一种控制预制棒腐蚀至目标外径的方法和使用装置与流程
本发明涉及特种光纤制造,尤其涉及一种控制预制棒腐蚀至目标外径的方法和使用装置。
背景技术:
1、在光纤的制造过程中需要用到氢氟酸对光纤预制棒进行腐蚀和清洗,该腐蚀和清洗具有两个目的:一是去除光纤预制棒表层的杂质、缺陷层,使得后续所拉制的光纤具有更低的光传输损耗和更长的使用寿命;二是将预制棒腐蚀至一定的尺寸以满足纤芯和包层的直径比,或将预制棒的外径变小使之能插入到外套管中以便进行后续熔缩或拉丝。由此可见,将预制棒高效准确的腐蚀至目标外径对光纤制造来说非常重要。
2、目前在光纤制造行业中,用氢氟酸对光纤预制棒进行腐蚀和清洗一般来说有两种方法:一是通过卧式酸洗槽,预制棒连同延长棒一起水平的放置于卧式酸洗槽中,氢氟酸液面没过预制棒,对预制棒进行腐蚀和清洗;二是采用立式酸洗槽,酸洗槽中装满氢氟酸,预制棒一端接有延长棒,将延长棒固定在夹具或上端支架上,将预制棒竖直浸入氢氟酸液体中,预制棒被氢氟酸腐蚀和清洗。
3、一般来说,卧式酸洗槽体积较大、结构相对较复杂,适用于外径较粗、体积较大的光纤预制棒,而立式酸洗槽结构简单、体积较小,可针对外径较细的光纤预制棒,因此立式酸洗槽在特纤行业应用非常广泛。
4、中国专利文件cn219342023u公开了一种预制棒夹持件和预制棒酸洗装置,包括支撑部和夹持部,支撑部用于设置在酸洗筒的开口处,支撑部中构造有夹持口;夹持部穿过在支撑部,可活动地设置在支撑部上,夹持部至少部分延伸至夹持口中,夹持部与夹持口的侧壁之间形成有用于夹持预制棒的夹持空间。该实用新型提供的预制棒夹持件和预制棒酸洗装置操作简单,可以对不同尺寸的预制棒进行紧固清洗,在确保预制棒不会坠落的同时,减少操作人员接触酸液的次数,提高酸洗效率,确保人身安全。但是该专利的侧重点在于对预制棒的夹持,并不能在确保预制棒不会坠落的同时准确控制预制棒腐蚀至目标外径。
技术实现思路
1、有鉴于现有技术的上述缺陷,本发明所要解决的技术问题是提供通过准确测量预制棒的腐蚀前后的拉力变化,能够准确的控制预制棒腐蚀至目标外径的方法和使用装置。
2、为了实现上述发明目的,本发明采用了如下的技术方案:
3、一种控制预制棒腐蚀至目标外径的方法,包括如下步骤:
4、s1精确测量出预制棒的长度l;
5、s2多点测量取平均值得到预制棒腐蚀前的外径d0;
6、s3预设所需的预制棒腐蚀后的目标外径为d1;
7、s4计算出预制棒腐蚀前后的体积变化v;
8、s5用数显拉力计测量预制棒腐蚀前的拉力值f0;
9、s6计算出预制棒实际减轻的重力值g1;
10、s7计算出预制棒所受的浮力减少的值f1;
11、s8当数显拉力计所测拉力值为f终=f0-(g1-f1)时腐蚀完成。
12、优选的,所述v的计算公式为v=(π/4)×(d0×d0-d1×d1)×l。
13、优选的,所述g1的计算公式为g1=(π/4)×(d0×d0-d1×d1)×l×2.28×9.8/1000。
14、优选的,所述f1的计算公式为f1=(π/4)×(d0×d0-d1×d1)×l×1.19×9.8/1000。
15、优选的,所述f终的计算公式为f终=f0-(g1-f1)=f0-(π/4)×( d0×d0-d1×d1)×l×1.09×9.8/1000。
16、本发明通过测得预制棒的d0和l,确定好所需的腐蚀后的预制棒的外径d1,就能确定需要腐蚀的预制棒的外径差,用数显拉力计测量预制棒腐蚀前的拉力值f0,再根据上述公式计算得出预制棒实际减轻的重力g1及预制棒所受的浮力减少的值f1,最终的腐蚀终点处数显拉力计所测拉力值为f终=f0-(g1-f1),腐蚀过程中数显拉力计上的数值从最初的f0逐渐减少,当拉力计所测拉力值为f终=f终=f0-(g1-f1)时腐蚀完成,此时预制棒的外径即为目标外径。
