一种流动性尼龙增韧剂材料及其制备方法与流程
[0001]
本发明属于工程塑料助剂领域,具体涉及一种流动性尼龙增韧剂材料及其制备方法发明背景尼龙是一种用途最广、种类最多的工程塑料,该材料具有良好的力学性能、耐热性、耐磨损性、耐化学溶剂性、自润滑性和一定的阻燃性,同时该材料加工性能优良,可一体化成型复杂的结构部件,被广泛用于汽车、电子电器、机械、轨道交通、体育器械等领域,但是尼龙本身较脆尤其是低温更容易脆裂的缺点限制了尼龙材料的应用范围,将聚烯烃或者聚烯烃弹性体与尼龙混合,可以显著改善尼龙冲击性能差的缺点,但是一般的聚烯烃弹性体增韧尼龙的同时会使尼龙的流动性大幅度下降,会导致增韧尼龙制品在挤出或者注塑成型时出现表面粗糙的现象,造成了增韧尼龙在使用上的局限性。
[0002]
目前市场上有一些高流动性尼龙材料,能解决在增韧尼龙在流动性上的一些欠缺,但由于其聚合工艺较难控制,造成产品稳定性较差并且成本相对较高。
[0003]
针对现有技术的缺失,本发明提出了一种高流动性尼龙增韧剂,在增韧尼龙应用中,既保持了尼龙的韧性又不损失尼龙的流动性。
技术实现要素:
[0004]
本发明涉及一种流动性尼龙增韧剂材料及其制备方法,具体方法是在弹性体poe链段上采用双接枝的方式来实现,接枝的反应机理如附图所示,接枝单体采用马来酸酐和丙烯酸双单体,马来酸酐的存在保证了优异的形容性,丙烯酸单体含有-cooh键,-cooh基团的存在能使尼龙流动性提高。
[0005]
本发明是通过以下措施实施的:本发明的技术方案是一种流动性尼龙增韧剂材料的质量配方如下(以poe的质量为100份);poe:100份;马来酸酐:1.0-2.0份;丙烯酸:0.5-1.0份引发剂:0.05-0.2份;苯乙烯单体:0.5-1.5份;抗氧剂:0.1-0.4份;润滑剂1:0.5-1份。
[0006]
所述的poe为乙烯-辛烯共聚物;所述引发剂为过氧化苯甲酰(bpo)过氧化二异丙苯(dcp)过氧化二碳酸二异丙酯(ipp)的一种,优选的为dcp;所述的马来酸酐为白色粉末;所述的丙烯酸为无色透明液体;所述的苯乙烯单体为无色、有香气的油状液体,其作用是抑制sebs中丁二烯交联并且溶解引发剂;所述的抗氧剂所述抗氧剂为1010、168、164、1076中的一种或两者的复配,优选的1010和168两者1:1复配;所述的润滑剂1为硬脂酸锌。
[0007]
一种流动性尼龙增韧剂的具体制备方法的技术方案包括以下两个步骤,首先是原料的共混:按重量配比称取适量的dcp和苯乙烯单体溶液,将dcp加入在苯乙烯溶液中,充分混合,完全溶解,将混合好的溶液与其余剩余原料按重量比加入到混合器中,一起混合均
匀。然后是混合物的挤出过程:将混合充分的原料加入挤出机中,经熔融反应挤出,造粒,具体挤出工艺为:双螺杆挤出机一区温度 150-155℃,二区温度 150-160℃,三区温度 155-170℃,四区温度 155-170℃,五区温度 155-170℃,六区温度 150-165℃,七区温度 150-165℃,机头160-170℃,螺杆转速 220-260r/min,喂料频率为15-25hz。
