3D镜片贴合方法、贴合装置及3D镜片生产方法与流程
本技术涉及光学元件的生产,特别是涉及一种3d镜片贴合方法、贴合装置及3d镜片生产方法。
背景技术:
1、目前,ar、vr产品的3d镜片是由凹面(shell)及凸面(core)两部分曲面玻璃贴合在一起得到。由于凹面和凸面均由前段工艺热弯而成,而热弯后得到的凸面和凹面的形态较难控制,因而很难保证凹面与凸面的曲面一致性,从而在凹面与凸面相贴合时位于中间的曲面区域很难达到较好的贴合效果而出现气泡,进而使所获得的3d镜片的产品质量降低。
技术实现思路
1、基于此,有必要提供一种能够使产品质量提升的3d镜片贴合方法,同时还提供一种3d镜片贴合装置及3d镜片的生产方法。
2、一种3d镜片贴合方法,包括以下步骤:
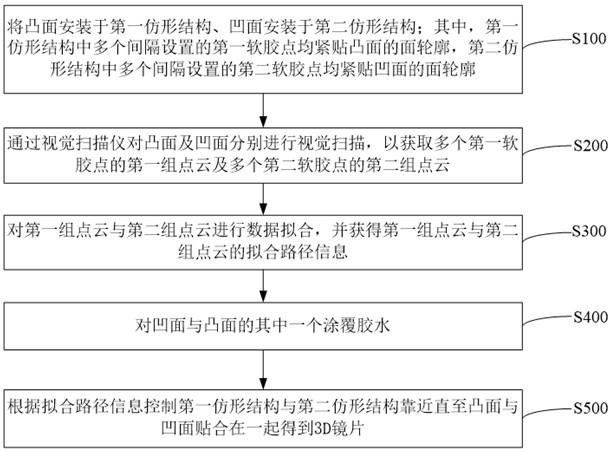
3、将凸面安装于第一仿形结构、凹面安装于第二仿形结构;其中,所述第一仿形结构中多个间隔设置的第一软胶点均紧贴所述凸面的面轮廓,所述第二仿形结构中多个间隔设置的第二软胶点均紧贴所述凹面的面轮廓;
4、通过视觉扫描仪对所述凸面及所述凹面分别进行视觉扫描,以获取多个所述第一软胶点的第一组点云及多个所述第二软胶点的第二组点云;
5、对所述第一组点云与所述第二组点云进行数据拟合,并获得所述第一组点云与所述第二组点云的拟合路径信息;
6、根据所述拟合路径信息控制所述第一仿形结构与所述第二仿形结构靠近直至所述凸面与所述凹面贴合在一起得到3d镜片。
7、上述3d镜片贴合方法中,通过使多个第一软胶点与凸面紧贴、多个第二软胶点与凹面紧贴,并将多个第一软胶点与凸面紧贴的第一贴合区域、多个第二软胶点与凹面紧贴的第二贴合区域作为视觉特征被视觉扫描仪所识别而得到第一组点云与第二组点云,再对第一组点云与第二组点云进行拟合后获得拟合路径信息,利用拟合路径信息来控制凸面与凹面进行空间位置及姿态的调整以达到使两者相贴合的目的。如此,利用多个第一贴合区域与多个第二贴合区域分别对凸面、凸面曲面形态的直观反映,来优先保证凸面与凹面的中间曲面区域的有效贴合,从而达到较好的贴合效果,避免出现气泡,进而使产品质量得以提升。
8、在其中一个实施例中,将凸面安装于第一仿形结构、凹面安装于第二仿形结构的步骤还包括以下步骤:
9、将所述凸面放置于所述第一仿形结构的第一仿形治具上,其中,位于所述第一仿形治具上的多个所述第一软胶点对应于所述凸面的面轮廓;
10、使所述第一仿形结构的第一仿形限位块对所述凸面进行位置限定;
11、对所述第一仿形治具上位于多个所述第一软胶点之间的第一气孔进行抽真空以吸附所述凸面;
12、将所述凹面放置于所述第二仿形结构的第二仿形治具上,其中,位于所述第二仿形治具上的多个所述第二软胶点对应于所述凹面的面轮廓;
13、使所述第二仿形结构的第二仿形限位块对所述凹面进行位置限定;
14、对所述第二仿形治具上位于多个所述第二软胶点之间的第二气孔进行抽真空以吸附所述凹面。
15、在其中一个实施例中,通过视觉扫描仪对所述凸面及所述凹面分别进行视觉扫描,以获取多个所述第一软胶点的第一组点云及多个所述第二软胶点的第二组点云的步骤还包括以下步骤:
16、对所述视觉扫描仪、所述第一仿形结构及所述第二仿形结构进行基准标定;
17、利用所述视觉扫描仪对所述凸面进行视觉扫描得到第一点云信息、对所述凹面进行视觉扫描得到第二点云信息;
18、对所述第一点云信息执行去噪处理后得到仅对应于多个所述第一软胶点的第一组点云,对所述第二点云信息执行去噪处理后得到仅对应于多个所述第二软胶点的第二组点云。
19、在其中一个实施例中,对所述第一组点云与所述第二组点云进行数据拟合,并获得所述第一组点云与所述第二组点云的拟合路径信息的步骤中,所述拟合路径信息包括所述第一组点云的第一位置偏差补偿值、第一组点云的第一姿态偏差补偿值、所述第二组点云的第二位置偏差补偿值及所述第二组点云的第二姿态偏差补偿值。
