玻璃、玻璃成型方法及玻璃成型设备与流程
本申请涉及车辆玻璃领域,具体涉及玻璃、玻璃成型方法及玻璃成型设备。
背景技术:
1、随着人们对汽车的功能化要求越来越高,全景夹层镀膜天窗已成为汽车天窗的一种趋势,提高了乘客的视野和车内的舒适性。为了保证车内人员的安全性,需要增强夹层镀膜玻璃的表面强度。
2、然而,现有量产的镀膜天窗产品表面压应力无法达到客户的要求,主要由于玻璃表面镀膜,膜层主要是银层,是热的良导体,在冷却过程中,先冷却固化,内部玻璃是热的不良导体,冷却没有外面镀膜快,镀膜面对内部玻璃产生机械应力,造成内部玻璃的张应力增大,镀膜面产生的压应力增大,从而造成非镀膜面的玻璃表面的应力减少。
技术实现思路
1、第一方面,本申请还提供了玻璃,所述玻璃包括相背设置的第一面与第二面,所述第一面设有红外反射膜层;
2、所述第一面具有第一表面压应力,所述第二面具有第二表面压应力,所述第一表面压应力和所述第二表面压应力均大于或等于30mpa。
3、其中,所述第一表面压应力大于或等于34mpa,且所述第二表面压应力大于或等于34mpa。
4、其中,所述第一表面压应力与所述第二表面压应力的差的绝对值与所述第一表面压应力之比小于或等于5%。
5、其中,所述玻璃为透明玻璃或超透明玻璃。
6、本申请提供的玻璃相背设置的第一面及第二面的表面压应力均大于或等于30mpa,使得所述玻璃的整体强度高,能够满足客户需求。
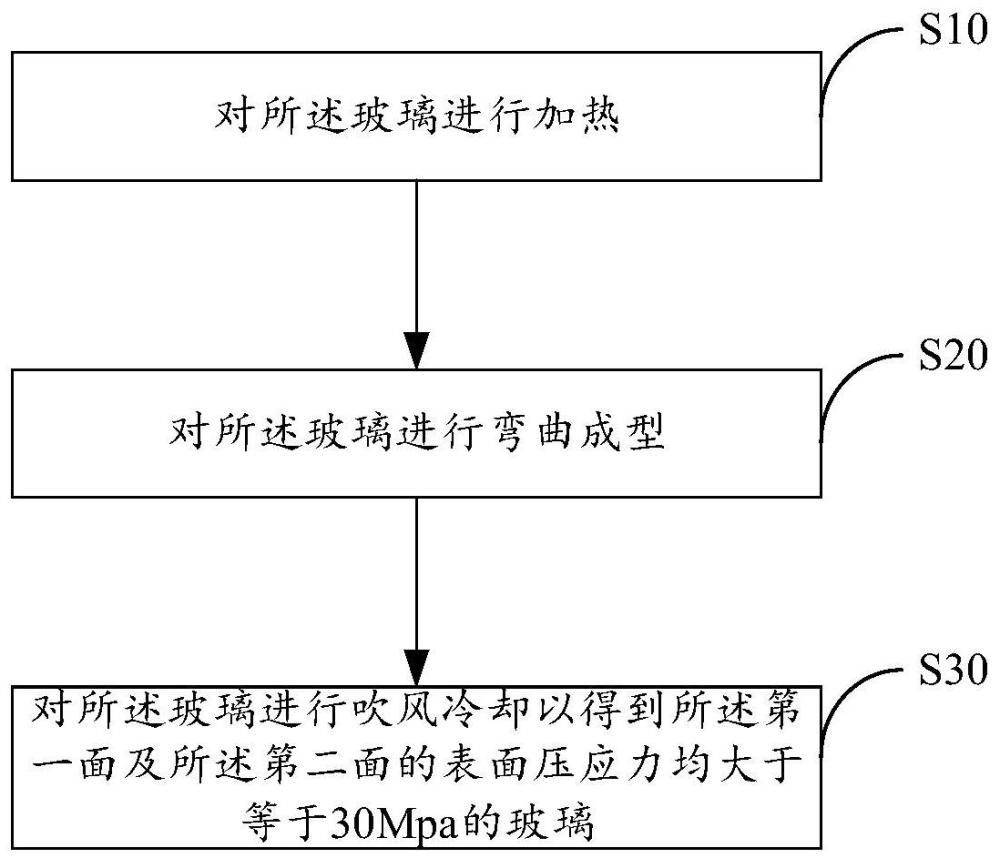
7、第二方面,本申请提供了玻璃成型方法,所述玻璃包括相背设置的第一面与第二面,所述第一面设有红外反射膜层,所述玻璃成型方法包括:
8、对所述玻璃进行加热;
9、对所述玻璃进行弯曲成型;及
10、对所述玻璃进行吹风冷却以得到所述第一面及所述第二面的表面压应力均大于或等于30mpa的玻璃,其中,对所述玻璃的所述第一面一侧进行吹风的风压强度小于对所述玻璃的所述第二面一侧进行吹风的风压强度。
11、其中,对所述玻璃进行吹风冷却以得到所述第一面及所述第二面的表面压应力均大于或等于30mpa的玻璃包括:
12、向所述第一面输出具有第一风压强度的第一吹风;
13、向所述第二面输出具有第二风压强度的第二吹风;
14、其中,所述第一风压强度与所述第二风压强度之比为1/1.3~1/3。
15、其中,所述第一风压强度的范围为2kpa~8kpa,所述第二风压强度的范围为2kpa~8kpa。
16、其中,对所述玻璃进行加热包括:
17、对所述玻璃的第一面进行辐射加热;
18、和/或,对所述玻璃的所述第一面和/或第二面进行对流加热。
19、其中,对所述玻璃进行弯曲成型包括:
20、对所述玻璃进行弯曲成型,并在所述玻璃弯曲成型的过程中对玻璃进行保温,使弯曲成型后玻璃的温度在580℃以上。
21、其中,在所述玻璃弯曲成型的过程中对玻璃进行保温包括:
22、在所述玻璃弯曲成型的过程中通过对流加热对玻璃进行保温;
23、对流加热的温度大于或等于400℃。
