与第二aln部件12的接合面相反一侧的面接合第三aln部件13得到的。作为助熔剂,例如可以采用包含氧化钙、氧化铝以及三氧化二钇的材料。第三aln部件13为与第一及第二aln部件11、12相同大小的圆板部件。第三aln部件13含有三氧化二钇。第三aln部件13的三氧化二钇含有率优选为0.07质量%以上。
28.图3所示的aln接合体30是采用助熔剂将第一aln部件31和第二aln部件32进行接合得到的。作为助熔剂,例如可以采用包含氧化钙(cao)、氧化铝(al2o3)以及三氧化二钇(y2o3)的材料。第一aln部件31和第二aln部件32为相同大小的圆板部件。第一aln部件31具有由接合形成的第一扩散层31a。第二aln部件32具有由接合形成的第二扩散层32a。第一及第二扩散层31a、32a为助熔剂成分进行扩散得到的层。第一aln部件31的除第一扩散层31a以外的部分的三氧化二钇含有率为检测极限以下,第二aln部件32的除第二扩散层32a以外的部分含有三氧化二钇。第二aln部件32的除第二扩散层32a以外的部分的三氧化二钇含有
率优选为0.07质量%以上。第一aln部件31优选包含选自由除三氧化二钇以外的稀土金属氧化物、氧化镁(mgo)及二氧化钛(tio2)构成的组中的至少1种氧化物。氧化物的总添加量可以为例如0.1~3质量%。作为稀土氧化物,例如可以举出:二氧化铈(ceo2)、氧化钐(sm2o3)等。第一aln部件31优选包含除三氧化二钇以外的稀土金属氧化物或氧化镁和二氧化钛,更优选包含氧化镁和二氧化钛。
29.图4所示的aln接合体40是采用助熔剂在aln接合体30的第一aln部件31的与第二aln部件32的接合面相反一侧的面接合第三aln部件33得到的。作为助熔剂,例如可以采用包含氧化钙、氧化铝以及三氧化二钇的材料。第三aln部件33为与第一及第二aln部件31、32相同大小的圆板部件。第一aln部件31具有由与第三aln部件33的接合形成的另一第一扩散层31a。第三aln部件33具有由接合形成的第三扩散层33a。第三扩散层33a为助熔剂成分扩散得到的层。第一aln部件31的除2个第一扩散层31a以外的部分的三氧化二钇含有率为检测极限以下。第三aln部件33的除第三扩散层33a以外的部分含有三氧化二钇。第三aln部件33的除第三扩散层33a以外的部分的三氧化二钇含有率优选为0.07质量%以上。
30.图5所示的陶瓷加热器50具备:圆形板52,其具有晶片载放面52a且植入有电阻发热体52b;筒状轴53,其直径比圆形板52的直径小;以及中间环51,其夹于圆形板52与筒状轴53之间。圆形板52在内部具有沿着半径方向设置的热电偶沟52c。筒状轴53在与圆形板52对置一侧具有凸缘53a。中间环51和圆形板52采用助熔剂进行接合,中间环51和筒状轴53也采用助熔剂进行接合。作为助熔剂,例如可以采用包含氧化钙、氧化铝以及三氧化二钇的材料。对于接合方法,如图6所示,首先,按圆形板52的晶片载放面52a朝下的方式将圆形板52载放于作业台,在与晶片载放面52a相反一侧的面呈环状涂布助熔剂p,在助熔剂p上载放中间环51,在中间环51的上表面涂布助熔剂p,将筒状轴53按凸缘53a朝下的方式载放于助熔剂p上。在该状态下,自上方向凸缘53a施加载荷(例如10~40kg/cm2),于规定的接合温度(例如1600~1700℃)进行处理。图5中,圆形板52相当于上述的第二aln部件12、32,筒状轴53相当于上述的第三aln部件13、33,中间环51相当于上述的第一aln部件11、31。应予说明,作为在晶片成膜时的对策,可以在圆形板52设置气体吹扫用的沟,以此代替热电偶沟52c,或者,除了设置热电偶沟52c以外,作为在晶片成膜时的对策,可以在圆形板52设置气体吹扫用的沟。
