添加泡沫镍作为过渡层实现玻璃与不锈钢的激光封接方法
本发明涉及异质材料的封接,尤其是指一种添加泡沫镍(ni)作为过渡层实现玻璃与不锈钢的激光封接方法。
背景技术:
1、玻璃与金属的封接体具有许多重要的性能,是现代制造业中重要的关键零部件,在国防、军工、日常生产和生活中扮演着十分重要的角色。玻璃与金属的封接多利用复合胶条密封,或利用丁基胶和聚硫胶密封,实现玻璃与金属的封接是通过玻璃与密封条、玻璃条粘接、密封。或者对金属表面进行氧化,形成一层氧化膜之后,于保温炉中,在高温条件下,长时间保温,实现玻璃与金属的封接。由于封接的时候温度高、保温时间长,不仅对玻璃与金属的性能有损伤,同时对生产效率和质量的控制也非常不便。申请号为cn201611206465.8的发明专利公开了一种玻璃与可伐合金的激光封接方法及封接体,同样是基于在玻璃与金属之间引入了一个过渡层而实现的封接。但是并不能完全解决玻璃金属连接接头在焊后产生巨大的残余热应力问题,使得接头强度达不到预定标准。因此,仍需要一种便捷、可靠的封接手段来实现玻璃与不锈钢的封接。
2、ag-cu-ni或者ag-cu是玻璃(陶瓷)与金属进行封接时常用的一种钎料,但是封接的时候很容易生成脆性的金属间化合物,这样在热循环的作用下,脆性金属间化合物就会迅速的变薄且开始变得不均匀和不连续。同时常规的ag-cu或者ag-cu-ni焊料得到的玻璃与金属封接体中存在较大的应力,只适合在常温条件下工作,否则就往往会导致裂纹的存在。所以要提高玻璃与金属封接体的服役性能,尤其是在温度差较大的条件下,从本质上就是组织元素的扩散和防止形成脆性的金属间化合物的形成以及较少由于材料热膨胀系数的差异所造成的应力破坏。这样就可以提高其机械性能和在热循环条件下服役的热稳定性。
3、在钎料中,由大量的活性元素广泛的应用于金属与玻璃(或陶瓷)的钎焊,如cu基钎料、ag基钎料、ni钎料等。其中的元素ni可以同玻璃(或陶瓷)反应形成一层具有金属特性的反应层,从而实现钎料同玻璃之间良好的结合。然而,要制备出可以在温度波动比较大的条件下进行服役的玻璃与金属的封接体仍然面临着巨大的挑战。由于玻璃和金属之间热膨胀系数的差异而导致形成非常有害的残余应力集中。众所周知,热循环对残余应力的影响非常大。当温度变化剧烈的时候,残余应力就会迅速的累积增长。高的残余应力就会成为裂纹源和裂纹扩展的途径。由此恶化了封接接头的机械性能,从而造成封接头的失效。同时活性元素还有同基材的相关元素形成脆性金属间化合物的强烈倾向,如同fe、ni等元素极易形成脆性金属间化合物。如研究发现,在al2o3/ag-cu-ni/kovar(可伐合金)进行钎焊的时候极易形成脆性的fe2ni和ni3ni金属间化合物,这一脆性金属间化合物的形成对接头的机械性能是非常有害的,甚至直接导致接头的失效。由于脆性金属间化合物的形成所造成的损失通常在热冲击或温度循环条件下会进一步的恶化。