24、本申请提供了玻璃成型方法,在对所述玻璃进行吹风冷却时,对设有所述红外反射膜层的所述第一面进行吹风的风压强度小于对所述第二面进行吹风的风压强度,以相对降低所述第一面的冷却速度,从而平衡所述第一面与所述第二面的冷却速度,进而降低甚至消除在所述玻璃冷却形成后所述第一面与所述第二面的表面压应力差异,提高了冷却后的所述玻璃的表面强度,且第一面及第二面的表面压应力均大于或等于30mpa。因此,本申请提供的玻璃成型方法能够得到相背设置的第一面及第二面的表面压应力均大于或等于30mpa的玻璃。
25、第三方面,本申请还提供了玻璃成型设备,所述玻璃成型设备包括:
26、加热装置,所述加热装置用于对玻璃进行加热;
27、弯曲成型装置,所述弯曲成型装置设于所述加热装置的下游,所述弯曲成型装置用于对所述玻璃进行弯曲成型;及
28、风冷装置,所述风冷装置设于所述弯曲成型装置的下游,所述风冷装置用于对所述玻璃进行吹风以得到第一面及第二面的表面压应力均大于或等于30mpa的玻璃,其中,所述风冷装置对所述第一面及所述玻璃与所述第一面相背的第二面进行吹风,且所述风冷装置对所述第一面吹风的风压强度小于对所述第二面吹风的风压强度。
29、其中,所述风冷装置包括间隔且相对设置的第一风栅与第二风栅,所述第一风栅与所述第二风栅之间的间隙用于容纳所述玻璃,所述第一风栅用于朝向所述第一面输出第一风压强度的第一吹风,所述第二风栅用于朝向所述第二面输出第二风压强度的第二吹风,其中,所述第一风压强度与所述第二风压强度之比为1/1.3~1/3。
30、其中,所述第一风栅与所述第一面之间的距离为第一间距,所述第二风栅与所述第二面之间的距离为第二间距,所述第一间距大于所述第二间距。
31、其中,所述第一间距的范围为50mm~80mm,所述第二间距的范围为40mm~60mm。
32、其中,所述加热装置包括加热炉、输送装置和第一热源,所述输送装置设置于所述加热炉内,所述输送装置用于承载所述玻璃在所述加热炉内移动,所述第一热源设置于所述加热炉内并用于对所述玻璃的第一面进行辐射加热;
33、和/或,所述加热装置还包括第二热源,所述第二热源设置于加热炉内并用于对所述玻璃的第一面和/或第二面进行对流加热。
34、其中,所述弯曲成型装置包括相对设置的上成型模具和下成型模具,所述玻璃在所述上成型模具和所述下成型模具之间弯曲成型;
35、所述弯曲成型装置还包括保温加热系统,所述保温加热系统用于对位于所述上成型模具和所述下成型模具之间的所述玻璃进行保温加热,使弯曲成型后所述玻璃的温度在580℃以上。
36、其中,所述保温加热系统包括第三热源,所述第三热源设置于所述上成型模具的边缘,所述第三热源用于对位于所述上成型模具和所述下成型模具之间的所述玻璃进行对流加热,所述对流加热的温度大于或等于400℃。
37、本申请提供的玻璃成型设备用于对所述玻璃加热、弯曲成型、并冷却形成所述玻璃,以使得得到的所述玻璃的所述第一面的表面压应力与所述第二面的表面压应力均大于或等于30mpa,有利于提高所述玻璃的整体强度,以满足客户的需求。
技术特征:
1.一种玻璃,其特征在于,所述玻璃包括相背设置的第一面与第二面,所述第一面设有红外反射膜层;
2.如权利要求1所述的玻璃,其特征在于,所述第一表面压应力大于或等于34mpa,且所述第二表面压应力大于或等于34mpa。
3.如权利要求1所述的玻璃,其特征在于,所述第一表面压应力与所述第二表面压应力的差的绝对值与所述第一表面压应力之比小于或等于5%。
