玻璃瓶口快速成型口模的制作方法
本技术涉及一种玻璃模具,具体涉及一种瓶口具有把手的玻璃瓶瓶口快速成型口模。
背景技术:
1、玻璃瓶粗坯的压吹加工方法是将瓶子通过冲压总成压一次,再吹一次即可形成瓶子粗坏,其在制造过程中需要依赖相应的模具。然而,现有的玻璃瓶口模具不易于瓶口侧具有把手的玻璃瓶(如加仑瓶)成型,且使玻璃瓶把手具有不饱满,有气泡,出模成型率低等使用缺陷,从而严重影响产品质量,增加生产成本。
技术实现思路
1、本实用新型的目的是提供一种玻璃瓶口快速成型口模,该模具不仅能使把手与瓶口一体成型,也能提高玻璃产品光洁度及强度。同时,该模具也易于把手成型出模。
2、为了达到上述技术目的,本实用新型的技术方案是:
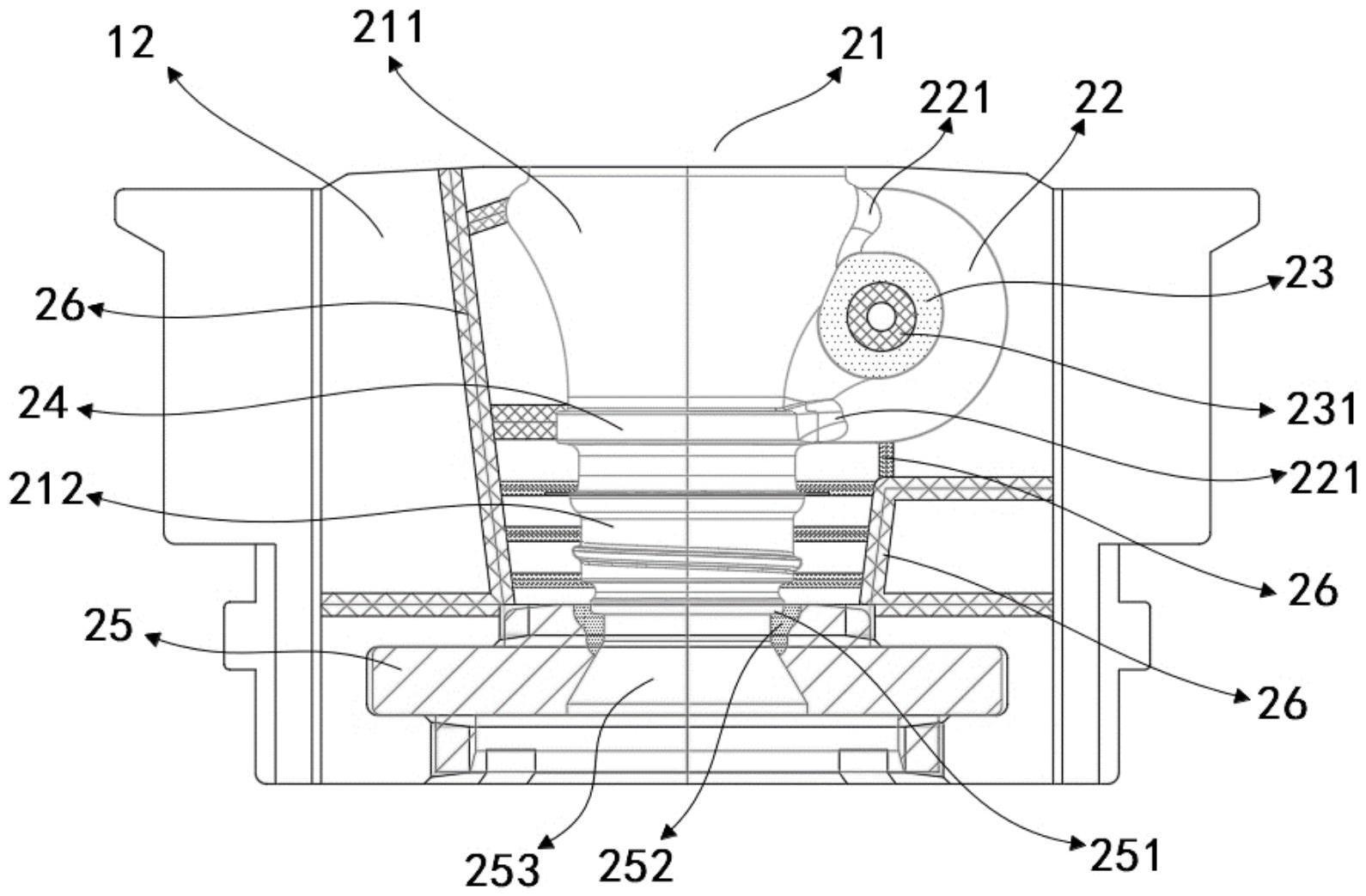
3、玻璃瓶口快速成型口模,包括彼此面对面配合的左半模和右半模,所述左半模和右半膜之间构成瓶口成型腔和把手成型腔,所述把手成型腔位于瓶口成型腔一侧,所述把手成型腔和瓶口成型腔之间的挽孔成型柱上设置有热传递孔,所述热传递孔内设置有散热柱;所述瓶口成型腔依次包括瓶颈成型腔、瓶口螺纹成型腔和口环定位腔,所述口环定位腔内设置有口环,在瓶口螺纹成型腔一侧,所述口环设置有供瓶口成型的环形凹台。
4、所述环形凹台设置在耐磨层上。耐磨层是通过在口环上喷焊处理而成,喷焊处理是采用合金粉末作为填充材料,通过加热粉末材料,竖直向下喷射到口环边缘处的表面。耐磨层不仅能提高口环强度,使口环耐用,同时也便于瓶口边缘成型。
5、所述口环还具有供冲头冲入瓶口成型腔的冲头穿孔。
6、所述散热柱为铜棒。
7、所述把手成型腔设置在瓶颈成型腔一侧。
8、所述把手成型腔与瓶口成型腔之间设置有把手加固腔。把手加固腔的深度由把手成型腔向瓶口成型腔逐渐变深,把手加固强腔能增加把手与瓶口之间玻璃的厚度,以提高把手与瓶口连接强度,避免把手断裂。
9、所述瓶颈成型腔和瓶口螺纹成型腔之间设置有瓶颈加固腔,瓶颈加固腔能增加瓶颈与螺纹之间玻璃的厚度,以提高玻璃产品强度及质量。
10、在左半模和右半模的配合面上,所述左半模和/或右半模上设置有供瓶口成型腔排气的排气槽。通过排气槽排出瓶口成型腔内的气体,能避免玻璃产品上形成气泡。
11、本实用新型通过环形凸台与瓶口螺纹成型腔配合使用,不仅便于瓶口边缘成型,也能使瓶口边缘圆润,美观。
12、本实用新型通过散热柱提高把手部的散热效率,使把手部快速冷却,避免把手部位因温度较高,玻璃溶液未冷却而影响开模效果。