31.图7所示的陶瓷加热器60具备:第二圆形板62,其具有晶片载放面62a且植入有电阻发热体(加热器)62b;第三圆形板63,其与筒状轴64接合;以及第一圆形板61,其夹于第二圆形板62与第三圆形板63之间。第一~第三圆形板61~63采用助熔剂彼此接合而形成层叠板65。作为助熔剂,例如可以采用包含氧化钙、氧化铝以及三氧化二钇的材料。层叠板65在内部具有沿着半径方向设置的热电偶沟66。热电偶沟66由形成于第一圆形板61的直线沟61c和沿着上下方向贯穿第三圆形板63的贯通孔63c构成。筒状轴64在与第三圆形板63对置一侧具有凸缘64a,凸缘64a与第三圆形板63接合。可以按照图6进行接合。图7中,第二圆形板62相当于上述的第二aln部件12、32,第三圆形板63相当于上述的第三aln部件13、33,第一圆形板61相当于上述的第一aln部件11、31。应予说明,作为在晶片成膜时的对策,可以在层叠板65设置气体吹扫用的沟,以此代替热电偶沟66,或者,除了设置热电偶沟66以外,作为在晶片成膜时的对策,可以在层叠板65设置气体吹扫用的沟。
32.根据以上详细说明的实施方式的aln接合体10~40、陶瓷加热器50、60,能够以低
载荷将各部件接合。因此,良好地接合,并且,不易在各部件产生裂纹。另外,接合用的助熔剂的渗出量变少,使用时产生的微粒的量也变少。此外,各部件的变形变少。
33.应予说明,本发明并不受上述实施方式的任何限定,当然只要属于本发明的技术范围就可以以各种方案进行实施。
34.例如,上述实施方式中,作为第一~第三aln部件11~13例示了相同大小的圆板部件,但不限定于此。例如,第一~第三aln部件11~13可以分别为形状不同、大小不同的部件。第一~第三aln部件31~33也是同样的。
35.上述实施方式中,采用助熔剂(接合用的糊料),不过,可以采用接合用的片材来代替助熔剂。
36.另外,可以利用包含三氧化二钇的较厚aln板彼此夹着不含三氧化二钇(检测极限以下)的较薄aln板进行烧成,由此得到热传导率高的层叠型aln板。对于aln板,三氧化二钇含有率越高,热传导率越高。得到的层叠型aln板中,包含三氧化二钇的板所占据的比例较多,因此,热传导率良好。
37.当利用板的接合在板内设置热电偶沟、气体沟等时,能够以更低的压力进行烧成,从而能够预防变形,并且,能够制作热传导率良好的板。
38.通过将包含三氧化二钇的氮化铝和三氧化二钇为检测极限以下的氮化铝交替重叠,还能够重叠3层以上。
39.实施例
40.以下,对本发明的实施例进行说明。应予说明,以下的实施例对本发明没有任何限定作用。
41.[实施例1]
[0042]
1.圆形板的制作
[0043]
向aln原料粉末中添加y2o3粉末,利用球磨机进行混合,制成混合粉末,将该混合粉末利用喷雾干燥进行颗粒化。按相对于整体为5质量%的方式添加y2o3粉末。接下来,采用得到的颗粒,制作圆盘形状的成型体。然后,对该成型体进行热压烧成,由此制作作为aln烧结体的圆形板。热压烧成中,使烧成时的最高温度(烧成温度)为1650~1850℃,使于烧成温度的保持时间为2小时,使压制压力为20mpa,使气氛为氮气氛。
[0044]
2.筒状轴的制作
[0045]
向aln原料粉末中添加硝酸钇水合物,利用球磨机进行混合,制成混合粉末,将该混合粉末利用喷雾干燥进行颗粒化。按烧结体中的含量为5质量%的方式添加y2o3粉末。接下来,采用得到的颗粒,制作成型体。然后,对该成型体进行常压烧成,由此制作aln烧结体(筒状轴)。使烧成时的最高温度(烧成温度)为1750~1900℃,使于烧成温度的保持时间为1~5小时,使气氛为氮气氛。
[0046]
3.中间环的制作
[0047]
