多曲面玻璃成型装置及成型方法与流程
本发明涉及玻璃成型,尤其涉及一种多曲面玻璃成型装置及成型方法。
背景技术:
1、为了扩大汽车驾驶员的视野范围和提高集中度,目前,汽车前端仪表盘和显示屏使用曲面玻璃,特别是,随着像素高、电耗低的oled屏可适用于电车和自动驾驶汽车显示屏,特别是为了满足车辆多样化的设计,多曲面玻璃产品的需求增加。这种oled屏与2d平面构造的tft-lcd屏不同,以多曲面玻璃形状与显示屏贴合,因此,多曲面玻璃的需求量也不断增加。
2、这种多曲面玻璃产品适用于各种电子产品和汽车等,按规格切割的玻璃加热至软化温度后利用模具加工成型。现有的一半方法为,模具装置具备上模具部和下模具部,在上模具部和下模具部之间放置需加工的切割完玻璃,仅加热施压需加工部位而成型曲面形的方法。但,此方法的弊端是只加热玻璃的特定部位而出现玻璃打弯或易碎现象,还出现压痕,很难成型曲率在r50以下的玻璃和具有两处及以上曲面形的玻璃。
3、现有技术,比如韩国授权专利第10-1361854号公布了一种玻璃成型模具装置和玻璃成型系统及其方法,其包括加热输送机上的平面玻璃的加热装置;模具装置包括,接收通过输送机移送的初步加热的平面玻璃的下模具部,在被移送玻璃的两个部位施不同真空吸压和热而成型曲面的上模具部;冷却曲面玻璃的冷却装置。根据此公布的技术,给平面玻璃施不同真空吸压和热而成型曲面形,可提高耐久性,在经过700度左右的初步加热过程后,利用模具装置成型曲面状,未受剧烈温差可强化耐久性,把成型的玻璃在冷却装置冷却而提升其强度,上模具装置的真空吸附部,下模具装置的托盘以及往返托盘均以一定角度倾斜,防止在成型曲面形时玻璃打弯,可加强玻璃的硬度。
4、又比如韩国授权专利第10-1618844号公布了一种玻璃成型方法及其装置,加热软化平面玻璃需弯曲的局部部位,把局部加热软化的平面玻璃放入由上下模具组成的腔体内,而成型局部部位,往腔体内注入高温气体,使模具和腔体面之间形成气层,从而使腔体表面和平面玻璃不会直接接触,可将把成型玻璃的翘曲度精准地控制在一定范围之内,可保持玻璃的表面状态良好,由于只加热成型平面玻璃的局部部位,这比加热全部玻璃缩短冷却时间,从而提高生产效率,而且减少冷却中产生热变形的情况,从而准确控制曲面玻璃的翘曲度在一定范围内,进而不需再加工直接可投入使用。此公布技术的特征在于,包括加热软化平面玻璃局部部位的环节;在下模具的上端放置平片玻璃的环节;移动下模具与上模具复合时,在由上下模具组成的腔体内注入气体,使平面玻璃和模具面之间形成气层,而成型平面玻璃指定部位的环节;打开上下模具并提取已成型玻璃的环节。
5、上述的现有技术依然无法成型中间是平面,两侧末端是曲面“u”字形的玻璃,因为在成型过程中热传达距离超过60mm,而无法维持一定时间的软化温度,如果要成型多曲面的“w”字翅膀型曲面玻璃时,一个工序无法成型,需分多次工序才可成型。如上所述的现有技术,若成型曲面玻璃或有两个曲率(例如,r2000和r800)以上连接的多曲面“c”字形玻璃时,无法达到翘曲度在0.5mm以内的要求。
技术实现思路
1、本发明的目的之一,就在于提供一种多曲面玻璃成型装置,以解决上述问题。
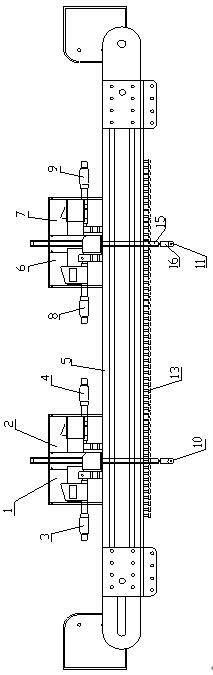
2、为了实现上述目的,本发明采用的技术方案是这样的:一种多曲面玻璃成型装置,包括用于装载玻璃的装载部,在所述装载部的上方设置有用于加热玻璃的加热部,所述装载部的上方还设置有部分加热部,所述部分加热部为至少一个加热灯管,所述部分加热部连接有用于调节部分加热部上下左右位置的位置调节部。
3、本发明在韩国授权专利10-1642314号的基础上,通过设置部分加热部以及位置调节部,实现多曲面玻璃的加热成型。