[0008]
本发明具有以下优点:1.所制备的增韧剂,具有接枝率高,产品异味小,颜色较白等优点。
[0009]
2.所制备的增韧剂,用于增韧尼龙时,在保持一般增韧剂的韧性的同时,还能大幅度提高尼龙的流动性。
[0010]
3.本发明所制备的增韧剂可适用于所有尼龙产品,在尼龙66上使用效果更为显著。
[0011]
4.本发明的制备方法不需要采用特殊设备,制备方法简单,易操作,适合大批量生产,可大幅度降低加工成本。
[0012]
附图说明:图1为引发剂引发机理图。
[0013]
图2为接枝机理。
[0014]
具体实施方式:对于本发明的优点,可以结合具体实施例进一步说明,但并不因此将本发明限制在所述的实施例范围之中。下列实施例中个别条例未注明具体条件的实验方法,按照常规方法和条件,或按照商品说明书选择。
[0015]
本发明涉及一种流动性尼龙增韧剂材料及其制备方法,具体方法是在弹性体poe链段上采用双接枝的方式来实现,接枝的反应机理如图1、图2所示,接枝单体采用马来酸酐和丙烯酸双单体,马来酸酐的存在保证了优异的形容性,丙烯酸单体含有-cooh键,-cooh基团的存在能使尼龙流动性提高。
[0016]
实施例1第一步:按重量配比称取0.2份dcp和1份苯乙烯单体溶液,将dcp加入在苯乙烯溶液中,充分混合,完全溶解,然后按重量配比称取100份poe、1.5份马来酸酐、0.5份丙烯酸、0.8份硬脂酸锌、抗氧剂168和1010各0.1份。将混合好的溶液与其余剩余原料加入到高速混合器中,一起混合均匀。然后将混合充分的原料加入挤出机的加料斗中,经熔融反应挤出,造粒,检测性能如表二。具体挤出工艺为:双螺杆挤出机一区温度 150℃,二区温度 155℃,三区温度 165℃,四区温度 170℃,五区温度 170℃,六区温度165℃,七区温度 160℃,机头160℃,螺杆转速 240r/min,喂料频率为20hz。
[0017]
第二步:按重量配比分别称取88份尼龙66、12份增韧剂、0.5份pets、抗氧剂168和1010各0.1份,将原料依次放入高速混合器中,充分混合,保证混合均匀。然后将混合充分的原料加入挤出机的加料斗中,经熔融反应挤出,造粒,注塑成型,测试性能如表三。具体挤出工艺为:双螺杆挤出机一区温度 255℃,二区温度265℃,三区温度 270℃,四区温度275℃,五区温度 260-275℃,六区温度 270℃,七区温度 270℃,机头265℃,螺杆转速 300r/min,喂料频率为20hz。
[0018]
实施例2第一步:按重量配比称取0.2份dcp和1份苯乙烯单体溶液,将dcp加入在苯乙烯溶液中,
充分混合,完全溶解,然后按重量配比称取100份poe、1.5份马来酸酐、0.8份丙烯酸、0.8份硬脂酸锌、抗氧剂168和1010各0.1份。将混合好的溶液与其余剩余原料加入到高速混合器中,一起混合均匀。然后将混合充分的原料加入挤出机的加料斗中,经熔融反应挤出,造粒,检测性能如表二。具体挤出工艺为:双螺杆挤出机一区温度 150℃,二区温度 155℃,三区温度 165℃,四区温度 170℃,五区温度 170℃,六区温度165℃,七区温度 160℃,机头160℃,螺杆转速 240r/min,喂料频率为20hz。