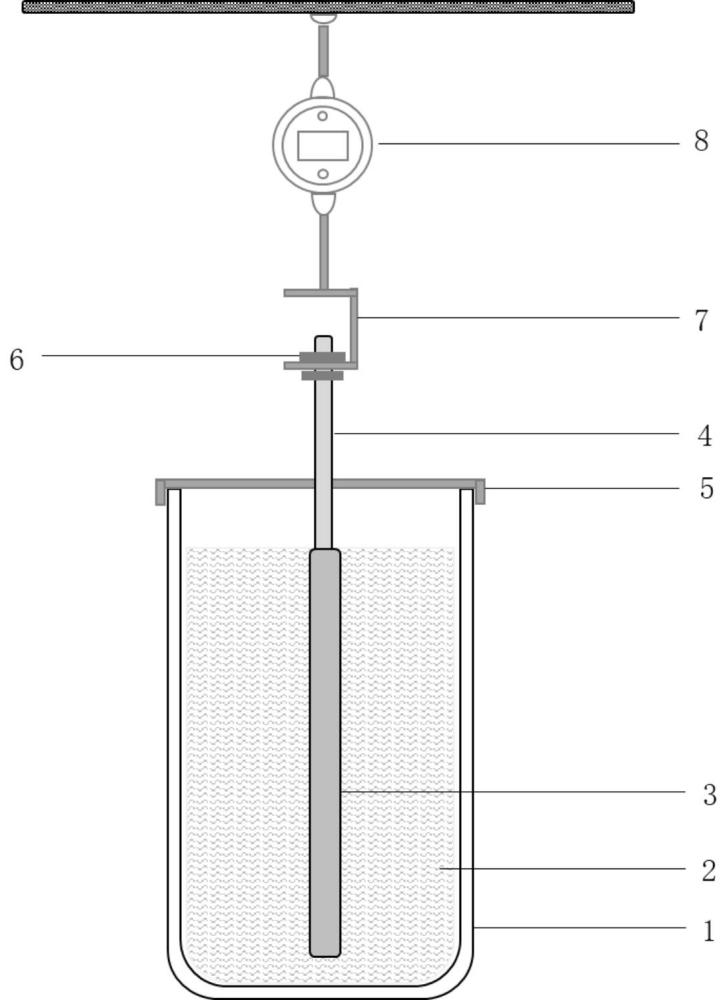
17、本发明还公开了利用上述方法计算预制棒腐蚀至目标外径所用的装置,包括立式槽体、腐蚀性溶液、预制棒、延长棒、夹具、挂钩和数显拉力计;所述腐蚀性溶液盛装在立式槽体内;所述预制棒一端浸没在腐蚀性溶液中,另一端连接有延长棒,所述延长棒上端通过夹具对其进行夹持,所述夹具与数显拉力计之间设置有挂钩。
18、优选的,所述装置还包括端盖;端盖上设置有可供预制棒穿过的孔;所述端盖的尺寸与立式槽体上段口径一一对应。
19、与现有技术相比,本发明具有的有益效果:
20、1、避免了在腐蚀的过程中频繁的从立式酸洗槽中取出预制棒进行清洗和用游标卡尺等测量工具对预制棒的外径进行测量,生产效率更高;
21、2、由于清洗腐蚀预制棒所使用溶液的主要成分为氢氟酸,其对人体的危害性很大,使用以上方法可减少人员和氢氟酸的接触,制造过程更安全;
22、3、新配置的氢氟酸浓度高对预制棒的腐蚀速度快,预制棒随着氢氟酸浓度的降低腐蚀速度随之降低,本方法不受氢氟酸浓度的变化均能准确控制腐蚀量。
23、4、本方法可在线监控预制棒的实时拉力变化,从而反推出预制棒的外径变化,对最终预制棒的外径实现更精准的控制。
技术特征:
1.一种控制预制棒腐蚀至目标外径的方法,其特征在于,包括如下步骤:
2.如权利要求1所述的控制预制棒腐蚀至目标外径的方法,其特征在于:所述v的计算公式为v=(π/4)×(d0×d0-d1×d1)×l。
3.如权利要求1所述的控制预制棒腐蚀至目标外径的方法,其特征在于:所述g1的计算公式为g1=(π/4)×(d0×d0-d1×d1)×l×2.28×9.8/1000。
4.如权利要求1所述的控制预制棒腐蚀至目标外径的方法,其特征在于:所述f1的计算公式为f1=(π/4)×(d0×d0-d1×d1)×l×1.19×9.8/1000。
5.如权利要求1所述的控制预制棒腐蚀至目标外径的方法,其特征在于:
6.一种使用如权利要求1-5任一项所述的控制预制棒腐蚀至目标外径的方法所用的装置,其特征在于:包括立式槽体、腐蚀性溶液、预制棒、延长棒、夹具、挂钩和数显拉力计;所述腐蚀性溶液盛装在立式槽体内;所述预制棒一端浸没在腐蚀性溶液中,另一端连接有延长棒,所述延长棒上端通过夹具对其进行夹持,所述夹具与数显拉力计之间设置有挂钩。
7.如权利要求6所述的装置,其特征在于:所述装置还包括端盖;端盖上设置有可供预制棒穿过的孔;所述端盖的尺寸与立式槽体上段口径一一对应。
技术总结
本发明提出了一种控制预制棒腐蚀至目标外径的方法和使用装置,属于特种光纤制造技术领域,本发明通过测得预制棒的初始外径和长度,确定好所需的腐蚀后的预制棒的外径,就能确定需要腐蚀的预制棒的外径差,进而计算出体积变化,再计算出拉力变化,最终确定腐蚀终点处拉力计上的数值,腐蚀过程中拉力计上的数值从初始值逐渐减少,当数值为腐蚀终点处拉力计上的数值时腐蚀过程终止,此时预制棒的外径即为目标外径。
技术研发人员:余倩卿,张君,冯杨,徐江河,尹力,廉正刚,皮亚斌
受保护的技术使用者:武汉长盈通光电技术股份有限公司
技术研发日:
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!