4、作为优选的技术方案,所述位置调节部包括至少两个伺服驱动器、至少两个千分卡尺和至少两个升降移动杆,其中,所述千分卡尺与伺服驱动器固定连接,所述升降移动杆与伺服驱动器连接。
5、作为进一步优选的技术方案,所述部分加热部为两个独立的加热灯管,每个加热灯管由两个伺服驱动器、两个千分卡尺和两个升降移动杆实现位置调节;所述加热灯管的中心线与玻璃表面的距离保持在60mm以内。
6、作为更进一步优选的技术方案,所述升降移动杆的下端设置有用于固定连接加热灯管的灯管固定夹。
7、作为优选的技术方案,所述多曲面玻璃为中间是平面,两侧末端呈曲面的“u”字形玻璃,或者多曲面的“w”字形玻璃,或者由两个曲率连接的“c”字形玻璃。
8、本发明的目的之二,在于提供一种采用上述的多曲面玻璃成型装置进行成型的方法,采用的技术方案为,将待成型玻璃装载于所述装载部,然后启动所述加热部进行加热,再使用部分加热部集中加热需多曲面成型的部位,为了能保持软化点温度将加热部与多曲面成型的部位的距离调整在60mm以内。
9、与现有技术相比,本发明的优点在于:采用本发明的装置和方法,在成型和徐冷工序中可控制翘曲度在0.5mm以内的制作方法,可成型中间是平面,两侧末端呈曲面的“u”字形,还用一次工序成型多曲面的“w”字形玻璃,对于曲面玻璃成弯曲状或有两个曲率(如,r1500~2000和r600~1000)连接的“c”字形时,也可控制翘曲度在0.5mm以内,能够成型的玻璃的曲率小至r30。
技术特征:
1.一种多曲面玻璃成型装置,其特征在于,包括用于装载玻璃的装载部,在所述装载部的上方设置有用于加热玻璃的加热部,所述装载部的上方还设置有部分加热部,所述部分加热部为至少一个加热灯管,所述部分加热部连接有用于调节部分加热部上下左右位置的位置调节部。
2.根据权利要求1所述的多曲面玻璃成型装置,其特征在于,所述位置调节部包括至少两个伺服驱动器、至少两个千分卡尺和至少两个升降移动杆,其中,所述千分卡尺与伺服驱动器固定连接,所述升降移动杆与伺服驱动器连接。
3.根据权利要求2所述的多曲面玻璃成型装置,其特征在于,所述部分加热部为两个独立的加热灯管,每个加热灯管由两个伺服驱动器、两个千分卡尺和两个升降移动杆实现位置调节;所述加热灯管的中心线与玻璃表面的距离保持在60mm以内。
4.根据权利要求3所述的多曲面玻璃成型装置,其特征在于,所述升降移动杆的下端设置有用于固定连接加热灯管的灯管固定夹。
5.根据权利要求1所述的多曲面玻璃成型装置,其特征在于,所述多曲面玻璃为中间是平面,两侧末端呈曲面的“u”字形玻璃,或者多曲面的“w”字形玻璃,或者由两个曲率连接的“c”字形玻璃。
6.采用权利要求1-5任一项所述的多曲面玻璃成型装置进行成型的方法,其特征在于,将待成型玻璃装载于所述装载部,然后启动所述加热部进行加热,再使用部分加热部集中加热需多曲面成型的部位,为了能保持软化点温度将加热部与多曲面成型的部位的距离调整在60mm以内。
技术总结
本发明公开了一种多曲面玻璃成型装置及成型方法,属于玻璃成型产技术领域,所述成型装置包括用于装载玻璃的装载部,在所述装载部的上方设置有用于加热玻璃的加热部,所述装载部的上方还设置有部分加热部,所述部分加热部为至少一个加热灯管,所述部分加热部连接有用于调节部分加热部上下左右位置的位置调节部;采用本发明的装置和方法,在成型和徐冷工序中可控制翘曲度在0.5mm以内的制作方法,可成型中间是平面,两侧末端呈曲面的“U”字形,还用一次工序成型多曲面的“W”字形玻璃,对于曲面玻璃成弯曲状或有两个曲率(如R1500~2000和R600~1000)连接的“C”字形时,也可控制翘曲度在0.5mm以内。
技术研发人员:李吉成,安景铁,闵涇穿
受保护的技术使用者:四川润亿科技有限公司
技术研发日:
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!