[0019]
第二步:按重量配比分别称取88份尼龙66、12份增韧剂、0.5份pets、抗氧剂168和1010各0.1份,将原料依次放入高速混合器中,充分混合,保证混合均匀。然后将混合充分的原料加入挤出机的加料斗中,经熔融反应挤出,造粒,注塑成型,测试性能如表三。具体挤出工艺为:双螺杆挤出机一区温度 255℃,二区温度265℃,三区温度 270℃,四区温度275℃,五区温度 260-275℃,六区温度 270℃,七区温度270℃,机头265℃,螺杆转速 300r/min,喂料频率为20hz。
[0020]
实施例3第一步:按重量配比称取0.2份dcp和1份苯乙烯单体溶液,将dcp加入在苯乙烯溶液中,充分混合,完全溶解,然后按重量配比称取100份poe、1.5份马来酸酐、1份丙烯酸、0.8份硬脂酸锌、抗氧剂168和1010各0.1份。将混合好的溶液与其余剩余原料加入到高速混合器中,一起混合均匀。然后将混合充分的原料加入挤出机的加料斗中,经熔融反应挤出,造粒,检测性能如表二。具体挤出工艺为:双螺杆挤出机一区温度 150℃,二区温度 155℃,三区温度 165℃,四区温度 170℃,五区温度 170℃,六区温度165℃,七区温度 160℃,机头160℃,螺杆转速 240r/min,喂料频率为20hz。
[0021]
第二步:按重量配比分别称取88份尼龙66、12份增韧剂、0.5份pets、抗氧剂168和1010各0.1份,将原料依次放入高速混合器中,充分混合,保证混合均匀。然后将混合充分的原料加入挤出机的加料斗中,经熔融反应挤出,造粒,注塑成型,测试性能如表三。具体挤出工艺为:双螺杆挤出机一区温度 255℃,二区温度265℃,三区温度 270℃,四区温度275℃,五区温度 260-275℃,六区温度 270℃,七区温度 270℃,机头265℃,螺杆转速 300r/min,喂料频率为20hz。
[0022]
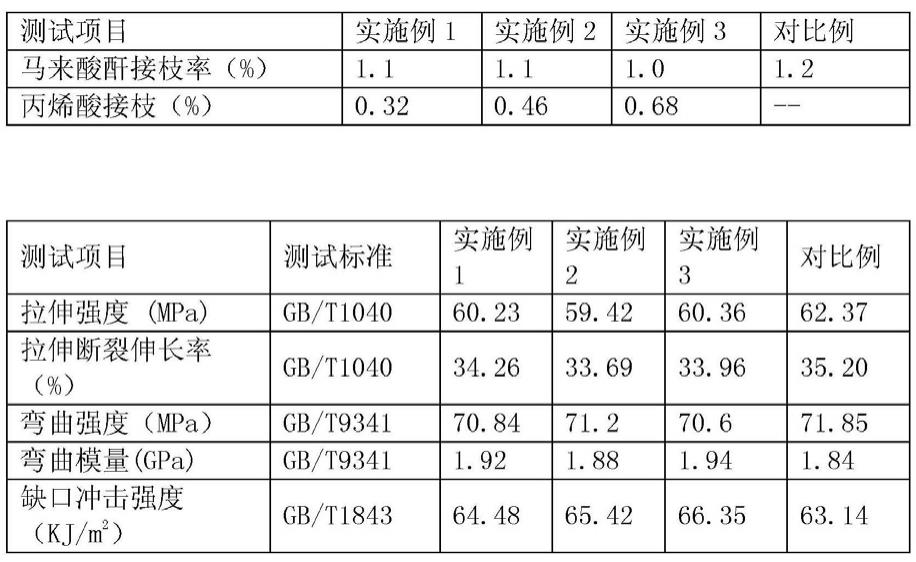
表一实施例1-3及对比例的配方组成(份)组分实施例1实施例2实施例3对比例poe100100100100马来酸酐1.51.51.51.5丙烯酸0.50.510苯乙烯溶液1.21.21.21.2dcp0.20.20.20.2抗氧剂10100.10.10.10.1抗氧剂1680.10.10.10.1硬脂酸锌0.80.80.80.8表二实施例1-3及对比例增韧剂接枝率
表三实施例1-3及对比例增韧剂增韧尼龙检测数据以上通过具体实施例对本发明进行了进一步说明,不过这些实施例仅是范例性的,并不对本发明的保护范围构成任何限制。本领域技术人员理解,在不超出本发明的精神和保护范围的情况下,可以对本发明的技术方案及其实施方式进行多种等价替换、修饰或改进,这些均应落入本发明的保护范围内。本发明的保护范围以所附的权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1