13、本实用新型不仅能使把手和螺纹瓶口一体成型,也便于把手成型脱模,提高玻璃产品生产效率。同时,通过该模具生产的玻璃瓶产品美观耐用。
技术特征:
1.玻璃瓶口快速成型口模,其特征在于:包括彼此面对面配合的左半模和右半模,所述左半模和右半膜之间构成瓶口成型腔和把手成型腔,所述把手成型腔位于瓶口成型腔一侧,所述把手成型腔和瓶口成型腔之间的挽孔成型柱上设置有热传递孔,所述热传递孔内设置有散热柱;所述瓶口成型腔依次包括瓶颈成型腔、瓶口螺纹成型腔和口环定位腔,所述口环定位腔内设置有口环,在瓶口螺纹成型腔一侧,所述口环设置有供瓶口成型的环形凹台。
2.根据权利要求1所述的玻璃瓶口快速成型口模,其特征在于:所述环形凹台设置在耐磨层上。
3.根据权利要求1所述的玻璃瓶口快速成型口模,其特征在于:所述口环还具有供冲头冲入瓶口成型腔的冲头穿孔。
4.根据权利要求1所述的玻璃瓶口快速成型口模,其特征在于:所述散热柱为铜棒。
5.根据权利要求1所述的玻璃瓶口快速成型口模,其特征在于:所述把手成型腔设置在瓶颈成型腔一侧。
6.根据权利要求1所述的玻璃瓶口快速成型口模,其特征在于:所述把手成型腔与瓶口成型腔之间设置有把手加固腔。
7.根据权利要求1所述的玻璃瓶口快速成型口模,其特征在于:所述瓶颈成型腔和瓶口螺纹成型腔之间设置有瓶颈加固腔。
8.根据权利要求1所述的玻璃瓶口快速成型口模,其特征在于:在左半模和右半模的配合面上,所述左半模和/或右半模上设置有供瓶口成型腔排气的排气槽。
技术总结
本技术公开了玻璃瓶口快速成型口模,包括彼此面对面配合的左半模和右半模,所述左半模和右半膜之间构成瓶口成型腔和把手成型腔,所述把手成型腔位于瓶口成型腔一侧,所述把手成型腔和瓶口成型腔之间的挽孔成型柱上设置有热传递孔,所述热传递孔内设置有散热柱;所述瓶口成型腔依次包括瓶颈成型腔、瓶口螺纹成型腔和口环定位腔,所述口环定位腔内设置有口环,在瓶口螺纹成型腔一侧,所述口环设置有供瓶口成型的环形凹台。本技术不仅能使把手和螺纹瓶口一体成型,也便于把手成型脱模,提高玻璃产品生产效率。同时,通过该模具生产的玻璃瓶产品美观耐用。
技术研发人员:张卫江
受保护的技术使用者:常熟市兄弟玻璃模具有限公司
技术研发日:20220928
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!