4.如权利要求1所述的玻璃,其特征在于,所述玻璃为透明玻璃或超透明玻璃。
5.一种玻璃成型方法,其特征在于,所述玻璃包括相背设置的第一面与第二面,所述第一面设有红外反射膜层,所述玻璃成型方法包括:
6.如权利要求5所述的玻璃成型方法,其特征在于,对所述玻璃进行吹风冷却以得到所述第一面及所述第二面的表面压应力均大于或等于30mpa的玻璃包括:
7.如权利要求6所述的玻璃成型方法,其特征在于,所述第一风压强度的范围为2kpa~8kpa,所述第二风压强度的范围为2kpa~8kpa。
8.如权利要求5所述的玻璃成型方法,其特征在于,对所述玻璃进行加热包括:
9.如权利要求5所述的玻璃成型方法,其特征在于,对所述玻璃进行弯曲成型包括:
10.如权利要求9所述的玻璃成型方法,其特征在于,在所述玻璃弯曲成型的过程中对玻璃进行保温包括:
11.一种玻璃成型设备,其特征在于,所述玻璃成型设备包括:
12.如权利要求11所述的玻璃成型设备,其特征在于,所述风冷装置包括间隔且相对设置的第一风栅与第二风栅,所述第一风栅与所述第二风栅之间的间隙用于容纳所述玻璃,所述第一风栅用于朝向所述第一面输出第一风压强度的第一吹风,所述第二风栅用于朝向所述第二面输出第二风压强度的第二吹风,其中,所述第一风压强度与所述第二风压强度之比为1/1.3~1/3。
13.如权利要求12所述的玻璃成型设备,其特征在于,所述第一风栅与所述第一面之间的距离为第一间距,所述第二风栅与所述第二面之间的距离为第二间距,所述第一间距大于所述第二间距。
14.如权利要求13所述的玻璃成型设备,其特征在于,所述第一间距的范围为50mm~80mm,所述第二间距的范围为40mm~60mm。
15.如权利要求11所述的玻璃成型设备,其特征在于,所述加热装置包括加热炉、输送装置和第一热源,所述输送装置设置于所述加热炉内,所述输送装置用于承载所述玻璃在所述加热炉内移动,所述第一热源设置于所述加热炉内并用于对所述玻璃的第一面进行辐射加热;
16.如权利要求11所述的玻璃成型设备,其特征在于,所述弯曲成型装置包括相对设置的上成型模具和下成型模具,所述玻璃在所述上成型模具和所述下成型模具之间弯曲成型;
17.如权利要求16所述的玻璃成型设备,其特征在于,所述保温加热系统包括第三热源,所述第三热源设置于所述上成型模具的边缘,所述第三热源用于对位于所述上成型模具和所述下成型模具之间的所述玻璃进行对流加热,所述对流加热的温度大于或等于400℃。
技术总结
本申请提供了玻璃、玻璃成型方法及玻璃成型设备。所述玻璃包括相背设置的第一面与第二面,所述第一面设有红外反射膜层,所述玻璃成型方法包括:对所述玻璃进行加热;对所述玻璃进行弯曲成型;及对所述玻璃进行吹风冷却以得到所述第一面及所述第二面的表面压应力均大于或等于30Mpa的玻璃,其中,对所述玻璃的所述第一面一侧进行吹风的风压强度小于对所述玻璃的所述第二面一侧进行吹风的风压强度。本申请提供的玻璃成型方法能够得到相背设置的第一面与第二面的表面压应力均大于或等于30Mpa的玻璃。
技术研发人员:王鸿飞,占智宇
受保护的技术使用者:福耀玻璃工业集团股份有限公司
技术研发日:
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!