4、由上述可知,要提高玻璃与金属封接体在热循环载荷下的稳定性,采用中间层来释放应力和减少脆性金属间化合物的形成,是行之有效的解决方案。显然,优化钎料化合物组成、形成梯度材料、并减少或防止脆性金属间化合物的形成是一个极佳的解决途径。
5、鉴于泡沫ni是极易同玻璃形成具有金属特性的化合物,而泡沫ni还极易同金属中的fe、ni等形成脆性的金属间化合物,这就使得常用的ag-cu-ni钎焊料在玻璃与金属封接体中形成脆性的金属间化合物。为了防止脆性金属间化合物的形成,于是我们在泡沫ni与金属之间添加一层钎料层形成阻挡层,使泡沫ni与基体金属之间由于阻挡层的存在而不易或不能形成脆性的金属间化合物,这样就有可能进一步的提高玻璃与金属封接体的耐热循环载荷的性能。由于传统的钎料是直接由ag-cu或者ag-cu-ni所组成,这一钎料属于具有金属特性的化合物,其优点是可以同玻璃或陶瓷结合,但会不可避免地同基体金属中的fe、ni形成脆性地金属间化合物。
技术实现思路
1、为了解决上述问题,本发明提供了一种添加泡沫镍作为过渡层实现玻璃与不锈钢的激光封接方法,能够有效提高玻璃与不锈钢之间的封接头的强度。
2、本发明通过以下技术方案实现:
3、本发明的第一个目的是提供一种添加泡沫ni作为过渡层实现玻璃与不锈钢的激光封接方法,包括以下步骤,
4、s1:根据待封接的玻璃和待封接的不锈钢的尺寸、形状,设定加工轨迹;
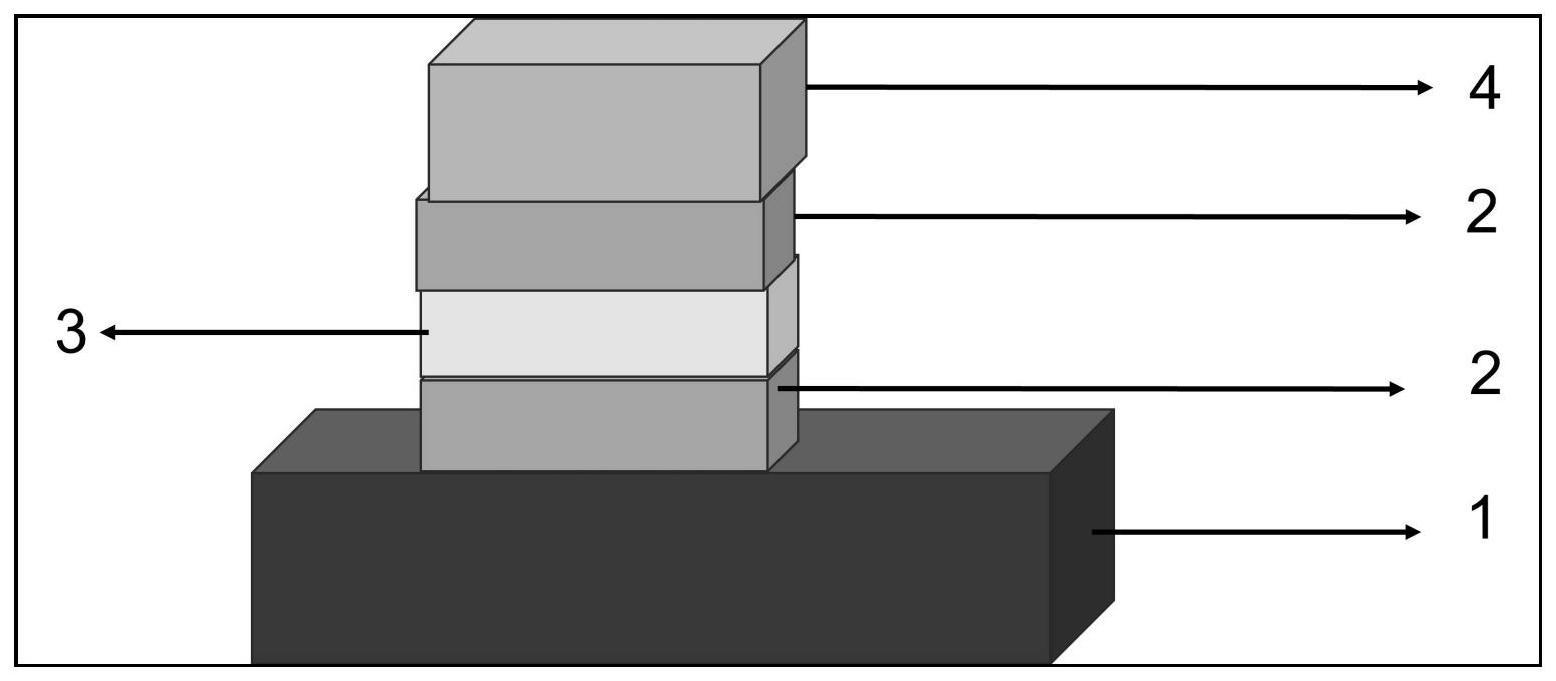
5、s2:将焊料均匀喷洒或者放置在待封接的不锈钢的一侧,在所述焊料上喷洒或放置泡沫ni;在所述泡沫ni上再喷洒或者放置焊料;
6、将待封接的玻璃放置于配置好泡沫ni和焊料的不锈钢上,保证待封接的玻璃与不锈钢紧密接触,形成待封接体;
7、所述焊料为ag-cu-sn粉末或ag-cu-sn箔片,所述ag-cu-sn粉末或ag-cu-sn箔片中按原子百分比分数计包括如下组分:ag-42.44at%cu-7.56at%sn;所述泡沫ni为泡沫ni粉末或泡沫ni箔片;
8、s3:夹持步骤s2所得待封接体,按照步骤s1设定的加工轨迹对玻璃与不锈钢的交界处的焊料进行激光照射,制得玻璃-不锈钢封接体。
9、在本发明的一个实施例中,步骤s1中,所述待封接的玻璃和待封接的不锈钢经过以下预处理得到:
10、对待封接的不锈钢进行脱脂、去油处理后再进行氧化处理;
11、对待封接的玻璃进行清水洗净,然后冷却风干。