20、在其中一个实施例中,根据所述拟合路径信息控制所述第一仿形结构与所述第二仿形结构靠近直至所述凸面与所述凹面贴合在一起得到3d镜片的步骤中:
21、运动平台根据所述第一位置偏差补偿值及所述第一姿态偏差补偿值带动所述第一仿形结构运动,机械手根据所述第二位置偏差补偿值及第二姿态偏差补偿值带动所述第二仿形结构运动,从而所述第一仿形结构与所述第二仿形结构共同运动以相互靠近。
22、在其中一个实施例中,根据所述拟合路径信息控制所述第一仿形结构与所述第二仿形结构靠近直至所述凸面与所述凹面贴合在一起得到3d镜片的步骤之前还包括以下步骤:
23、对所述凹面与所述凸面的其中一个涂覆胶水。
24、一种用于实现上述的3d镜片贴合方法的3d镜片贴合装置,包括:
25、控制中心;
26、驱动组件,包括运动平台及机械手;所述运动平台与所述机械手分别与所述控制中心通信连接;
27、第一仿形结构,包括第一仿形治具及多个第一软胶点,所述第一仿形治具安装于所述运动平台,多个所述第一软胶点间隔设置于所述第一仿形治具;
28、第二仿形结构,包括第二仿形治具及多个第二软胶点,所述第二仿形治具安装于所述机械手,多个所述第二软胶点间隔设置于所述第二仿形治具;及
29、视觉扫描仪,与所述控制中心通信连接;所述视觉扫描仪用于对紧贴多个所述第一软胶点的凸面及紧贴多个所述第二软胶点的凹面分别进行视觉扫描。
30、上述3d镜片贴合装置中,通过在第一仿形治具上间隔设置多个第一软胶点,并在第二仿形治具上间隔设置多个第二软胶点,在凸面安装于第一仿形治具后,多个第一软胶点紧贴凸面,在凹面安装于第二仿形治具后,多个第二软胶点紧贴凹面,从而视觉扫描仪对凸面及凹面分别进行视觉扫描后,控制中心对视觉扫描仪所扫描信息进行处理、拟合,并根据拟合信息控制运动平台及机械手分别进行运动,进而运动平台带动第一仿形结构运动而对凸面进行空间位置及姿态矫正,机械手带动第二仿形结构运动而对凹面进行空间位置及姿态矫正,从而第一仿形结构与第二仿形结构共同运动以相互靠近以实现凸面与凹面的中间曲面区域的有效贴合,达到较好的贴合效果,避免出现气泡,进而使贴合所得到的3d镜片质量得以提升。
31、在其中一个实施例中,所述第一仿形治具具有与所述凸面的曲面相匹配的第一仿形曲面,所述第二仿形治具具有与所述凹面的曲面相匹配的第二仿形曲面;还包括下述方案中的至少一个:
32、多个所述第一软胶点间隔分布于所述第一仿形曲面,且呈高出所述第一仿形曲面2mm、直径为6mm的圆柱状;
33、多个所述第二软胶点间隔分布于所述第二仿形曲面,且呈高出所述第二仿形曲面2mm、直径为6mm的圆柱状;
34、所述第一仿形曲面开设有多个第一气孔,多个所述第一气孔间隔分布于多个所述第一软胶点之间,且多个所述第一气孔于所述第一仿形治具内部连通;
35、所述第二仿形曲面开设有多个第二气孔,多个所述第二气孔间隔分布于多个所述第二软胶点之间,且多个所述第二气孔于所述第二仿形治具内部连通。
36、在其中一个实施例中,所述第一仿形结构包括与所述第一仿形治具连接的第一仿形限位块,所述第一仿形限位块具有第一定位曲面,所述凸面的至少部分边缘能够紧贴所述第一定位曲面;所述第二仿形结构包括与所述第二仿形治具连接的第二仿形限位块,所述第二仿形限位块具有第二定位曲面,所述凹面的至少部分边缘能够紧贴所述第二定位曲面。
37、一种3d镜片生产方法,包括以下步骤:
38、根据上述的3d镜片贴合方法,将凹面与凸面贴合在一起得到3d镜片;
39、对所述3d镜片进行cnc磨边处理。
40、上述3d镜片生产方法中,由于凸面与凹面贴合所得到的3d镜片的曲面区域具有较好的贴合效果,能够有效避免贴合气泡的出现,使3d镜片的曲面区域具有较好的产品质量,而3d镜片的边缘位置通过cnc磨边处理修正后,即可去除边缘位置存在的贴合偏差,从而确保所得到的3d镜片的产品质量较好。
- 还没有人留言评论。精彩留言会获得点赞!