向aln原料粉末中添加mgo粉末、tio2粉末,利用球磨机进行混合,制成混合粉末,将该混合粉末利用喷雾干燥进行颗粒化。按烧结体中的含量为1质量%的方式添加mgo粉末,按烧结体中的含量为0.5质量%的方式添加tio2粉末。接下来,采用得到的颗粒,制作成型体。然后,对该成型体进行热压烧成,由此制作aln烧结体。热压烧成中,使烧成时的最高温度(烧成温度)为1750~1850℃,使于烧成温度的保持时间为1~5小时,使压制压力为
20mpa,使气氛为氮气氛。利用机械加工将烧成后的板的中央部挖去,制作厚度3mm的中间环。应予说明,中间环可以在成型为环形后进行烧成。
[0048]
4.接合体的制作
[0049]
如下制备助熔剂(接合用的糊料)。糊料按如下工序进行制作:(a)将cao、al2o3以及y2o3按合计为100且质量比为35~40:42~47:17~22进行混合,得到混合粉,将该混合粉于1330~1390℃进行热处理,得到合成粉;(b)将合成粉和aln粉末按质量比100:60~70进行混合后,粉碎成平均粒径为30μm以下,得到粉碎粉;(c)以乙醇为溶剂进行混炼。采用圆形板、筒状轴、中间环及助熔剂,如下制作接合体(附带有轴的板)。像图6那样,自下方依次将圆形板、糊料、中间环、糊料、筒状轴层叠。接合以最高温度1600~1700℃、载荷10~40kg/cm2、氮气氛进行。应予说明,可以采用接合用的片材来代替助熔剂。
[0050]
5.评价
[0051]
针对得到的接合体,利用超声波探伤装置检查接合面有无缺陷,结果,在接合面没有确认到缺陷。另外,对接合面的sem照片进行观察,结果,在接合面没有看到缺陷,确认具有良好的接合性。对接合体的外观进行观察,结果,圆形板和筒状轴为白色,中间环为灰色(认为是tio2的影响)。在中间环看到助熔剂成分向与圆形板的接合面附近、与筒状轴的接合面附近扩散得到的扩散层,利用高频电感耦合等离子体发光分析(icp-aes9)对除这些扩散层以外的部分的y2o3含有率进行测定,结果为检测极限以下(5质量ppm以下)。在圆形板的与中间环的接合面附近看到扩散层,同样地测定除该扩散层以外的部分的y2o3含有率,结果为5质量%。在筒状轴的与中间环的接合面附近看到扩散层,同样地测定除该扩散层以外的部分的y2o3含有率,结果为5质量%。另外,接合强度按照jis1601以4点弯曲方式进行测定,结果为370mpa。
[0052]
[比较例1]
[0053]
采用与实施例1同样的圆形板和筒状轴,如下制作接合体。即,在圆形板与筒状轴之间涂布与实施例1同样的助熔剂,进行接合。接合以最高温度1630℃、载荷80kg/cm2、氮气氛进行。肉眼观察得到的接合体,结果,在圆形板产生了裂纹。
[0054]
[比较例2]
[0055]
采用与实施例1同样的圆形板和筒状轴,如下制作接合体。即,在圆形板与筒状轴之间涂布与实施例1同样的助熔剂,进行接合。接合以最高温度1630℃、载荷40kg/cm2、氮气氛进行。得到的接合体的接合强度较低,由sem观察结果确认到在接合界面凝聚有助熔剂。
[0056]
应予说明,上述实施例1中,将包含5质量%的三氧化二钇的圆形板和包含5质量%的三氧化二钇的筒状轴夹着三氧化二钇为低浓度的中间环进行接合,不过,可以将包含5质量%的三氧化二钇的圆形板和三氧化二钇为低浓度的筒状轴不夹着中间环进行接合。
[0057]
另外,可以将包含数质量%的三氧化二钇的圆形板和包含浓度比圆形板低的三氧化二钇的筒状轴夹着三氧化二钇浓度比圆形板及筒状轴低的中间环进行接合。这种情况下,通过采用三氧化二钇为检测极限以下的中间环,能够得到强度更高的接合体。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1