12、在本发明的一个实施例中,步骤s2中,所述焊料的厚度为20μm-100μm。
13、在本发明的一个实施例中,步骤s2中,为保证均匀铺设,所述ag-cu-sn粉末的粒径为5μm-50μm。
14、在本发明的一个实施例中,步骤s2中,所述焊料为ag-cu-sn粉末时,在焊料上放置泡沫ni箔片;
15、所述焊料为ag-cu-sn箔片时,在焊料上放置泡沫ni箔片或者喷洒泡沫ni粉末。
16、即ag-cu-sn和泡沫ni在放置的时候,可以同时为箔片,但不能同时为粉末。
17、所述ag-cu-sn粉末或ag-cu-sn箔片以及泡沫ni具有金属光泽,不需要进行氧化处理。
18、在本发明的一个实施例中,步骤s2中,所述泡沫ni的厚度为10μm-30μm。
19、在本发明的一个实施例中,所述泡沫ni粉末的粒度小于10μm,纯度大于99.7%。
20、在本发明的一个实施例中,步骤s3中,所述激光的波长为800nm-1100nm。
21、在本发明的一个实施例中,步骤s3中,所述激光照射的参数为:激光扫描速度80mm·min-1-160mm·min-1,激光功率80w-160w,脉冲宽度1.5ms-3.0ms,频率为5hz-10 hz,扫描次数为1-3道。
22、在本发明的一个实施例中,步骤s3中,所述激光照射在保护气氛中进行。具体的,所述保护气氛为氦气或氩气,优选为氩气。
23、本发明第二个目的是提供所述激光封接方法制得的玻璃-不锈钢封接体。所述玻璃-不锈钢封接体包括玻璃、不锈钢以及设置于所述玻璃与不锈钢之间封接用的焊料和泡沫ni。
24、本发明中使用的钎料组成为ag-cu-sn,而将泡沫ni作为单独地一个钎料焊接层,ag-cu-sn在金属基体和泡沫ni之间形成阻挡层,来避免泡沫ni与基体之间形成脆性的金属间化合物。同时sn的原子半径同fe还非常接近,极易互溶,不会形成脆性相,同时sn与泡沫ni以及玻璃之间均不易形成脆性的金属间化合物,只是以固溶的方式存在。因此本发明提出的使用ag-cu-sn作为钎料以及使用泡沫ni作为过渡层来进行玻璃与不锈钢的封接,能够进一步提高不锈钢与玻璃封接体的性能,尤其是耐热冲击的性能。
25、本发明的上述技术方案相比现有技术具有以下优点:
26、本发明提供了添加泡沫镍作为过渡层实现玻璃与不锈钢的激光封接方法。本发明封接过程中在玻璃和不锈钢之引入焊料的同时引入了泡沫ni作为功能梯度材料,有效减少了玻璃与不锈钢之间热膨胀系数差异过大造成的不匹配和物理性能差异造成的应力释放问题和裂纹的萌生敏感性,降低了它们之间的热应力和界面压力,并提高了不锈钢与玻璃封接体耐热冲击和热循环的容许极限。
- 还没有人留言评论。精彩留言会获得点赞!